一种即装即用的氨氮污水处理红菌罐装置及使用方法
文献发布时间:2023-06-19 19:14:59
技术领域
本发明涉及污水处理技术领域,具体为一种即装即用的氨氮污水处理红菌罐装置及使用方法。
背景技术
目前污水脱氮的方法有生物法、物理法和化学法,其中生物脱氮以其经济有效性而受到环境工作者的青睐。厌氧氨氧化是一种将氨氮和亚硝氮同时去除的新型生物脱氮技术,利用已驯化的厌氧氨氧化红菌作为分解消化污水中氨氮成分的微生物源,然后合理控制环境温度、污水pH值和溶氧度来进行分解脱氮。但是由于厌氧氨氧化菌繁殖对环境要求及其严苛,而且繁殖速率十分缓慢,导致培养富集很困难,使得厌氧氨氧化工艺启动期过长的问题,无法实现污水脱氮处理过程中的即装即用。
申请号为CN2011100437594的发明专利公开了一种快速增殖厌氧氨氧化菌的装置及方法,该装置设有塔式反应器、沉淀池、机械搅拌装置、温度控制装置、回流系统,塔式反应器和沉淀池均为密闭反应器。塔式反应器中水温由温度控制装置在线自动调控,出水溢流至沉淀池;沉淀池中有刮泥装置,并靠回流系统将沉淀池中富集的细菌回流至塔式反应器。该发明专利公开的快速增殖厌氧氨氧化菌的装置虽然通过有效控制水温保证厌氧氨氧化菌处于最近温度环境,同时通过机械搅拌装置能够加速厌氧氨氧化菌繁殖速度,但是厌氧氨氧化菌的繁殖还对污水pH值、溶氧度等均有着较为严格的要求,一旦控制不好则会导致厌氧氨氧化菌繁殖效率下降。另外,现有装置的温度装置以加热棒对水体进行加热,导致加热时水体上下层存在一定的温差,同时机械搅拌过程中容易将水体上方的空气溶入其中,无法严苛控制污水的溶氧度,致使厌氧氨氧化菌的繁殖速度无法达到最近,不具备即装即用的效果。基于此,本申请提出了一种能够严格控制厌氧氨氧化菌繁殖时污水温度、pH、溶氧度以实现即装即用的氨氮污水处理红菌罐装置及使用方法。
发明内容
本发明的目的在于提供一种能够严格控制厌氧氨氧化菌繁殖时污水温度、pH、溶氧度以实现即装即用的氨氮污水处理红菌罐装置及使用方法。
为实现上述目的,本发明提供如下技术方案:
一种即装即用的氨氮污水处理红菌罐装置,包括厌氧氨氧化反应器、污水快速配制器、污水过滤回流器和氮气处理装置,所述厌氧氨氧化反应器与污水快速配制器之间通过进水泵和进水管相连接,所述厌氧氨氧化反应器与污水过滤回流器上端之间连接有溢流液管,厌氧氨氧化反应器与污水过滤回流器下端之间通过回流管和回流泵相连接;
所述厌氧氨氧化反应器包括下罐身和上罐盖,所述下罐身中设置有气动搅拌架,所述上罐盖的上表面设置有压缩气驱动罩和第一单向气阀,所述压缩气驱动罩的内部通过隔板分为上驱动腔和下进气腔,且隔板的中心处设置有密封轴承,位于所述上驱动腔处的压缩气驱动罩侧面连接有切线进气管,位于所述切线进气管对侧的隔板上开设有通气口,所述气动搅拌架包括中空转轴和中空连接杆,所述中空转轴的上端与密封轴承相连接且顶端连接有位于上驱动腔中的气动叶轮,位于所述下进气腔中的中空转轴圆周面上开设有进气口,所述中空连接杆连接在中空转轴的下端且两者的中空内腔相连通设置,所述中空连接杆的端部连接有中空搅拌叶盘,所述中空搅拌叶盘的一侧面开设有大量排气孔;
所述氮气处理装置包括氮气源罐,所述氮气源罐通过第一输气管连接有氮气加热单元,所述氮气加热单元上连接有第二输气管,所述第二输气管的端部与切线进气管相连接。
作为上述方案的具体设置,所述污水快速配制器包括配水罐身和配水罐盖,所述配水罐盖上设置有伸入配水罐身中的搅拌器,所述配水罐盖的上表面连接有注液管,所述配水罐身的上端侧面设置有固体料定量输送机。
作为上述方案的具体设置,所述固体料定量输送机包括料斗和送料筒,所述送料筒的一端伸入配水罐身中设置,且在伸入配水罐身内的送料筒端部转动连接有活动盖板,所述送料筒的外端面设置有绞龙电机,所述送料筒中设置有与绞龙电机相连接的绞龙叶,所述料斗与送料筒的外端上表面相连接。
作为上述方案的具体设置,所述配水罐身的底部设置有曝气管,且曝气管上连接有多个朝上设置的曝气头,所述氮气加热单元上连接有三通阀,所述第二输气管的一端与三通阀相连接,所述三通阀的另一端还连接有第三输气管,且第三输气管的端部与曝气管相连接,所述配水罐盖上还设置有第二单向气阀。
作为上述方案的进一步设置,还包括控制器,所述下罐身的侧面设置有与控制器电性连接的温度传感器和pH测定仪。
作为上述方案的进一步设置,还包括酸液桶,所述酸液桶的上端设置有输酸泵,所述输酸泵上连接有与靠近厌氧氨氧化反应器一端进水管相连接的输酸管。
作为上述方案的具体设置,所述氮气加热单元包括内部充满导热油的油液换热箱,所述油液换热箱的内部设置有蛇形管,所述蛇形管的两端分别与第一输气管、第二输气管相连接,所述油液换热箱的一侧面设置有加热装置,所述加热装置的内侧面设置有多个换热翅片,加热装置的外侧面设置有控制面板。
作为上述方案的具体设置,所述污水过滤回流器包括过滤桶和拆装桶盖,所述溢流液管的端部与过滤桶上端相连接,所述回流管的端部与过滤桶下端相连接,所述拆装桶盖的下表面连接有伸入过滤桶中的过滤膜,所述拆装桶盖上连接有伸入过滤膜中的抽液管,所述抽液管的端部连接有抽滤泵。
作为上述方案的进一步设置,还包括安装底座,所述厌氧氨氧化反应器、污水快速配制器、污水过滤回流器和氮气处理装置均固定设置在安装底座的上表面。
本发明还公开了一种即装即用的氨氮污水处理红菌罐装置的使用方法,其特征在于,包括如下步骤:
S1:先使用污水快速配制器配置人工废水,人工废水采用碳酸氢氨150mg/L、亚硝酸钠180mg/L、营养物质(氯化钙50mg/L、硫酸镁50mg/L)、微量元素(硫酸亚铁5mg/L)以及脱氧剂(亚硫酸钠10mg/L)进行配置,并且还要将人工废水的DO浓度控制在0.5mg/L以下,同时pH值控制在控制在7.0-8.0之间,然后将配置好的人工废水通入厌氧氨氧化反应器中;
S2:将出厂时配备的成熟厌氧氨氧化功能菌投入到厌氧氨氧化反应器,然后通过氮气处理装置将加热后的氮气通入到压缩气驱动罩中,使得在压缩氮气的作用下驱动气动搅拌架旋转,并通过气动搅拌架将成熟厌氧氨氧化功能菌与人工废水搅拌均匀使其快速反应,与此同时高温的氮气通过气动搅拌架进入到人工废水中实现去氧,并且同时将人工废水加热至35±2℃的温度之间,反应器内pH调节为7.5-7.6,溶解氧维持在0.5mg/L以下,污泥停留时间大于14天,使得此时厌氧氨氧化反应器100内部调节为厌氧氨氧化功能菌生长和繁殖的最佳环境;
S3:在设备运行的过程中厌氧氨氧化反应器上端溢流出的水体进入到污水过滤回流器中进行过滤,过滤后的水体送出污水过滤回流器,截留的污泥和厌氧氨氧化菌则回送至厌氧氨氧化反应器中,维持上述条件不变使得厌氧氨氧化反应器运行30天左右,直至厌氧氨氧化反应器能够对高氮废水的氮去除率稳定在80%以上即表示启动完成;
S4:待厌氧氨氧化反应器启动完成后,将待处理的高氮废水通入其中进行厌氧氨氧化脱氮处理即可。
与现有技术相比,本发明的有益效果是:
1)本发明公开的即装即用的氨氮污水处理红菌罐装置通过模块化设计使得在对厌氧氨氧化菌进行快速启动时,通过污水快速配制器快速制备处人工污水并通入到厌氧氨氧化反应器中,然后在厌氧氨氧化反应器中投入已驯化的成熟厌氧氨氧化菌使其快速很长繁殖,并在氧氨氧化菌生长、繁殖的过程中还通过污水过滤回流器对废水进行排出,而将污泥截留后并回送至反应器内部使其生物污泥快速累积,同时通过对厌氧氨氧化反应器内部液体温度、pH值以及DO浓度的精准控制能够极大提高氧氨氧化菌的生产、繁殖速率,使得原本长达半年的启动时间缩短在1个月左右。
2)本发明氨氮污水处理红菌罐装置中的厌氧氨氧化反应器以高温氮气作为驱动源实现气动搅拌架对污水和红菌的搅拌混合,而且通入的氮气还能够控制污水的DO浓度和快速调节内部污水的温度,其相比较于现有电热棒加热来控制内部水体温度的方式不仅不存在温度差,而且能够快速实现污水温度的调节控制,从而使得整个反应器内部的厌氧氨氧化菌始终能够以最大的生长繁殖速度进行快速增长;其厌氧氨氧化反应器的以高温氮气为调节驱动元的方式不仅设计新颖,而且对厌氧氨氧化反应器内部的各项控制和调节效果优异。
3)本发明还进一步设置了污水过滤回流器,使得厌氧氨氧化反应器中上方污水溢流排出时,通过内部过滤膜的作用实现泥液分离,通过过滤膜对生物污泥进行截留,同时截留后的生物污泥能够通过回流泵再次送入反应器中,有效实现了反应器内部使其生物污泥快速累积,提高了整个红菌罐装置的快速启动时间。
附图说明
为了更清楚地说明本发明实施例的技术方案,下面将对实施例描述所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
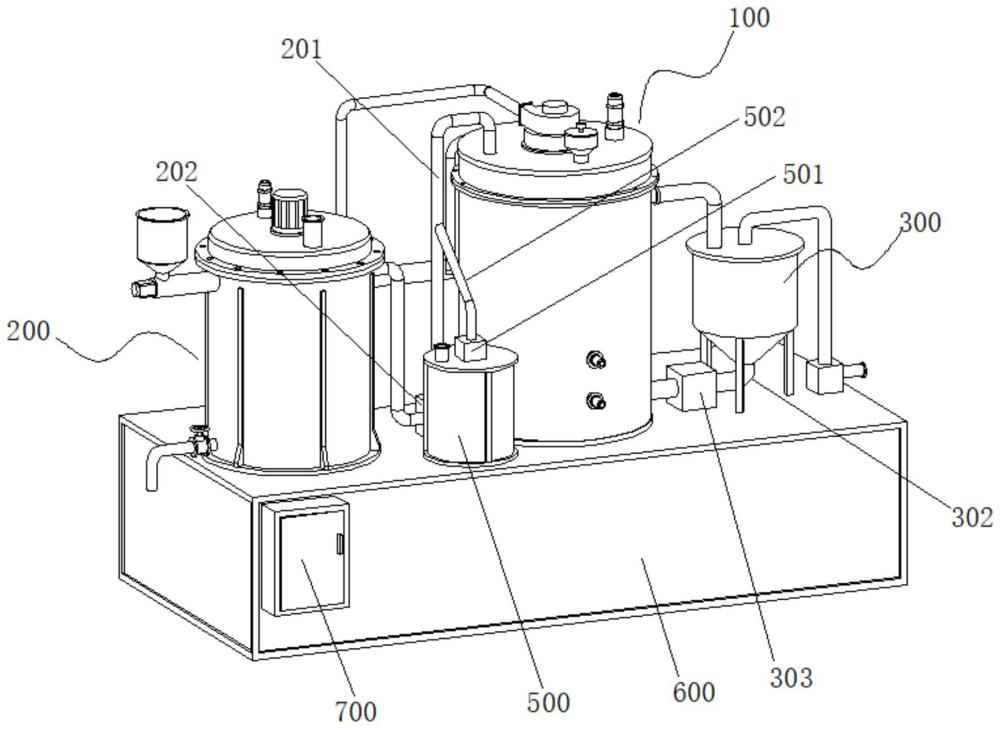
图1为本发明中氨氮污水处理红菌罐装置的第一立体结构示意图;
图2为本发明中氨氮污水处理红菌罐装置的第一立体结构示意图;
图3为本发明中污水快速配制器的内部立体结构示意图;
图4为本发明中固体料定量输送机的内部立体结构示意图;
图5为本发明中厌氧氨氧化反应器的内部立体结构示意图;
图6为本发明中气动搅拌架的立体剖面图;
图7为本发明图2中A处的放大结构示意图;
图8为本发明中上罐盖、压缩气驱动罩等立体剖面图;
图9为本发明中氮气加热单元的内部立体结构示意图;
图10为本发明中污水过滤回流器的内部平面结构示意图。
图中:
100-厌氧氨氧化反应器,101-下罐身,102-上罐盖,103-气动搅拌架,1031-中空转轴,1032-中空连接杆,1033-气动叶轮,1034-进气口,1035-中空搅拌叶盘,1036-排气孔,104-压缩气驱动罩,1041-隔板,1042-上驱动腔,1043-下进气腔,1044-密封轴承,1045-切线进气管,105-第一单向气阀,106-温度传感器,107-pH测定仪;
200-污水快速配制器,201-配水罐身,202-配水罐盖,203-搅拌器,204-注液管,205-固体料定量输送机,2051-料斗,2052-送料筒,2053-活动盖板,2054-绞龙电机,2055-绞龙叶,206-曝气管,207-曝气头,208-第二单向气阀;
300-污水过滤回流器,301-溢流液管,302-回流管,303-回流泵,304-过滤桶,305-拆装桶盖,306-过滤膜,307-抽液管;
400-氮气处理装置,401-氮气源罐,402-第一输气管,403-氮气加热单元,4031-油液换热箱,4032-蛇形管,4033-加热装置,4034-换热翅片,404-第二输气管,405-三通阀,406-第三输气管;
500-酸液桶,501-输酸泵,502-输酸管;
600-安装底座,700-控制器。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
实施例1
实施例1公开了一种即装即用的氨氮污水处理红菌罐装置,参考附图1和附图2,该包括厌氧氨氧化反应器100、污水快速配制器200和氮气处理装置400。其中,厌氧氨氧化反应器100与污水快速配制器200之间通过进水泵201和进水管202相连接,使得由污水快速配制器200制备的人工废水能够通入到厌氧氨氧化反应器100中,从而提供厌氧氨氧化菌快速生长繁殖的水体。
参考附图2和附图3,该污水快速配制器200包括配水罐身201和配水罐盖202,并且配水罐身201和配水罐盖202之间密封拆装设置,方便打开对内部进行检修或清理。在配水罐盖202上设置有伸入配水罐身201中的搅拌器203,该搅拌器203为常规的机械搅拌器,由搅拌电机和搅拌架组成。在配水罐盖202的上表面连接有注液管204,人工配置废水时其水体能够通过注液管204投加,并且在投加完成后能够通过管塞将其密封。在配水罐身201的上端侧面设置有固体料定量输送机205。具体的,该固体料定量输送机205包括料斗2051和送料筒2052,送料筒2052的一端伸入配水罐身201中设置,并且在伸入配水罐身201内的送料筒2052端部转动连接有活动盖板2053,然后在送料筒2052的外端面设置有绞龙电机2054,送料筒2052中设置有与绞龙电机2054相连接的绞龙叶2055,最后将料斗2051与送料筒2052的外端上表面相连接。在配置人工废水时其固态料能够通过固体料定量输送机205定量送入,而且在送入后由于活动盖板2053在重力作用下自动将开口密封,防止搅拌过程液体溅入其中。
参考附图5、附图6、附图7和附图8,厌氧氨氧化反应器100包括下罐身101和上罐盖102,该下罐身101和上罐盖102之间也密封拆装设置,方便打开对内部进行检修或清理。在下罐身101中设置有气动搅拌架103,同时在上罐盖102的上表面设置有压缩气驱动罩104和第一单向气阀105。该压缩气驱动罩104的内部通过隔板1041分为上驱动腔1042和下进气腔1043,并且在隔板1041的中心处设置有密封轴承1044。位于上驱动腔1042处的压缩气驱动罩104侧面连接有切线进气管1045,位于切线进气管1045对侧的隔板1041上开设有通气口。该气动搅拌架103包括中空转轴1031和中空连接杆1032,中空转轴1031的上端与密封轴承1044相连接,并且在中空转轴1031的顶端连接有位于上驱动腔1042中的气动叶轮1033,同时还在位于下进气腔1043中的中空转轴1031圆周面上开设有进气口1034。将中空连接杆1032连接在中空转轴1031的下端,并且中空连接杆1032与中空转轴1031两者的中空内腔相连通设置。在中空连接杆1032的端部连接有中空搅拌叶盘1035,中空搅拌叶盘1035的一侧面开设有大量排气孔1036。
参考附图2和附图9,该氮气处理装置400包括氮气源罐401,氮气源罐401通过第一输气管402连接有氮气加热单元403,然后在氮气加热单元403上连接有第二输气管404,并将第二输气管404的端部与切线进气管1045相连接。本实施例通过氮气加热单元403将压缩氮气进行加热升温,然后将加热后的压缩氮气通入到压缩气驱动罩104的上驱动腔1042中,并且由于压缩氮气呈切线状进入其中并作用在气动叶轮1033上,从而能够驱动整个气动搅拌架103发生转动,然后由气动搅拌架103将下罐身101中的液体搅拌。同时其升温后的氮气通过进气口1034进入到气动搅拌架103中,最终沿着气动搅拌架103流动并从中空搅拌叶盘1035侧面的排气孔1036中均匀排出,其不仅通过通入的氮气作用实现污水的脱氧,而且氮气附带的热量能够实现污水的加热升温,能够快速将污水温度维持在最佳温度。
另外,本即装即用的氨氮污水处理红菌罐装置还包括还包括控制器700,并在下罐身101的侧面设置有温度传感器106和pH测定仪107,该温度传感器106和pH测定仪107均与控制器电性连接。同时还设置有酸液桶500,酸液桶500的上端设置有输酸泵501,输酸泵501上连接有与靠近厌氧氨氧化反应器100一端进水管202相连接的输酸管502,通过温度传感器106对内部污水温度进行监控,一旦温度下降时则可通过控制器来自动控制通入高温氮气实现升温,通过pH测定仪107实时测定污水pH值,然后通过将酸液桶500中的酸液定量送入到厌氧氨氧化反应器100中进行中和调节即可。
最后,需要说明的是本氮气加热单元403包括内部充满导热油的油液换热箱4031,油液换热箱4031的内部设置有蛇形管4032,蛇形管4032的两端分别与第一输气管402、第二输气管404相连接,油液换热箱4031的一侧面设置有加热装置4033,加热装置4033的内侧面设置有多个换热翅片4034,加热装置4033的外侧面设置有控制面板4034。本实施例中的氮气加热氮源403的上述设计不仅能能够实现压缩氮气的快速升温加热,而且还能够通过控制内部导热油的温度实现对加热后氮气温度的精准控制。
实施例2
实施例2公开了一种即装即用的氨氮污水处理红菌罐装置,参考附图1和附图2,该包括厌氧氨氧化反应器100、污水快速配制器200、污水过滤回流器300和氮气处理装置400。其中,厌氧氨氧化反应器100与污水快速配制器200之间通过进水泵201和进水管202相连接,使得由污水快速配制器200制备的人工废水能够通入到厌氧氨氧化反应器100中,从而提供厌氧氨氧化菌快速生长繁殖的水体。厌氧氨氧化反应器100与污水过滤回流器300上端之间连接有溢流液管301,厌氧氨氧化反应器100与污水过滤回流器300下端之间通过回流管302和回流泵303相连接,通过溢流液管301将厌氧氨氧化反应器100上层的污水导入到污水过滤回流器300中,然后再泥液分离后将污泥再次送入到厌氧氨氧化反应器100中实现厌氧氨氧化菌的快速累积。
参考附图2和附图3,该污水快速配制器200包括配水罐身201和配水罐盖202,并且配水罐身201和配水罐盖202之间密封拆装设置,方便打开对内部进行检修或清理。在配水罐盖202上设置有伸入配水罐身201中的搅拌器203,该搅拌器203为常规的机械搅拌器,由搅拌电机和搅拌架组成。在配水罐盖202的上表面连接有注液管204,人工配置废水时其水体能够通过注液管204投加,并且在投加完成后能够通过管塞将其密封。在配水罐身201的上端侧面设置有固体料定量输送机205。具体的,该固体料定量输送机205包括料斗2051和送料筒2052,送料筒2052的一端伸入配水罐身201中设置,并且在伸入配水罐身201内的送料筒2052端部转动连接有活动盖板2053,然后在送料筒2052的外端面设置有绞龙电机2054,送料筒2052中设置有与绞龙电机2054相连接的绞龙叶2055,最后将料斗2051与送料筒2052的外端上表面相连接。在配置人工废水时其固态料能够通过固体料定量输送机205定量送入,而且在送入后由于活动盖板2053在重力作用下自动将开口密封,防止搅拌过程液体溅入其中。
参考附图5、附图6、附图7和附图8,厌氧氨氧化反应器100包括下罐身101和上罐盖102,该下罐身101和上罐盖102之间也密封拆装设置,方便打开对内部进行检修或清理。在下罐身101中设置有气动搅拌架103,同时在上罐盖102的上表面设置有压缩气驱动罩104和第一单向气阀105。该压缩气驱动罩104的内部通过隔板1041分为上驱动腔1042和下进气腔1043,并且在隔板1041的中心处设置有密封轴承1044。位于上驱动腔1042处的压缩气驱动罩104侧面连接有切线进气管1045,位于切线进气管1045对侧的隔板1041上开设有通气口。该气动搅拌架103包括中空转轴1031和中空连接杆1032,中空转轴1031的上端与密封轴承1044相连接,并且在中空转轴1031的顶端连接有位于上驱动腔1042中的气动叶轮1033,同时还在位于下进气腔1043中的中空转轴1031圆周面上开设有进气口1034。将中空连接杆1032连接在中空转轴1031的下端,并且中空连接杆1032与中空转轴1031两者的中空内腔相连通设置。在中空连接杆1032的端部连接有中空搅拌叶盘1035,中空搅拌叶盘1035的一侧面开设有大量排气孔1036。
参考附图2和附图9,该氮气处理装置400包括氮气源罐401,氮气源罐401通过第一输气管402连接有氮气加热单元403,然后在氮气加热单元403上连接有第二输气管404,并将第二输气管404的端部与切线进气管1045相连接。本实施例通过氮气加热单元403将压缩氮气进行加热升温,然后将加热后的压缩氮气通入到压缩气驱动罩104的上驱动腔1042中,并且由于压缩氮气呈切线状进入其中并作用在气动叶轮1033上,从而能够驱动整个气动搅拌架103发生转动,然后由气动搅拌架103将下罐身101中的液体搅拌。同时其升温后的氮气通过进气口1034进入到气动搅拌架103中,最终沿着气动搅拌架103流动并从中空搅拌叶盘1035侧面的排气孔1036中均匀排出,其不仅通过通入的氮气作用实现污水的脱氧,而且氮气附带的热量能够实现污水的加热升温,能够快速将污水温度维持在最佳温度。
氨氮污水处理红菌罐装置还包括还包括控制器700,并在下罐身101的侧面设置有温度传感器106和pH测定仪107,该温度传感器106和pH测定仪107均与控制器电性连接。同时还设置有酸液桶500,酸液桶500的上端设置有输酸泵501,输酸泵501上连接有与靠近厌氧氨氧化反应器100一端进水管202相连接的输酸管502,通过温度传感器106对内部污水温度进行监控,一旦温度下降时则可通过控制器来自动控制通入高温氮气实现升温,通过pH测定仪107实时测定污水pH值,然后通过将酸液桶500中的酸液定量送入到厌氧氨氧化反应器100中进行中和调节即可。氮气加热单元403包括内部充满导热油的油液换热箱4031,油液换热箱4031的内部设置有蛇形管4032,蛇形管4032的两端分别与第一输气管402、第二输气管404相连接,油液换热箱4031的一侧面设置有加热装置4033,加热装置4033的内侧面设置有多个换热翅片4034,加热装置4033的外侧面设置有控制面板4034。本实施例中的氮气加热氮源403的上述设计不仅能能够实现压缩氮气的快速升温加热,而且还能够通过控制内部导热油的温度实现对加热后氮气温度的精准控制。
另外,本实施例2还在配水罐身201的底部设置有曝气管206,并且曝气管206上连接有多个朝上设置的曝气头207,而氮气加热单元403上连接有三通阀405,第二输气管404的一端与三通阀405相连接,三通阀405的另一端还连接有第三输气管406,并且第三输气管406的端部与曝气管206相连接,配水罐盖202上还设置有第二单向气阀208。上述通过控制三通阀将405将氮气通入到配水罐身201中,通过氮气的冲刷作用能够将人工废水中的氧气冲走,使的人工污水中的DO浓度能够有效维持在较低范围。
参考附图1和附图10,本实施例2中的污水过滤回流器300包括过滤桶304和拆装桶盖305,溢流液管301的端部与过滤桶304上端相连接,回流管302的端部与过滤桶304下端相连接,拆装桶盖305的下表面连接有伸入过滤桶304中的过滤膜306,拆装桶盖305上连接有伸入过滤膜306中的抽液管307,抽液管307的端部连接有抽滤泵。该污水过滤回流器300通过将污水通入到过滤桶304中,然后启动抽滤泵使得污水透过过滤膜306进行过滤,而过滤后截留污泥能够再次回送至厌氧氨氧化反应器100,使得厌氧氨氧化反应器100中厌氧氨氧化菌的累积的和快速生长。
最后为了便于将整个装置进行模块化组装以及整体运输,本装置还包括安装底座600,并将厌氧氨氧化反应器100、污水快速配制器200、污水过滤回流器300和氮气处理装置400等均固定设置在安装底座600的上表面。
实施例3
本实施例3公开了一种使用上述实施例2中即装即用的氨氮污水处理红菌罐装置的使用方法,包括如下步骤:
一、先使用污水快速配制器200配置人工废水,人工废水采用碳酸氢氨150mg/L、亚硝酸钠180mg/L、营养物质(氯化钙50mg/L、硫酸镁50mg/L)、微量元素(硫酸亚铁5mg/L)以及脱氧剂(亚硫酸钠10mg/L)进行配置,并且还要将人工废水的DO浓度控制在0.5mg/L以下,同时pH值控制在控制在7.0-8.0之间,本实施例3精准控制其pH值为7.5,然后将配置好的人工废水通入厌氧氨氧化反应器100中。
二、将出厂时配备的成熟厌氧氨氧化功能菌(即已驯化的红菌)投入到厌氧氨氧化反应器100,然后通过氮气处理装置400将加热后的氮气通入到压缩气驱动罩104中,使得在压缩氮气的作用下驱动气动搅拌架103旋转,并通过气动搅拌架103将成熟厌氧氨氧化功能菌与人工废水搅拌均匀使其快速反应,与此同时高温的氮气通过气动搅拌架103进入到人工废水中实现去氧,并且同时将人工废水加热至35±2℃的温度之间,反应器内pH调节在7.5-7.6之间,溶解氧维持在0.5mg/L以下,污泥停留时间大于14天,使得此时厌氧氨氧化反应器100内部调节为厌氧氨氧化功能菌生长和繁殖的最佳环境。
三、在设备运行的过程中厌氧氨氧化反应器100上端溢流出的水体进入到污水过滤回流器300中进行过滤,过滤后的水体送出污水过滤回流器300,截留的污泥和厌氧氨氧化菌则回送至厌氧氨氧化反应器100中,维持上述条件不变使得厌氧氨氧化反应器100运行30天,直至厌氧氨氧化反应器100能够对高氮废水的氮去除率稳定在80%以上、、总氮负荷达到1kg-N/m
附表1:
其中,氮去除率为:(出水总氮-进水总氮)/进水总氮×%,其氮包括氨氮、硝基氮、亚硝基氮等。
四、在厌氧氨氧化反应器100启动完成后,将待处理的高氮废水通入其中进行厌氧氨氧化脱氮处理即可,具体的高氮废水包括但不仅限于垃圾渗滤液、养殖废水、污泥厌氧发酵液、化肥厂废水等。
尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。