一种可自动校准张力的张力控制装置及含有其的生产线
文献发布时间:2024-01-17 01:19:37
技术领域
本发明涉及轮胎生产辅助机械设备领域,尤其是涉及一种用于冠带的可自动校准张力的张力控制装置及含有其的生产线。
背景技术
申请人的2019209132038号在先专利申请中,公开了一种冠带条缠绕过程中的张力控制装置,通过张力辊、张力发生器和张力检测装置可以精确的控制冠带缠绕过程中的张力并且实时监测。申请人在不断的改进和创新中发现,该装置在使用时需要通过人工方式对张力检测装置进行校准,需要人工介入,工作效率及操作便捷性有提升空间。
发明内容
本发明采用的技术方案是提供一种可自动校准张力的张力控制装置,包括底板以及与底板垂直设置的立板;所述立板上设置有第一驱动源,所述第一驱动源的驱动端连接设置有驱动辊;张力辊,以及与张力辊连接的张力控制件;以及设置于驱动辊与张力辊之间的可在立板上进行上下移动的浮动辊组件;其还包括张力检测装置与张力校准装置,所述张力检测装置包括支撑辊与张力检测器,所述支撑辊与张力检测器通过第一连接件连接设置;所述张力校准装置包括冠带分离装置、校准件以及校准件移动装置;其中,所述冠带分离装置可使冠带与支撑辊分离或接触,所述校准件移动装置与校准件连接并可驱动校准件移动。
优选地,所述冠带分离装置包括挑杆、第二驱动源与第二连接件,所述第二驱动源固定设置于立板上远离冠带的一侧,所述第二驱动源的驱动端与第二连接件固定连接,所述挑杆固定设置于第二连接件上,所述挑杆与冠带同侧设置,且所述挑杆设置于支撑辊区域处冠带的下方。
优选地,所述冠带分离装置包括挑杆、第四驱动源与连接轴,所述第四驱动源固定设置于立板上远离冠带的一侧,所述第四驱动源的驱动端通过连接轴与张力检测器固定连接,所述挑杆与冠带同侧设置并且固定设置于立板上,且所述挑杆设置于支撑辊区域处冠带的下方。
优选地,所述校准件移动装置包括第三驱动源,以及与第三驱动源连接的支撑件,所述立板上设置有第一槽孔;其中,所述第三驱动源固定设置于立板上远离冠带的一侧,所述支撑件贯穿立板上的第一槽孔设置。
优选地,所述校准件移动装置包括第三驱动源,以及与第三驱动源连接的支撑件,所述第三驱动源固定设置于张力检测器上,第三驱动源的驱动端与支撑件固定连接,所述第一连接件上设置有第二槽孔,所述支撑件穿过第二槽孔设置。
优选地,所述校准件中间设置有通孔,所述通孔的尺寸大于支撑件的尺寸,所述支撑件贯穿校准件上的通孔设置。
优选地,所述校准件为砝码。
优选地,所述浮动辊组件包括可转动的浮动辊、固定轴与固定座,其中所述固定座通过直线滑轨设置于立板上,所述固定轴固定设置于固定座上,所述浮动辊可转动的与固定轴进行连接。
本发明还公开一种冠带挤出覆胶生产线,其包括:锭子架,用于提供钢丝线或尼龙线;设置于锭子架下游的挤出机装置,用于将橡胶挤覆于钢丝线或尼龙线上形成冠带;设置于挤出机装置下游的牵引冷却装置,用于对冠带进行牵引与冷却;设置于牵引冷却装置下游的第一储料装置,用于对冠带进行暂存;冠带卷曲装置,用于将冠带卷曲至工字轮或卷曲轴上形成冠带料卷;其还包括前述的张力控制装置,所述张力控制装置设置于储料装置与冠带卷曲装置之间。
本发明还公开一种冠带缠绕生产线,其包括:冠带导开装置,用于将冠带料卷进行导开;设置于冠带导开装置下游的第二储料装置,用于将导开的冠带进行暂时的存储;缠绕头,用于将冠带牵引缠绕至带束鼓上;其还包括前述的张力控制装置,所述张力控制装置设置于缠绕头与第二储料装置之间。
综上所述,本发明公开的技术方案是提供一种可自动校准张力的张力控制装置,通过张力校准装置中的冠带分离装置,在进行张力检测器校准时将冠带与支撑辊进行分离;通过校准件移动装置对校准件进行移动从而实现一种可自动校准张力的张力控制装置。所述张力控制装置具有结构简单,使用方便,便于与其他自动化设备结合使用形成自动化生产线等优点。
附图说明
为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
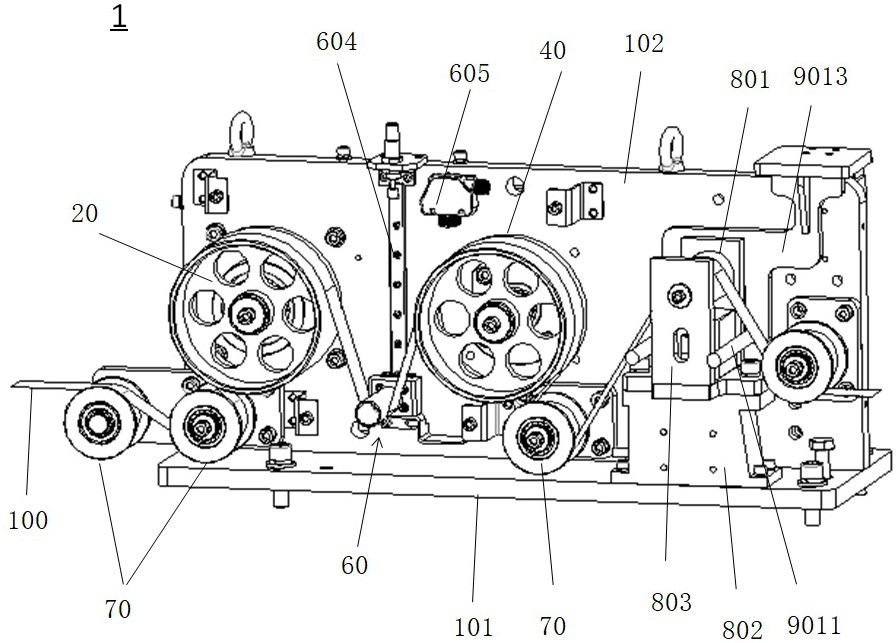
图1是本发明张力控制装置的整体示意图。
图2是本发明张力控制装置的另一视角示意图。
图3是本发明所述张力检测装置和张力校准装置的示意图。
图4是本发明所述张力检测装置和张力校准装置的另一视角示意图。
图5是本发明所述浮动辊组件的示意图。
图6是本发明张力控制装置第二实施例的整体示意图。
图7是本发明张力控制装置第二实施例的另一视角示意图。
图8是图7中张力检测装置和张力校准装置的示意图。
图9是本发明所述的冠带挤出覆胶生产线示意图。
图10是本发明所述的冠带缠绕生产线示意图。
实施方式
下面结合附图所示的实施例对本发明做进一步描述:
如附图1至附图10所示,本发明公开了一种可自动校准张力的张力控制装置1,包括底板101以及与底板101垂直设置的立板102,所述立板102上设置有驱动辊20以及与驱动辊20连接的第一驱动源30,所述第一驱动源30用于驱动驱动辊20旋转以对冠带100进行输送;以及张力辊40和张力控制件50(如磁滞器),所述张力辊40和张力控制件50设置于驱动辊20的下游(以冠带100的流动方向为参照),所述张力控制件50设置于立板102上并与张力辊40连接设置,所述张力控制件50用于控制缠绕在张力辊40上的冠带100的张力;以及设置于驱动辊20和张力辊40之间的可在立板102上进行上下移动的浮动辊组件60,所述浮动辊组件60用于调整驱动辊20和张力辊40之间的速度差;若干过渡辊70,所述若干过渡辊70用于涨紧冠带100;还包括张力检测装置80和张力校准装置90,所述张力检测装置80和张力校准装置90设置于张力辊40的下游(以冠带100的流动方向为参照),所述张力检测装置80用于实时对冠带100张力进行检测,所述张力校准装置90用于对张力检测装置80进行校准。
进一步地,本发明所述张力校准装置90包括冠带分离装置、校准件902以及校准件移动装置,所述冠带分离装置用于在进行张力校准时使冠带100与支撑辊801分离,从而使得冠带100不与支撑辊801接触;所述校准件移动装置用于在进行张力校准时将校准件902固定并移动放置于张力检测器802(如张力传感器)上,当进行冠带张力检测时将校准件902从张力检测器802上移走,使得校准件902不再与张力检测器802接触。
通过以上配置,可实现对冠带条100的张力控制以及检测,在需要时通过张力校准装置90对张力检测装置80进行自动校准,保证张力检测装置80的可靠运行。当进行张力校准时,冠带分离装置先将冠带100与支撑辊801分离开,使得冠带100不再与支撑辊801接触,即在张力校准时张力检测器802上不会有冠带100的张力影响,校准件移动装置将校准件902移动放置于张力检测器802上,通过校准件902对张力检测器802进行校准;当进行张力检测时,冠带分离装置恢复至原位置,冠带100在支撑辊801上进行输送,校准件移动装置将校准件902固定并将校准件902从张力检测器802上移走,使得校准件902不再与张力检测器802接触,张力检测器802通过支撑辊801实时检测冠带100上的张力。
本发明所述的张力检测装置80包括固定设置于立板102上的支撑辊801和张力检测器802,所述张力检测器802设置于底板101上,所述张力检测器802通过第一连接件803与支撑辊801连接设置。当进行冠带100的输送时,冠带100在支撑辊801上进行输送,张力检测器802通过支撑辊801实时检测冠带100上的张力。将张力检测器802检测的张力与系统设定的张力值进行对比,当检测的张力值不在设定的张力值范围时,调节磁滞器50以改变张力大小,最终调整到所需的预定张力值范围内。
本发明所述浮动辊组件60包括可转动的浮动辊601、固定轴602和固定座603,所述固定轴602固定设置于固定座603上,所述浮动辊601可转动的与固定轴602连接,所述固定座603通过直线滑轨604可在立板102上进行上下移动,从而带动浮动辊601在立板102上进行上下移动。所述浮动辊组件60用于调整张力辊40与驱动辊20之间的速度差。具体地,当张力辊40的速度大于驱动辊20的速度时,浮动辊601在冠带100的拉力下向上运动,当张力辊40的速度小于驱动辊20的速度时,浮动辊601在自身重力的作用下向下运动,当张力辊40的速度与驱动辊20的速度接近时,浮动辊601几乎不发生移动。浮动辊601的上下移动位置通过设置在立板102上的测距元件605实时检测,并将检测结果发送至控制系统(未图示),控制系统根据测距元件605检测的浮动辊601的位置状态调整第一驱动源30的旋转速度,进而实现调整驱动辊20的速度,最终实现调整驱动辊20和张力辊40的速度差,即速度匹配。其中,所述测距元件605可以为激光测距传感器或者直线位移传感器等。
进一步地,本发明所述张力辊40还连接设置有编码器501,可通过轴连接或者同步带与同步带轮等方式与张力辊40进行连接,所述编码器501用于检测张力辊40的旋转速度,并将张力辊40的旋转速度反馈给控制系统,从而通过控制第一驱动源30进而调整驱动辊20的旋转速度。通过编码器501、浮动辊组件60以及测距元件605,实现对驱动辊20和张力辊40的速度差调整,从而使驱动辊20和张力辊40的速度相匹配。
具体地,本发明所述冠带分离装置包括挑杆9011、第二驱动源9012和第二连接件9013,所述第二驱动源9012固定设置于立板102上远离冠带100的一侧,所述第二驱动源9012的驱动端与第二连接件9013固定连接,所述挑杆9011固定设置于第二连接件9013上并与第二连接件9013同步移动,所述挑杆9011与冠带100同侧设置,且所述挑杆9011设置于支撑辊801区域处的冠带100的下方。所述第二驱动源9012可驱动挑杆9011向上移动以将使冠带100挑起并抬升,进而与支撑辊801分离。当进行冠带100输送时,由于挑杆9011设置于冠带100的下方,不干涉冠带100在支撑辊801上进行输送;当进行张力校准时,第二驱动源9012驱动挑杆9011向上移动将冠带100挑起,使得冠带100与支撑辊801分离,进而进行张力校准作业。
另外,本发明所述校准件移动装置包括第三驱动源9031以及与第三驱动源9031连接的支撑件9032,所述第三驱动源9031固定设置于立板102上的远离冠带100的一侧,所述支撑件9032贯穿立板102上的第一槽孔(未示出)设置,且可在第一槽孔处上下移动;所述校准件902中间设置有通孔(未示出),所述通孔的尺寸大于支撑件9032的尺寸,使得支撑件9032可以贯穿校准件902并且不与校准件902接触设置。当进行冠带100输送张力检验时,所述第三驱动源9031驱动支撑件9032上移和校准件902接触后将校准件902抬升,使得校准件902远离张力检测器802即将校准件902与张力检测器802分开;当进行对张力检测器802校准时,所述第三驱动源9031驱动支撑件9032下移将校准件902置于张力检测器802上,并且第三驱动源9031继续驱动支撑件9032下移使得支撑件9032不与校准件902接触,使得进行张力检测器802的校准时,支撑件9032的重量不会加载在张力检测器802上。校准时,通过已知重量的校准件902配合控制系统,即当校准件902置于张力检测器802上时,控制系统通过校准件902的已知重量对张力检测器802进行校准。可通过控制系统在指定的时间内自动进行张力检测器802的校准或者在张力检测器802检测的张力不在需求的张力范围内时进行张力检测器802的校准。所述校准件902具有已知重量,优选地,所述校准件902为砝码。
作为本发明的第二实施方式,与第一实施方式相比,主要差异在冠带分离装置和校准件移动装置,其他结构均相同,以下仅以差异处进行说明。除了上述的将冠带主动挑起与支撑辊进行分离的方式,也可通过驱动支撑辊远离冠带的方式将冠带与支撑辊进行分离。具体地,如附图6至8所示,本发明所述冠带分离装置包括挑杆9011、第四驱动源9015以及连接轴9014,所述第四驱动源9015固定设置于立板102上远离冠带100的一侧,所述挑杆9011与冠带100同侧设置并且固定设置于立板102上,且所述挑杆9011设置于支撑辊801区域处的冠带100的下方;所述第四驱动源9015的驱动端通过连接轴9014与张力检测器802固定连接,所述第四驱动源9015用于驱动张力检测器802移动,进而带动支撑辊801移动,从而带动支撑辊801与冠带100接触或分离,当支撑辊801与冠带100分离时挑杆9011对冠带100进行支撑。
本发明所述校准件移动装置包括第三驱动源9031以及与第三驱动源9031连接的支撑件9032,所述第三驱动源9031固定设置于张力检测器802上,第三驱动源9031的驱动端与支撑件9032固定连接,所述第一连接件803上设置有第二槽孔(未示出),所述校准件902中间设置有通孔,所述通孔的尺寸大于支撑件9032的尺寸,使得支撑件9032穿过第二槽孔贯穿校准件902并且不与校准件902接触设置,所述第三驱动源9031用于驱动支撑件9032将校准件902挑起或放下。当进行冠带100输送张力检验时,所述第三驱动源9031驱动支撑件9032上移和校准件902接触后对校准件902进行支撑,使得校准件902远离张力检测器802,即不与张力检测器802接触;当进行张力检测器802校准时,所述第三驱动源9031驱动支撑件9032下移将校准件902置于张力检测器802上,并且第三驱动源9031继续驱动支撑件9032下移使得支撑件9032不与校准件902接触,使得在张力检测器802校准时,支撑件9032的重量不会加载在张力检测器802上。
需要说明的是,除了通过挑杆的方式挑起冠带,也可将挑杆9011替换为夹爪机构对冠带进行抓取,通过驱动源驱动夹爪将冠带100夹取并移开,使得进行张力检测器802校准时,冠带100与支撑辊801不发生接触。所述支撑件9032也可替换为夹爪机构,通过驱动源驱动夹爪机构对校准件902进行移动,当进行张力检测器802校准时,使得校准件902置于张力检测器802上,当不进行张力检测器802校准时,使得校准件902与张力检测器802不接触。
如附图9所示,本发明还公开一种冠带挤出覆胶生产线1000,其包括锭子架1001,用于提供钢丝线或尼龙线;设置于锭子架1001下游的挤出机装置1002,用于将橡胶挤覆于钢丝或尼龙上形成冠带100;设置于挤出机装置1002下游的牵引冷却装置1003,用于对冠带100进行牵引和冷却;设置于牵引冷却装置1003下游的第一储料装置1004,用于对冠带100进行暂存;冠带卷曲装置1005(具体结构及原理参见申请人2021109657273号发明专利公开的技术内容),用于将冠带100卷曲至工字轮或卷曲轴上形成冠带料卷;还包括本发明所述的可自动校准张力的张力控制装置1,所述张力控制装置1设置于储料装置1004和冠带卷曲装置1005之间,用于将冠带卷曲至工字轮或卷轴上时进行冠带100的张力控制。
此外,本发明所述的张力控制装置,还可以用于冠带缠绕生产线,用于将冠带缠绕至带束鼓。
因此,如附图10所示,本发明还公开一种冠带缠绕生产线2000,其包括:冠带导开装置2001,用于将冠带料卷进行导开;设置于冠带导开装置2001下游的第二储料装置2002,用于将导开的冠带100进行暂时的存储;缠绕头2003(具体结构及原理参见申请人2019104661720号发明专利申请公开的技术内容),用于将冠带100牵引缠绕至带束鼓上;还包括设置于缠绕头2003和第二储料装置2002中间的张力控制装置1,用于将冠带100缠绕至带束鼓上时进行冠带100的张力控制。
综上所述,本发明公开的技术方案,是提供一种可自动校准张力的张力控制装置,通过张力校准装置90中的冠带分离装置,在进行张力检测器802校准时将冠带100与支撑辊801进行分离;通过校准件移动装置对校准件902进行移动从而实现一种可自动校准张力的张力控制装置。所述张力控制装置具有结构简单,使用方便,便于与其他自动化设备结合使用形成自动化生产线等优点。
上述实施例只为说明本发明的技术构思及特点,其目的在于让熟悉此项技术的人士能够了解本发明的内容并据以实施,并不能以此限制本发明的保护范围。凡根据本发明精神实质所作的等效变化或修饰,都应涵盖在本发明的保护范围之内。
- 一种玻璃纤维毡大卷装自动卷绕张力控制系统与装置
- 张力控制方法、张力控制装置和厚板连续热镀锌生产线
- 张力控制方法、张力控制装置和厚板连续热镀锌生产线