一种耐高温隔热涂料、制备方法及消防机器人
文献发布时间:2024-04-18 19:48:15
技术领域
本发明涉及一种耐高温隔热涂料、制备方法及消防机器人,属于耐高温隔热涂料技术领域。
背景技术
消防机器人是特种机器人的一种,在灭火和抢险救援中愈加发挥举足轻重的作用,消防机器人往往需要进入高温火场进行作业,因此其外层防护钢板表面需要涂覆耐高温隔热防护涂料,要有较高的耐冲击强度。耐高温隔热涂料是一种本身能够耐受高温环境且导热系数较低的涂料,能够达到保温隔热的效果。现有的金属隔热保温冷喷耐高温涂料,多采用常规的保温材料制备,如海泡石、膨胀蛭石等。这类涂料厚度大、导热系数高且结合强度较差。此外,纳米陶瓷复合涂料,喷涂后经高温烧结形成致密的陶瓷涂层,耐高温性能优异但是隔热性能不足。陶瓷隔热涂层厚度不足,难以保证消防机器人长时间在高温环境中工作。因此,亟需开发一种耐高温性能好、导热系数低且与钢基材结合强度高的涂料,来满足消防机器人作业需要。
中国发明专利CN106085093B公开了耐高温高效隔热保温涂料、其制备方法及耐高温高效隔热保温材料,发明通过表面包覆改性技术制备得到的耐高温多功能复合粉料具有低热导率、高热反射率、高流动性能等优点;并采用有机无机交联络合技术合成得到的水溶性高温胶黏剂具有成膜性好、粘接力强、耐高温、环保无毒等优点;得到的保温涂层的耐温范围为-80℃~1600℃,适合陶瓷、玻璃、金属等各种基材,但是其涂层厚度仅为0.1-0.5mm,无法长时间保持隔热效果。
发明内容
本发明的目的在于提供一种耐高温隔热涂料、制备方法及消防机器人,在消防机器人表面涂覆一层耐高温隔热涂层,该涂层由多种耐高温无机材料混合制备的涂料,在消防机器人外层防护钢板表面涂覆后经烘干和高温烧结制备而成,通过引入硅微粉、空心玻璃纤维、空心陶瓷微珠和碳化硅等材料,同时加入引气剂来提高涂层的孔隙率,降低导热系数,延阻热传递,添加红外遮蔽剂降低热辐射,不同尺寸的粉体与空心玻璃纤维粉、扁平玻璃纤维粉形成微纳尺度的结合,提高涂层抗冲击强度,提升涂层与钢基材的结合强度。
为实现上述目的,本发明提供以下技术方案:
本发明一方面提供一种耐高温隔热涂料,包括以下质量份的组分:硅酸铝11-20份、铝粉10-25份、氧化铝10-20份、空心陶瓷微珠5-10份、硅微粉5-10份、碳化硅5-10份、空心玻璃纤维粉5-15份、扁平玻璃纤维粉3-5份、红外遮蔽剂2-5份、引气剂0.2-0.6份、增稠剂1-3份和去离子水15-25份。
进一步的,
所述硅酸铝粒径为2-5um;
所述铝粉粒径为50-80nm;
所述氧化铝粒径为5-15um;
所述空心陶瓷微珠为氧化铝陶瓷,粒度为1000-1500目;
所述硅微粉为多孔硅微粉,粒径为0.5-1um;
所述碳化硅为碳化硅气凝胶粉,粒径为2-8um。
进一步的,
所述空心玻璃纤维粉的长度为0.2-0.5mm,直径为30-70um,空心度50%-65%;
所述扁平玻璃纤维粉的长度0.1-0.3mm,宽度为15-28um,厚度为3-8um。
进一步的,所述红外遮蔽剂为六钛酸钾晶须、金红石型钛白粉的一种或两种,粒度2000-3000目。
进一步的,所述引气剂为松香酸钠;
所述增稠剂为硅酸镁铝。
本发明第二方面提供一种耐高温隔热涂料的制备方法,包括以下步骤:
S1、按前述的质量份数称取去离子水、硅酸铝粉和引气剂进行搅拌均匀混合,得到混合液;
S2、按前述的质量份数称取铝粉、氧化铝、空心陶瓷微珠、硅微粉、碳化硅、空心玻璃纤维粉、扁平玻璃纤维粉和红外遮蔽剂,放入高速混合机进行搅拌均匀,得到混合粉体;
S3、按前述的质量份数称取增稠剂,将所述步骤S2得到的混合粉体和称取的增稠剂一起加入所述步骤S1混合液中进行搅拌混合,获得耐高温隔热涂料。
进一步的,所述步骤S1中,搅拌速度为200-400r/min,搅拌时间为30-45min。
进一步的,所述步骤S3中,搅拌速度为500-1000r/min,搅拌时间10-15min。
本发明第三方面提供一种消防机器人,所述消防机器人外层钢基材表面涂覆耐高温隔热涂层,所述耐高温隔热涂层采用耐高温隔热涂料涂覆而成,所述耐高温隔热涂料采用前述的耐高温隔热涂料的制备方法制备而成;
所述消防机器人外层钢基材包括:消防机器人外防护钢板和外露传动部件。
进一步的,所述耐高温隔热涂层的涂覆方式为:
A1、对所述消防机器人外层防护钢基材进行表面处理,包括进行酸洗、打磨、水洗和烘干;
A2、将所述耐高温隔热涂料喷涂至经过表面处理的消防机器人外层防护钢基材表面;
A3、进行烘干处理后,进行高温烧结并冷却,获得耐高温隔热涂层;
A4、根据隔热需要返回步骤A2再次进行喷涂、烘干和烧结。
进一步的,所述A2中,喷涂温度为常温,喷涂压力5-8MPa。
进一步的,所述A3中,烘干温度50-80℃。
进一步的,所述A3中,烧结过程中,升温速率2-5℃/min,从室温升至1000-1200℃;
升温完成后,保温100-150min后冷却。
进一步的,所述涂覆过程中,单次涂覆烧结后,耐高温隔热涂层厚度为0.3-1mm;
进行多次喷涂、烘干和烧结后,耐高温隔热涂层厚度最高为15mm。
本发明第四方面提供一种钢基材表面防护结构,包括耐高温隔热涂层,所述耐高温隔热涂层涂覆于所述钢基材表面,所述耐高温隔热涂层采用耐高温隔热涂料,所述耐高温隔热涂料采用前述的耐高温隔热涂料的制备方法制备而成。
本发明的有益效果为:
本发明提供一种耐高温隔热涂料及消防机器人,该涂层由多种耐高温无机材料混合制备的涂料,在消防机器人外层防护钢板表面涂覆后经烘干和高温烧结制备而成,通过引入硅微粉、空心玻璃纤维、空心陶瓷微珠和碳化硅等材料,降低涂层导热系数;同时加入引气剂来提高涂层的孔隙率,进一步降低导热系数,延阻热传递;添加红外遮蔽剂降低热辐射;本发明通过不同尺寸的粉体与空心玻璃纤维粉、扁平玻璃纤维粉形成微纳尺度的结合,提高涂层抗冲击强度,通过高温烧结成型,提升涂层与钢基材的结合强度。
本发明将耐高温隔热涂料涂覆于消防机器人钢基材表面,单次涂覆烧结厚度0.3-1mm,涂层厚度可根据隔热需要多次涂覆烧结,最高可达15mm,能够保证消防机器人长时间在高温环境中工作。
附图说明
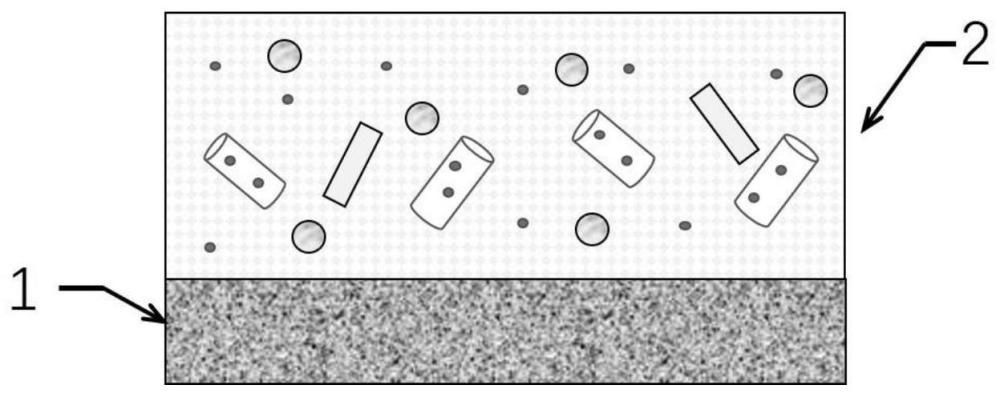
图1为本发明提供的涂覆耐高温隔热涂层的钢基材断面结构。
具体实施方式
下面对本发明作进一步描述。以下实施例仅用于更加清楚地说明本发明的技术方案,而不能以此来限制本发明的保护范围。
本发明第一方面提供一种耐高温隔热涂料,包括以下质量份的组分:硅酸铝11-20份、铝粉10-25份、氧化铝10-20份、空心陶瓷微珠5-10份、硅微粉5-10份、碳化硅5-10份、空心玻璃纤维粉5-15份、扁平玻璃纤维粉3-5份、红外遮蔽剂2-5份、引气剂0.2-0.6份、增稠剂1-3份和去离子水15-25份。
优选的,硅酸铝为超细硅酸铝,粒径为2-5um。
优选的,铝粉粒径为50-80nm。
优选的,氧化铝为氧化铝粉体,粒径为5-15um。
优选的,空心陶瓷微珠为氧化铝陶瓷,粒度为1000-1500目。
优选的,硅微粉为多孔硅微粉,粒径为0.5-1um。
优选的,碳化硅为碳化硅气凝胶粉,粒径为2-8um。
优选的,空心玻璃纤维粉:长度为0.2-0.5mm,直径为30-70um,空心度50%-65%。
优选的,扁平玻璃纤维粉:长度0.1-0.3mm,宽度为15-28um,厚度为3-8um。
优选的,红外遮蔽剂为六钛酸钾晶须、金红石型钛白粉的一种或两种,粒度2000-3000目。
优选的,引气剂为松香酸钠。
优选的,增稠剂为硅酸镁铝。
本发明第二方面提供一种耐高温隔热涂料的制备方法,用于制备实施例1中的耐高温隔热涂料,该制备方法具体步骤如下:
S1、按实施例1中的质量份数称取去离子水、硅酸铝粉和引气剂进行搅拌均匀混合,得到混合液;
S2、按实施例1中的质量份数称取铝粉、氧化铝、空心陶瓷微珠、硅微粉、碳化硅、空心玻璃纤维粉、扁平玻璃纤维粉和红外遮蔽剂,放入高速混合机进行搅拌均匀,得到混合粉体;
S3、按实施例1中的质量份数称取增稠剂,将步骤S2得到的混合粉体和称取的增稠剂一起加入步骤S1获得的混合液中进行搅拌混合,获得耐高温隔热涂料。
优选的,步骤S1中,搅拌速度为200-400r/min,搅拌时间为30-45min。
优选的,步骤S3中,搅拌速度为500-1000r/min,搅拌时间10-15min。
本发明第三方面提供一种消防机器人,该消防机器人外层钢基材表面涂覆耐高温隔热涂层,该耐高温隔热涂层的涂覆方式如下:
A1、对消防机器人外层防护钢基材进行表面处理,包括进行酸洗、打磨、水洗和烘干,提高表面粗糙度;
A2、将采用上述步骤S1-S3的方法制备的耐高温隔热涂料喷涂至上述经过表面处理的钢基材表面;
A3、喷涂完成后进行烘干处理;
A4、完全烘干后放入通入氮气气氛保护的烧结炉中进行高温烧结后冷却,即可在钢基材表面获得耐高温隔热涂层;
A5、根据隔热需要返回步骤A2再次进行喷涂、烘干和烧结。
优选的,步骤A2中,喷涂温度为常温,喷涂压力5-8MPa。
优选的,步骤A3中,烘干温度50-80℃。
优选的,步骤A4中,烧结过程中,升温速率2-5℃/min,从室温升至1000-1200℃。
优选的,步骤A4中,升温完成后,保温100-150min后冷却。
需要说明的是,消防机器人外层钢基材包括:消防机器人外防护钢板、外露传动部件等需要隔热防护的钢基材零部件。
需要说明的是,单次涂覆烧结厚度0.3-1mm,涂层厚度可根据隔热需要多次涂覆烧结,最高可达15mm。
本发明第四方面提供一种钢基材表面防护结构,包括耐高温隔热涂层,该耐高温隔热涂层涂覆于钢基材表面,其涂覆方式采用上述步骤A1-A5的涂覆方式。
涂覆完成后结构如图1所示,图中,1为钢基材,2为耐高温隔热涂层。
实施例1
本实施例提供一种钢基材表面防护结构,包括耐高温隔热涂层,该耐高温隔热涂层涂覆于钢基材表面,涂覆方式如下:
B1、制备耐高温隔热涂料,如下:
B11、称取20份去离子水、15份硅酸铝粉和0.4份引气剂进行搅拌均匀混合,搅拌速度200r/min搅拌35min,得到混合液;
B12、称取11份铝粉、17份氧化铝、6份空心陶瓷微珠、7份硅微粉、8份碳化硅、6份空心玻璃纤维粉、4份扁平玻璃纤维粉和4份红外遮蔽剂,放入高速混合机进行搅拌均匀,得到混合粉体;
B13、称取1.6份增稠剂,将步骤B12获得的混合粉体和称取的增稠剂一起加入步骤B11获得的混合液中进行搅拌混合,搅拌速度600r/min,搅拌10min,即可获得耐高温隔热涂料。
需要说明的是,上述制备过程中,各组分物的选取标准参照上述公开的耐高温隔热涂料的组分。
B2、对钢基材进行表面处理,包括进行酸洗、打磨、水洗和烘干,提高表面粗糙度;
B3、将上述步骤B1制备的耐高温隔热涂料喷涂至上述经过表面处理的钢基材表面,喷涂温度为常温,喷涂压力7MPa;
B4、喷涂完成后进行烘干处理,烘干温度60℃;
B5、完全烘干后放入通入氮气气氛保护的烧结炉中进行高温烧结,升温速率2℃/min,从室温升至1100℃,保温120min后冷却,即可在钢基材表面获得厚度为1mm的耐高温隔热涂层;
B6、返回步骤B3,再次进行喷涂、烘干和烧结,直至在钢基材表面获得厚度为10mm的耐高温隔热涂层。
实施例2
本实施例提供另一种钢基材表面防护结构,包括耐高温隔热涂层,该耐高温隔热涂层涂覆于钢基材表面,涂覆方式如下:
C1、制备耐高温隔热涂料,如下:
C11、称取22份去离子水、12份硅酸铝粉和0.5份引气剂进行搅拌均匀混合,搅拌速度300r/min搅拌35min,得到混合液;
C12、称取15份铝粉、10份氧化铝、8份空心陶瓷微珠、7份硅微粉、8份碳化硅、8份空心玻璃纤维粉、3份扁平玻璃纤维粉和5份红外遮蔽剂,放入高速混合机进行搅拌均匀,得到混合粉体;
C13、称取1.5份增稠剂,将步骤C12获得的混合粉体和称取的增稠剂一起加入步骤C11获得的混合液中进行搅拌混合,搅拌速度800r/min,搅拌15min,即可获得耐高温隔热涂料。
需要说明的是,上述制备过程中,各组分物的选取标准参照上述公开的耐高温隔热涂料的组分。
C2、对钢基材进行表面处理,包括进行酸洗、打磨、水洗和烘干,提高表面粗糙度;
C3、将上述步骤C1制备的耐高温隔热涂料喷涂至上述经过表面处理的钢基材表面,喷涂温度为常温,喷涂压力5MPa;
C4、喷涂完成后进行烘干处理,烘干温度60℃;
C5、完全烘干后放入通入氮气气氛保护的烧结炉中进行高温烧结,升温速率2℃/min,从室温升至1100℃,保温120min后冷却,即可在钢基材表面获得厚度为1mm的耐高温隔热涂层;
C6、返回步骤C3,再次进行喷涂、烘干和烧结,直至在钢基材表面获得厚度为10mm的耐高温隔热涂层。
实施例3
本实施例提供一种消防机器人,该消防机器人外层钢基材表面涂覆耐高温隔热涂层,该耐高温隔热涂层的涂料组分比例、涂料制备方法、涂覆方法和耐高温隔热涂层厚度均与实施例1相同。
需要说明的是,消防机器人外层钢基材包括消防机器人外层防护钢板、外露传动部件等钢材。
实施例4
本实施例提供一种消防机器人,该消防机器人外层钢基材表面涂覆耐高温隔热涂层,该耐高温隔热涂层的涂料组分比例、涂料制备方法、涂覆方法和耐高温隔热涂层厚度均与实施例2相同。
需要说明的是,消防机器人外层钢基材包括消防机器人外层防护钢板、外露传动部件等钢材。
对比例1
本对比例提供一种钢基材表面防护结构,包括耐高温隔热涂层,该耐高温隔热涂层涂覆于钢基材表面,该耐高温隔热涂层的涂料组分比例、涂料制备方法、涂覆方法和耐高温隔热涂层厚度与实施例1相同,不同之处在于没有添加空心玻璃纤维粉和扁平玻璃纤维粉,除此之外的其余均相同。
对比例2
本对比例提供一种消防机器人,该对比例与实施例3相比,其耐高温隔热涂层的涂料组分比例、涂料制备方法、涂覆方法和耐高温隔热涂层厚度与实施例3相同,不同之处在于没有添加空心玻璃纤维粉和扁平玻璃纤维粉,除此之外的其余均相同。
上述实施例1-4和对比例1-2的耐高温隔热对比性能如下表1,
表1实施例1-4和对比例1-2耐高温隔热涂层的对比结果
附着力参照GB/T 1720-2020漆膜附着力测定法;导热系数参照GB/T 17106-1997进行测定;涂层冲击强度参照GB/T 1732-2020漆膜耐冲击性测定法。
通过表1中实施例1、实施例2和对比例1,可以看出增加空心玻璃纤维粉和扁平玻璃纤维粉,能够有效改善涂层冲击强度和导热系数。实际隔热效果通过实施例3、实施例4与对比例2可以看出,空心玻璃纤维粉和扁平玻璃纤维粉能够改善长时间隔热效果。
术语解释
引气剂:又称加气剂,是一种憎水性表面活性剂,溶于水后在搅拌过程中能产生大量微小气泡。
上述实施例只是本发明的一部分实施例,并非全部实施例。在此基础上可根据实际需求隔热防护涂层的组分和配比进行调整,材质、制备方法等工艺包括但不限于上述实施例。虽然以上实施例已经详细说明了本发明及其优点,但是应当理解在不超出由所附的权利要求所限定的本发明的精神和范围的情况下可以进行各种改变、替代和变换。本领域内的普通技术人员从本发明的公开内容将容易理解,根据本发明可以使用执行与在此所述的相应实施例基本相同的功能或者获得与其基本相同的功能、现有和将来要被开发的配比、组合或者制备方法。因此,所附的权利要求旨在它们的范围内包括这样的配比、制备工艺等等。