一种Type-C的SMT双面制程焊接工艺
文献发布时间:2023-06-19 12:16:29
技术领域
本发明涉及焊接工艺技术领域,具体为一种Type-C的SMT双面制程焊接工艺。
背景技术
USB Type-C,又称USB-C,是一种通用串行总线(USB)的硬件接口形式,外观上最大特点在于其上下端完全一致,与Micro-USB相比这意味着用户不必再区分USB正反面,两个方向都可以插入,智能手机是USB Type-C最主要的市场和增长驱动力,从高端到低端逐级渗透,是Type-C在智能手机中的发展路线,SMT是将各种片式电子元器件贴装到印刷电路板或将裸芯片贴装到封装基板上的精密制造技术,是电子信息产品制造过程中的三大关键工艺之一。目前行业中Type C类型的connector均为双排Pin设计。
一种Type-C的SMT双面制程焊接工艺,是一种常用的焊接工艺,但现有的焊接方法大多是在PCB双面印刷锡膏,使零件与Connector组装在同一侧。这样的工艺流程将限制Type C类产品的零件数量(仅可在PCB单面存在零件),但由于市场现有及将来消费型电子产品的功能会越来越多,性能越来越强大,而Type C的PCB较小因此极大地降低了产品生产的效率,同时极大地增加了焊接困难度,且极大地降低了产品的功能性与兼容性。
发明内容
针对现有技术的不足,本发明提供了一种Type-C的SMT双面制程焊接工艺,具备提高运行效率、降低生产成本、增加产品功能性等优点,解决了成本过高,生产效率低下,焊接不便的问题。
为实现上述提高运行效率、降低生产成本、增加产品功能性的目的,本发明提供如下技术方案:一种Type-C的SMT双面制程焊接工艺,包括Type-C的SMT双面制程焊接系统,所述Type-C的SMT双面制程焊接系统的输入端与电源模组的输出端电连接;
所述Type-C的SMT双面制程焊接系统包括中央处理器的输入端与控制模块的输出端电连接,所述控制模块的输入端电连接与中央处理器的输出端电连接,所述中央处理器的输入端与定位模块的输出端电连接,所述定位模块的输入端与中央处理器的输出端电连接,所述中央处理器的输入端与Type-C钢网开孔模块的输出端电连接,所述Type-C钢网开孔模块的输入端与中央处理器的输出端电连接,所述中央处理器的输入端与数据库的输出端电连接,所述数据库的输入端与中央处理器的输出端电连接,所述中央处理器的输入端与焊接模组的输出端电连接,所述焊接模组的输入端与中央处理器的输出端电连接,所述中央处理器的输入端与检验模块的输出端电连接,所述中央处理器的输入端与报警模块的输出端电连接,所述报警模块的输入端与中央处理器的输出端电连接。
优选的,所述控制模块包括显示屏与参数键入元件,所述显示屏为LCD显示器,其结构内部有很多液晶粒子,它们有规律地排列成一定的形状,并且它们每一面的颜色都不同,分为红色、绿色和蓝色。因此可通过三原色能还原成任意的其他颜色,当显示器收到显示数据时,会控制每个液晶粒子转动到不同颜色的面,从而组合成不同的颜色和图像,进而对不同参数进行显示。
优选的,所述定位模块包括红外线定位单元、点位效验单元与数据反馈单元,所述红外线定位单元为YD-D650P10-A10-30型电激励式单电源定位单元,其输出波长为650nm,连续使用寿命可达6000小时,其主要使用工作温度在-10~50°,供电电压稳定为DC2.8-5.2V,使得设备可以长时间进行定位工作,继而保证生产效率与产量。
优选的,所述Type-C钢网开孔模块包括夹持元件、钻孔单元、清理元件与二级处理器,所述焊接模组包括助焊剂导入元件、焊接单元与锡膏印刷组件。
优选的,所述焊接单元为脉冲焊接机,其主要通过气动方式达到热熔焊接的目的,其焊接深度可控制在2mm左右,焊接频率可达100HZ,进而使得工作人员可以更加快速有效地进行焊接。
优选的,所述检验模块包括Pin针挂锡检测单元,孔位检测单元与焊接检测单元,所述数据库包括数据存储模块与数据调配模块,其中数据存储模块内部数据根据需要可以分为三个参数存储单元,第一参数存储单元为数据库,第二参数存储单元为rsv文件,第三参数存储单元为self文件,并且,将电力终端100的参数分为普通参数与重要参数,同时将重要参数分为易变动的重要参数与不易变动的重要参数。数据库用于存储普通参数,如电压信息、电流信息等参数;rsv文件用于存储易变动的重要参数,例如通信参数;self文件用于存储不易变动的重要参数,例如终端地址,所述报警模块包括断电模块与报警灯模组。
优选的,所述报警灯模组为FW4870/LZ声光报警器,其抱紧声强为100dB额定功率维持在4W,其外壳为PC工程塑料,使用时间维持在5h左右,使得中央处理器可以快速的将接设备运转过程中出现的故障处进行判断并将判断结果传输至报警器模块中,继而输出故障信号,其中可以根据来具体的需要进行对比的数据路径来读取第一数据集和第二数据集,分布式计算架构也可以根据预先存储或是获取的数据路径信息读取数据集A和B,在一个实施例中,数据集A和B可以分别对应于系统存储的数据和接收到的电路数据。数据集A和B通常分别含有多个数据项。对于大型系统而言,可能是几千、几万、甚至百万或是上亿的数据项,进而使得工作人员可以迅速对生产中出现的设备问题进行技术修复,避免影响生产效率。
优选的,包括以下步骤:
(1)操作员将Type-C钢网放置在夹持元件上,并对Type-C钢网进行固定与限位;
(2)定位模块对夹持在夹持元件上的Type-C钢网进行定位确定与分析,并及时反馈至中央处理器进行效验;
(3)Type-C钢网卡开孔模块对固定在夹持元件1上的Type-C钢网进行清理,并对确定好的焊接点进行钻孔,并进行再次清洗;
(4)焊接模组将开孔后的Type-C钢网进行预上锡,同时对Pin针进行挂锡操作,并在焊接红城中加入助焊剂;
(5)焊接模组在完成Connector焊接时,给予中央处理器信息反馈,中央处理器通过检测模组对焊接点进校队与检测;
(6)中央处理器进行焊点判定,若出现空焊则重新进行步骤4,若为出现空焊则产品合格,并由操作人员取出。
与现有技术相比,本发明提供了一种Type-C的SMT双面制程焊接工艺,具备以下有益效果:
该Type-C的SMT双面制程焊接工艺,通过采用创新钢网开孔和使用PCB双面分别过炉的方式,进行Connector焊接,有效避免了传统焊接方式双面印刷锡膏将零件与Connector组装在情况,使得Type C类产品的单面零件数量得到增加,进而更好地拓展TypeC类产品的功能性,同时极大地降低了生产成本,并方便Connector焊接,进而增加生产效率,同时可以更加有效地增加Type C类产品的兼容性与替代性,保证产品的高良率与稳定。
附图说明
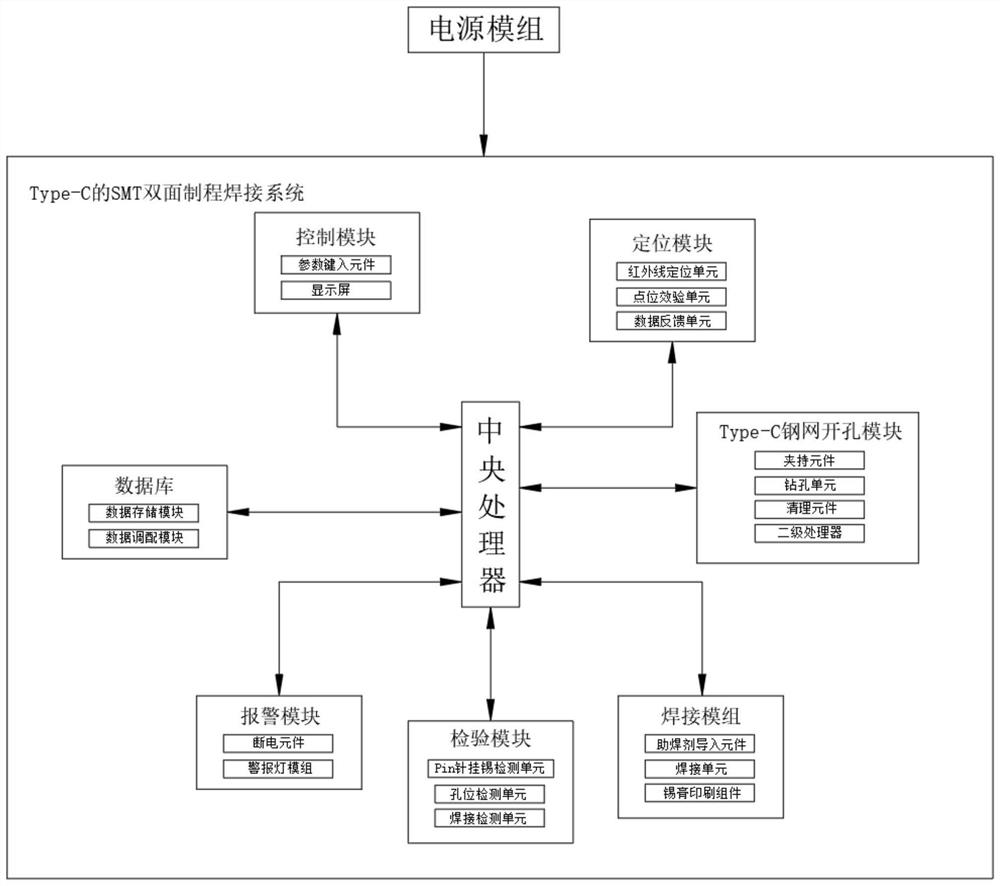
图1为本发明控制系统示意图;
图2为本发明流程示意图。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
请参阅图1-2,本发明提供一种技术方案:一种Type-C的SMT双面制程焊接工艺,包括Type-C的SMT双面制程焊接系统,其特征在于:所述Type-C的SMT双面制程焊接系统的输入端与电源模组的输出端电连接;
Type-C的SMT双面制程焊接系统包括中央处理器的输入端与控制模块的输出端电连接,控制模块的输入端电连接与中央处理器的输出端电连接,中央处理器的输入端与定位模块的输出端电连接,定位模块的输入端与中央处理器的输出端电连接,中央处理器的输入端与Type-C钢网开孔模块的输出端电连接,Type-C钢网开孔模块的输入端与中央处理器的输出端电连接,中央处理器的输入端与数据库的输出端电连接,数据库的输入端与中央处理器的输出端电连接,中央处理器的输入端与焊接模组的输出端电连接,焊接模组的输入端与中央处理器的输出端电连接,中央处理器的输入端与检验模块的输出端电连接,中央处理器的输入端与报警模块的输出端电连接,报警模块的输入端与中央处理器的输出端电连接。
控制模块包括显示屏与参数键入元件,显示屏为LCD显示器,其结构内部有很多液晶粒子,它们有规律地排列成一定的形状,并且它们每一面的颜色都不同,分为红色、绿色和蓝色。因此可通过三原色能还原成任意的其他颜色,当显示器收到显示数据时,会控制每个液晶粒子转动到不同颜色的面,从而组合成不同的颜色和图像,进而对不同参数进行显示,定位模块包括红外线定位单元、点位效验单元与数据反馈单元,红外线定位单元为YD-D650P10-A10-30型电激励式单电源定位单元,其输出波长为650nm,连续使用寿命可达6000小时,其主要使用工作温度在-10~50°,供电电压稳定为DC2.8-5.2V,使得设备可以长时间进行定位工作,继而保证生产效率与产量,Type-C钢网开孔模块包括夹持元件、钻孔单元、清理元件与二级处理器,焊接模组包括助焊剂导入元件、焊接单元与锡膏印刷组件,焊接单元为脉冲焊接机,其主要通过气动方式达到热熔焊接的目的,其焊接深度可控制在2mm左右,焊接频率可达100HZ,进而使得工作人员可以更加快速有效地进行焊接,检验模块包括Pin针挂锡检测单元,孔位检测单元与焊接检测单元,数据库包括数据存储模块与数据调配模块,其中数据存储模块内部数据根据需要可以分为三个参数存储单元,第一参数存储单元为数据库,第二参数存储单元为rsv文件,第三参数存储单元为self文件,并且,将电力终端100的参数分为普通参数与重要参数,同时将重要参数分为易变动的重要参数与不易变动的重要参数。数据库用于存储普通参数,如电压信息、电流信息等参数;rsv文件用于存储易变动的重要参数,例如通信参数;self文件用于存储不易变动的重要参数,例如终端地址,报警模块包括断电模块与报警灯模组,报警灯模组为FW4870/LZ声光报警器,其抱紧声强为100dB额定功率维持在4W,其外壳为PC工程塑料,使用时间维持在5h左右,使得中央处理器可以快速的将接设备运转过程中出现的故障处进行判断并将判断结果传输至报警器模块中,继而输出故障信号,其中可以根据来具体的需要进行对比的数据路径来读取第一数据集和第二数据集,分布式计算架构也可以根据预先存储或是获取的数据路径信息读取数据集A和B,在一个实施例中,数据集A和B可以分别对应于系统存储的数据和接收到的电路数据。数据集A和B通常分别含有多个数据项。对于大型系统而言,可能是几千、几万、甚至百万或是上亿的数据项,进而使得工作人员可以迅速对生产中出现的设备问题进行技术修复,避免影响生产效率。
综上,该Type-C的SMT双面制程焊接工艺,如图1所示;Type-C的SMT双面制程焊接系统通过中央处理器控制后台进行操作,包括对Type-C钢网的固定定位,开孔清理、预上锡、挂锡焊接,进而实现自动化SMT双面制程焊接,进而有效地增加Type C类产品的单面零件数量得到增加,进而更好地拓展Type C类产品的功能性,继而增加Type C类产品的兼容性与替代性,同时可以极大地降低了生产成本,并方便Connector焊接,进而增加生产效率,保证产品的高良率与稳定。
如图2所示,操作员将Type-C钢网放置在夹持元件上,并对Type-C钢网进行固定与限位,定位模块对夹持在夹持元件上的Type-C钢网进行定位确定与分析,并及时反馈至中央处理器进行效验,Type-C钢网卡开孔模块对固定在夹持元件1上的Type-C钢网进行清理,并对确定好的焊接点进行钻孔,并进行再次清洗,焊接模组将开孔后的Type-C钢网进行预上锡,同时对Pin针进行挂锡操作,并在焊接红城中加入助焊剂,焊接模组在完成Connector焊接时,给予中央处理器信息反馈,中央处理器通过检测模组对焊接点进校队与检测,中央处理器进行焊点判定,若出现空焊则重新加入助焊剂,并对空焊的Pin针进行挂锡操作,随后进行Connector焊接,若为出现空焊则产品合格,并由操作人员取出。
本系统中涉及到的相关模块均为硬件系统模块或者为现有技术中计算机软件程序或协议与硬件相结合的功能模块,该功能模块所涉及到的计算机软件程序或协议的本身均为本领域技术人员公知的技术,其不是本系统的改进之处;本系统的改进为各模块之间的相互作用关系或连接关系,即为对系统的整体的构造进行改进,以解决本系统所要解决的相应技术问题。
尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
- 一种Type-C的SMT双面制程焊接工艺
- 一种双排SMT沉板型态USB TYPE-C连接器