核燃料锆合金包壳元件
文献发布时间:2023-06-19 11:00:24
技术领域
本公开涉及核燃料元件技术领域,尤其涉及一种核燃料锆合金包壳元件。
背景技术
目前全世界核电堆使用的核燃料锆合金包壳元件,在常规服役时通常无任何防护,这也是造成福岛核事故泄露的根本原因,成为人类历史上第二次巨大的7级核灾难。
事故容错能力通常用来评估核燃料元件抵抗严重事故的能力。单纯锆合金材质的核燃料锆合金包壳元件的事故容错能力是有限的,为了提升核燃料锆合金包壳元件的事故容错能力,通常采用物理气相沉积技术(Physical Vapor Deposition,PVD)在包壳本体上镀覆耐蚀抗氧化的超厚Cr涂层,其高温抗氧化性能、耐蚀性能、抗辐照等性能均能满足要求。
然而,镀覆有超厚软质纯金属Cr涂层的包壳元件在装夹穿拉进入堆芯燃料棒单元格架孔时,经常被格架孔凸出的齿片刮划出深度为5~30μm的划痕,造成了超厚Cr涂层的防护弱区,使得涂层提前失效。另外,在高温高压辐射硼酸料液服役过程中格架齿片与包壳元件存在反复长期的微动磨损腐蚀,也会导致涂层提前失效。
所述背景技术部分公开的上述信息仅用于加强对本公开的背景的理解,因此它可以包括不构成对本领域普通技术人员已知的现有技术的信息。
发明内容
本公开的目的在于提供一种核燃料锆合金包壳元件。该核燃料锆合金包壳元件具有优异的高温抗氧化性能、较强的硬度和较高的耐磨性能,可有效提升核燃料锆合金包壳元件的事故容错能力。
为实现上述发明目的,本公开采用如下技术方案:
根据本公开的第一个方面,提供一种核燃料锆合金包壳元件,包括:
包壳本体,所述包壳本体用于承载核燃料;
粘结层,所述粘结层形成于所述包壳本体的外表面,并覆盖所述包壳本体的外表面,所述粘结层的材料为Cr,所述粘结层的厚度为50nm-2μm;
防护主体层,所述防护主体层形成于所述粘结层的外表面,并覆盖所述粘结层,所述防护主体层的材料为Cr,所述防护主体层的厚度为6μm-19μm;
防护辅助层,所述防护辅助层形成于所述防护主体层的外表面,并覆盖所述防护主体层,所述防护辅助层的材料为Cr
所述粘结层,所述防护主体层和所述防护辅助层的厚度之和为12μm-25μm,所述防护主体层的厚度占所述粘结层、所述防护主体层和所述防护辅助层的厚度之和的50%-75%。
在本公开的一种示例性实施例中,所述防护辅助层的材料为Cr
在本公开的一种示例性实施例中,所述防护辅助层的材料为Cr
在本公开的一种示例性实施例中,所述防护辅助层材料为Cr和Cr
在本公开的一种示例性实施例中,所述粘结层形成于所述包壳本体的外表面的方法包括:
前处理,对所述包壳本体表面进行前处理,所述前处理包括对所述包壳本体表面进行化学清洗,烘干后装夹在多弧离子镀设备的真空腔室内,进行抽真空和加热处理;
离子刻蚀清洗,充入氩气,采用离子源对前处理后的所述包壳本体进行离子刻蚀清洗;
沉积粘结层,在Ar气氛下,引燃Cr弧源,高偏压-750~-1100V作用下溅射清洗Cr靶60s~300s,随后转为中高偏压-300~-350V,于弧电流80-120A,在离子刻蚀清洗后的所述包壳本体的外表面沉积形成50nm-2μm厚度的所述粘结层。
在本公开的一种示例性实施例中,所述防护主体层形成于所述粘结层的外表面的方法包括:
沉积防护主体层,在Ar气氛下,引燃Cr弧源,在弧电流180-220A,低偏压-50~-180V作用下,于所述粘结层外表面沉积形成厚度为6μm-19μm的所述防护主体层。
在本公开的一种示例性实施例中,形成所述防护主体层的弧电流大于形成所述粘结层时的弧电流,形成所述防护主体层时的偏压小于形成所述粘结层时的偏压。
在本公开的一种示例性实施例中,所述防护辅助层形成于所述防护主体层的外表面的方法包括:
在所述沉积防护主体层步骤中,当所述防护主体层的厚度达到所述粘结层、所述防护主体层和所述防护辅助层的要求厚度之和的50%-75%时,由0sccm开始给进氮气,并逐步提高氮气给进量,氮气增加3~10sccm/min,直至1~3Pa氮气压为止,并保持气压沉积形成所述防护辅助层,直至沉积形成的所述粘结层、所述防护主体层和所述防护辅助层的厚度的之和为12μm-25μm。
在本公开的一种示例性实施例中,所述防护辅助层形成于所述防护主体层的外表面的方法包括:
在所述沉积防护主体层步骤中,当所述防护主体层的厚度达到所述粘结层、所述防护主体层和所述防护辅助层的要求厚度之和的50%-75%时,直接通入氮气并保压在1~3Pa沉积形成所述防护辅助层,直至沉积形成的所述粘结层、所述防护主体层和所述防护辅助层的厚度的之和为12μm-25μm。
在本公开的一种示例性实施例中,所述防护辅助层形成于所述防护主体层的外表面的方法包括:
沉积CrN层,在所述沉积防护主体层步骤中,当所述防护主体层的厚度达到所述粘结层、所述防护主体层和所述防护辅助层的要求厚度之和的50%-75%时,直接通入氮气并保压在1~3Pa下沉积8~25min,形成厚度为400nm~2μm的CrN层;
沉积Cr层,切断氮气给进,在Ar气氛下沉积2~8min,形成厚度为100nm~1μm的Cr层;
交替重复沉积所述CrN层和所述Cr层形成所述防护辅助层,直至沉积形成的所述粘结层、所述防护主体层和所述防护辅助层的厚度的之和为12μm-25μm。
本公开提供的核燃料锆合金包壳元件,从内到外依次包括包壳本体、粘结层、防护主体层和防护辅助层。粘结层和防护主体层的材料均为Cr。其中,采用Cr材料形成的粘结层具有较强结合力,能够与包壳本体形成合金化结合,避免膜层脱落;采用Cr材料形成的防护主体层具有优异的高温抗氧化性能,延缓堆芯熔化。防护辅助层位于核燃料锆合金包壳元件的最表面,材料为Cr
附图说明
通过参照附图详细描述其示例实施方式,本公开的上述和其它特征及优点将变得更加明显。
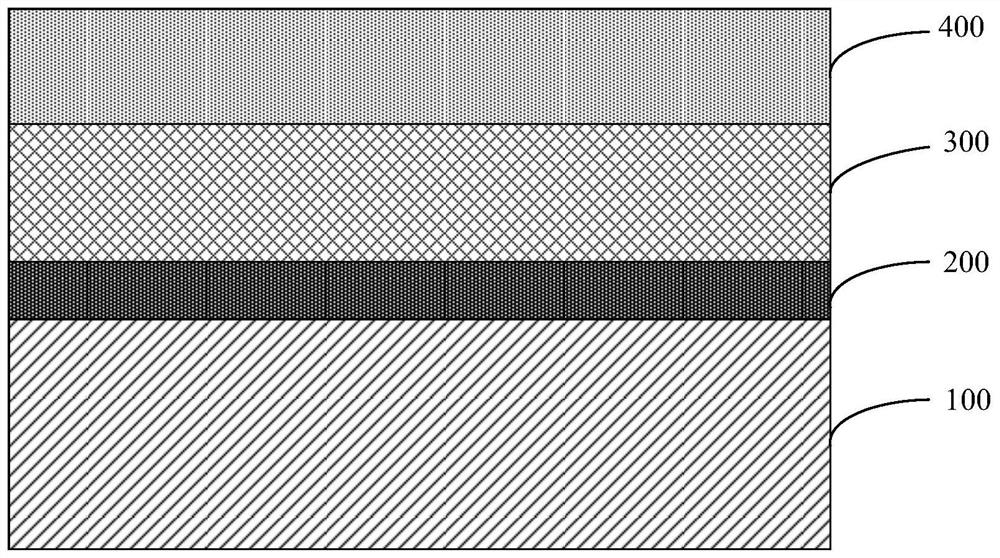
图1是本公开示例性实施例的核燃料锆合金包壳元件结构示意图;
图2是本公开一示例性实施例的核燃料锆合金包壳元件结构示意图;
图3是本公开另一示例性实施例的核燃料锆合金包壳元件结构示意图;
图4是本公开又一示例性实施例的核燃料锆合金包壳元件结构示意图。
具体实施方式
现在将参考附图更全面地描述示例实施例。然而,示例实施例能够以多种形式实施,且不应被理解为限于在此阐述的范例;相反,提供这些实施例使得本公开将更加全面和完整,并将示例实施例的构思全面地传达给本领域的技术人员。所描述的特征、结构或特性可以以任何合适的方式结合在一个或更多实施例中。在下面的描述中,提供许多具体细节从而给出对本公开的实施例的充分理解。
在图中,为了清晰,可能夸大了区域和层的厚度。在图中相同的附图标记表示相同或类似的结构,因而将省略它们的详细描述。
所描述的特征、结构或特性可以以任何合适的方式结合在一个或更多实施例中。在下面的描述中,提供许多具体细节从而给出对本公开的实施例的充分理解。然而,本领域技术人员将意识到,可以实践本公开的技术方案而没有所述特定细节中的一个或更多,或者可以采用其它的方法、组元、材料等。在其它情况下,不详细示出或描述公知结构、材料或者操作以避免模糊本公开的主要技术创意。
当某结构在其它结构“上”时,有可能是指某结构一体形成于其它结构上,或指某结构“直接”设置在其它结构上,或指某结构通过另一结构“间接”设置在其它结构上。
用语“一个”、“一”、“所述”用以表示存在一个或多个要素/组成部分/等;用语“包括”和“具有”用以表示开放式的包括在内的意思并且是指除了列出的要素/组成部分/等之外还可存在另外的要素/组成部分/等。用语“第一”和“第二”等仅作为标记使用,不是对其对象的数量限制。
相关技术中,核燃料锆合金包壳元件包括元件本体和涂覆于元件本体表面的纯Cr层或纯CrN层。在实际应用中,当将涂覆有纯Cr层的包壳元件装夹穿拉进入堆芯燃料棒单元格架孔时,通常会被格架孔孔内齿片刮划出深度为5~30μm的划痕,该划痕在很大程度上会使Cr层提前失效。对于涂覆有纯CrN层的包壳元件,这类包壳元件表面的CrN层经常会出现开裂剥落现象,使得包壳元件的容错能力降低,造成安全隐患。
如图1所示,本公开提供一种和燃料锆合金包壳元件,包括:
包壳本体100,包壳本体100用于承载核燃料;
粘结层200,粘结层200形成于包壳本体100的外表面,并覆盖包壳本体100的外表面,粘结层200的材料为Cr,粘结层200的厚度为50nm-2μm;
防护主体层300,防护主体层300形成于粘结层200的外表面,并覆盖粘结层200,防护主体层300的厚度为6μm-19μm;
防护辅助层400,防护辅助层400形成于防护主体层300的外表面,并覆盖防护主体层300,防护辅助层400的材料为Cr
粘结层200,防护主体层300和防护辅助层400的厚度之和为12μm-25μm,防护主体层300的厚度占粘结层200、防护主体层300和防护辅助层400的厚度之和的50%-75%。
本公开提供的核燃料锆合金包壳元件,从内到外依次包括包壳本体100、粘结层200、防护主体层300和防护辅助层400。粘结层200和防护主体层300的材料均为Cr。其中,采用Cr材料形成的粘结层200具有较强结合力,能够与包壳本体100形成合金化结合,避免膜层脱落;采用Cr材料形成的防护主体层300具有优异的高温抗氧化性能,延缓堆芯熔化。防护辅助层400位于核燃料锆合金包壳元件的最表面,材料为Cr
在此需说明的是,本公开中的内外是以包壳本体100的中心轴为参照而言的,远离包壳本体100中心轴的方向即为由内向外。
下面结合附图对本公开实施方式提供的核燃料锆合金包壳元件的各部件进行详细说明:
如图1所示,本公开示例性实施例提供一种核燃料锆合金包壳元件,包括包壳本体100、粘结层200、防护主体层300和防护辅助层400。粘结层200、防护主体层300、防护辅助层400依此形成于包壳本体100的外表面。粘结层200和防护主体层300的材料为Cr,防护辅助层400的材料为Cr
包壳本体100用于承载核燃料,以防止裂变产物逸散和避免燃料受冷却剂腐蚀以及有效地导出热能。目前,由于锆的热中子吸收截面小,导热率高、机械性能好,且具有良好的加工性能以及和二氧化铀相容性,对高温水、高温水蒸气具有良好的抗蚀性能和足够的热强性,所以锆合金被广泛用作包壳材料和堆芯结构材料。在本公开一些实施例中,包壳本体100为长度4-6m的细长管。在此需说明的是,包壳本体100的形状本公开不做限定,具体除管元件外,也可以为板元件。
粘结层200形成于包壳本体100的外表面,且覆盖包壳本体100的外表面。在本公开示例性实施例中,粘结层200的厚度为50nm-2μm,具体可以为50nm、100nm、150nm、200nm、400nm、600nm、800nm、850nm、1μm、1.5μm、1.8μm或2μm,且形成粘结层200的材料为Cr。在本公开一些实施例中,采用多弧离子镀技术形成粘结层200,可将部分Cr击入包壳本体100浅层,形成与包壳本体100的合金化结合,从而增强膜层与包壳本体100的结合力,避免膜层脱落。
防护主体层300形成于粘结层200的外表面,并覆盖粘结层200。在本公开示例性实施例中,防护主体层300的厚度为6μm-19μm,具体可以为6μm、7μm、8μm、9μm、10μm、11μm、12μm、13μm、14μm、15μm、16μm、17μm、18μm、18.75μm或19μm,且形成防护主体层300的材料为Cr。在本公开一些实施例中,采用多弧离子镀技术形成防护主体层300,形成防护主体层300的弧电流大于形成粘结层200时的弧电流,形成防护主体层300时的偏压小于形成粘结层200时的偏压。
防护辅助层400形成于防护主体层300的外表面,并覆盖防护主体层300。在本公开示例性实施例中,防护辅助层400的厚度为1μm-12.5μm,具体可以为1μm、1.5μm、2μm、2.5μm、3μm、3.5μm、4μm、5μm、6μm、7μm、8μm、9μm、10μm、11μm、12μm或12.5μm。防护辅助层400的材料为Cr
如图2所示,在本公开一些实施例中,防护辅助层400’的材料为Cr
如图3所示,在本公开另一些实施例中,防护辅助层400”的材料为Cr
如图4所示,在本公开又一些实施例中,防护辅助层400”’材料为Cr和Cr
如图1所示,本公开中,核燃料锆合金包壳元件,锆合金可包括Zr-2、Zr-4、Zr-5、M5、ZIRLO、N18、N36、E635等。本公开采用多弧离子镀技术形成各个膜层,包括粘结层200、防护主体层300和防护辅助层400。多弧离子度技术相较于磁控溅射技术及其他PVD镀膜技术,具有沉积速率快、高效、涂层致密以及结合力优异的优点。在本公开一些实施例中,采用
在本公开一些实施例中,粘结层200形成于包壳本体100外表面的方法包括前处理、离子刻饰清洗和沉积粘结层200。具体如下:
前处理,对包壳本体100表面进行前处理,前处理包括对包壳本体100表面进行化学清洗,烘干后装夹在多弧离子镀设备的真空腔室内,进行抽真空和加热处理。
在该步骤中,对包壳本体100表面进行化学清洗包括,对包壳本体100表面进行充分脱脂、酸洗、碱洗等化学液清洗,以去除灰尘油污油脂等杂质。清洗后烘干,装夹在多弧离子镀设备的真空腔室的转架上。在该步骤中,可设定好后续镀膜层所需的靶基距和公自转模式。随后进行抽真空和加热处理,以烘烤包壳本体100表面残留污染物,真空度及加热处理条件可根据实际需求进行设定,本公开对此不做限定。
离子刻蚀清洗,充入氩气,采用离子源对前处理后的包壳本体100进行离子刻蚀清洗。
在该步骤中,离子刻饰清洗可进一步去包壳本体100表面的污染物。
沉积粘结层200,在Ar气氛下,引燃Cr弧源,高偏压-750~-1100V作用下溅射清洗Cr靶60s~300s,随后转为中高偏压-300~-350V,于弧电流80-120A,在离子刻蚀清洗后的包壳本体100的外表面沉积形成50nm-2μm厚度的粘结层200。
在该步骤中,Ar气氛压强具体根据实际需求进行设定,如0.01~2Pa。高偏压-750~-1100V,具体可以为-750V、-800V、-850V、-900V、-950V、-1000V、-1050V或-1100V。溅射清洗Cr靶60s~300s,具体可以为60s、80s、100s、120s、160s、180s、200s、240s、260s、280s或300s。中高偏压-300~-350V,具体可以为-300V、-305V、-310V、-315V、-320V、-325V、-330V、-335V、-340V、-345V或-350V。弧电流80-120A,具体可以为80A、90A、95A、100A、105A、110A、113A、115A或120A。
在本公开一些实施例中,防护主体层300形成于粘结层200的外表面的方法包括:
沉积防护主体层300,在Ar气氛下,引燃Cr弧源,在弧电流180-220A低偏压-50~-180V作用下,于粘结层200外表面沉积形成厚度为6μm-19μm的防护主体层300。
在该步骤中,形成防护主体层300的弧电流大于形成粘结层200时的弧电流,形成防护主体层300时的偏压小于形成粘结层200时的偏压。该步骤中,弧电流180-220A,具体可以为180A、190A、195A、200A、205A、210A、213A、215A或220A。低偏压-50~-180V,具体可以为-50V、-80V、-100V、-120V、-140V、-150V、-160V、-170V、-175或-180V。此外,该步骤中,基体温度为200~380℃,该基体温度即包壳本体100温度,非真空腔室内平均温度。
如图2至图4所示,本公开不同实施例中,防护辅助层形成于防护主体层300外表面的方法不同。
如图2所示,在本公开一些实施例中,防护辅助层400’形成于防护主体层300的外表面包括:
在沉积防护主体层300步骤中,当防护主体层300的厚度达到粘结层200、防护主体层300和防护辅助层400’的要求厚度之和的50%-75%时,由0sccm开始给进氮气,并逐步提高氮气给进量,氮气增加3~10sccm/min,直至1~3Pa氮气压为止,并保持气压沉积形成防护辅助层,直至沉积形成的粘结层200、防护主体层300和防护辅助层400’的厚度的之和为12μm-25μm。
在该步骤中,形成的防护辅助层400’的材料为Cr
如图3所示,在本公开另一些实施例中,防护辅助层400”形成于防护主体层300的外表面包括:
在沉积防护主体层300步骤中,当防护主体层300的厚度达到粘结层200、防护主体层300和防护辅助层400”的要求厚度之和的50%-75%时,直接通入氮气并保压在1~3Pa沉积形成防护辅助层400”,直至沉积形成的粘结层200、防护主体层300和防护辅助层400”的厚度的之和为12μm-25μm。
在该步骤中,形成防护辅助层400”的材料为为Cr
如图4所示,在本公开另一些实施例中,防护辅助层400”’形成于防护主体层300的外表面包括沉积CrN层、沉积Cr层以及交替重复沉积CrN层和Cr层形成防护辅助层400”’,具体如下:
沉积CrN层,在沉积防护主体层300步骤中,当防护主体层300的厚度达到粘结层200、防护主体层300和防护辅助层400”’的要求厚度之和的50%-75%时,直接通入氮气并保压在1~3Pa下沉积8~25min,形成厚度为400nm~2μm的CrN层;
沉积Cr层,切断氮气给进,在Ar气氛下沉积2~8min,形成厚度为100nm~1μm的Cr层;
交替重复沉积CrN层和Cr层形成防护辅助层400”’,直至沉积形成的粘结层200、防护主体层300和防护辅助层400”’的厚度的之和为12μm-25μm。
该步骤中,形成的防护辅助层400”’材料为Cr和Cr
在本公开一些实施例中,当沉积形成粘结层200、防护主体层300和防护辅助层后,进行降温处理,最终获得本公开的核燃料锆合金包壳元件。降温处理如下:
关闭氩气、弧源、加热系统、偏压等工作设置,关闭真空系统,但保持公自转系统,此时开启大通量氮气循环冷却装置,向真空腔室内充入氮气约2000sccm~10000sccm,并通过循环冷却泵抽出将氮气降温,冷却后循环返回炉内,为炉内工件持续快速降温,将炉温降至80℃以下可出炉,但降温速度应控制在≤100℃/60min,不得过快,否则容易造成膜层脱落。
下面将结合具体实施例举例说明本公开技术方案。
实施例1
在该实施例中,核燃料包壳元件,包壳本体锆合金为Zr-4锆合金,粘结层为400nm、防护主体层为10μm,防护辅助层为8μm,且防护辅助层的材料为Cr
(1)前处理,对包壳本体表面进行充分脱脂、酸洗、碱洗等化学液清洗,以去除灰尘油污油脂等杂质。清洗后烘干,装夹在多弧离子镀设备的真空腔室的转架上。设定好后续镀膜层所需的靶基距和公自转模式。靶基距设定为210mm,抽真空至3.0×10
(2)离子刻蚀清洗,充入1.0~3.0Pa Ar气氛,激发氩离子和Cr离子,施加高偏压-1200V,刻蚀活化包壳本体表面40min,以更深层次地去除包壳本体表面污染物。
(3)沉积粘结层,调节Ar气压0.3Pa,引燃
(4)沉积防护主体层,在0.8Pa Ar气氛,引燃
(5)沉积防护辅助层,在0.8Pa Ar气氛下,通过PLC自动化控制逐步给进高纯氮气,由0开始以5sccm/min速度增加,同时Ar减少速度为3sccm/min,逐步生成Cr成分向CrN成分的渐变层,硬度和耐磨性能都逐步提高,当总气压达到2.5Pa时,氮氩进给不再变化,保持约4h,在10μm防护主体层基础上沉积约8μm防护辅助层。
(6)降温出炉:关闭氩气、弧源、加热系统、偏压等工作设置,关闭真空系统,但保持公自转系统,充入3000sccm氮气,保持5Pa氮气气氛,单独开启氮气循环降温系统,降温至60℃出炉。
实施例2
在该实施例中,核燃料包壳元件,包壳本体锆合金为M5锆合金,粘结层为800nm、防护主体层为11μm,防护辅助层为6μm,且防护辅助层的材料为Cr
(1)前处理,对包壳本体表面进行充分脱脂、酸洗、碱洗等化学液清洗,以去除灰尘油污油脂等杂质。清洗后烘干,装夹在多弧离子镀设备的真空腔室的转架上。设定好后续镀膜层所需的靶基距和公自转模式。靶基距设定为210mm,抽真空至3.0×10
(2)离子刻蚀清洗,充入1.0~3.0Pa Ar气氛,激发氩离子和Cr离子,施加高偏压-1200V,刻蚀活化包壳本体表面40min,以更深层次地去除包壳本体表面污染物。
(3)调节Ar气压0.2Pa,引燃
(4)沉积防护主体层,在0.6Pa Ar气氛,引燃
(5)沉积防护辅助层,在2min内完成充入2.0Pa氮气,同时切断氩气给进,在2.0Pa高纯氮气的气氛环境下,直接沉积形成CrN成分的顶层,提高表层的硬度和耐磨性能等,沉积时间约3h,在11μm防护主体层基础上沉积约6μmCrN防护辅助层。
(6)降温出炉:关闭氩气、弧源、加热系统、偏压等工作设置,关闭真空系统,但保持公自转系统,充入4000sccm氮气,保持7Pa氮气气氛,单独开启氮气循环降温系统,降温至60℃出炉。
实施例3
在该实施例中,核燃料包壳元件,包壳本体锆合金不做限定,粘结层200为1.5μm、防护主体层为10μm,防护辅助层为10μm,防护辅助层材料为Cr和CrxNy的组合物,防护辅助层包括交替排列的Cr层和CrN层,且防护辅助层的最外层为CrN层。形成该实施例中核燃料包壳元件的方法包括:
(1)前处理,对包壳本体表面进行充分脱脂、酸洗、碱洗等化学液清洗,以去除灰尘油污油脂等杂质。清洗后烘干,装夹在多弧离子镀设备的真空腔室的转架上。设定好后续镀膜层所需的靶基距和公自转模式。靶基距设定为210mm,抽真空至3.0×10
(2)离子刻蚀清洗,充入1.0~3.0Pa Ar气氛,激发氩离子和Cr离子,施加高偏压-1200V,刻蚀活化包壳本体表面40min,以更深层次地去除包壳本体表面污染物。
(3)调节Ar气压0.2Pa,引燃
(4)沉积防护主体层,在0.7Pa Ar气氛,引燃
(5)沉积防护辅助层,利用PLC自动化控制系统,切换氮气与氩气的给进和中止,例如中止氩气的给进并同时给进高纯氮气为2.5Pa,保持8min,沉积形成CrN层,完成该步骤后立即切断氮气给进氩气约0.7Pa,保持2min,沉积形成Cr层,此时计为完成一个CrN/Cr周期。循环自动化操作,完成20个高密度周期,交替沉积形成CrN层和Cr层,循环时间为4h,每周期厚度约500nm,其中,Cr层厚度约100nm,CrN厚度约400nm。在10μm Cr防护主体层基础上沉积共计约10μm防护辅助层,形成Cr主体层+Cr/CrN高密度多周期循环超厚涂层。
(6)降温出炉:关闭氩气、弧源、加热系统、偏压等工作设置,关闭真空系统,但保持公自转系统,充入5000sccm氮气,保持10Pa氮气气氛,单独开启氮气循环降温系统,降温至60℃出炉。
实施例4
在该实施例中,核燃料包壳元件,包壳本体锆合金不做限定,粘结层为2μm、防护主体层为18.75μm,防护辅助层为4.25μm,防护辅助层材料为Cr和CrxNy的组合物,防护辅助层包括交替排列的Cr层和CrN层,且防护辅助层的最外层为CrN层。形成该实施例中核燃料包壳元件的方法包括:
(1)前处理,对包壳本体表面进行充分脱脂、酸洗、碱洗等化学液清洗,以去除灰尘油污油脂等杂质。清洗后烘干,装夹在多弧离子镀设备的真空腔室的转架上。设定好后续镀膜层所需的靶基距和公自转模式。靶基距设定为210mm,抽真空至3.0×10
(2)离子刻蚀清洗,充入1.0~3.0Pa Ar气氛,激发氩离子和Cr离子,施加高偏压-1200V,刻蚀活化包壳本体表面40min,以更深层次地去除包壳本体表面污染物。
(3)调节Ar气压0.2Pa,引燃
(4)沉积防护主体层,在0.7Pa Ar气氛,引燃
(5)沉积防护辅助层,利用PLC自动化控制系统,切换氮气与氩气的给进和中止,例如中止氩气的给进并同时给进高纯氮气为3Pa,保持500s,沉积形成CrN层,完成该步骤后立即切断氮气给进氩气约0.7Pa,保持2min,沉积形成Cr层,此时计为完成一个CrN/Cr周期。循环自动化操作,完成约8个高密度周期,交替沉积形成CrN层和Cr层,每周期厚度约530nm,其中,Cr层厚度约100nm,CrN厚度约430nm。在18.75μm Cr防护主体层基础上沉积共计约4.25μm防护辅助层,形成Cr主体层+Cr/CrN高密度多周期循环超厚涂层。
(6)降温出炉:关闭氩气、弧源、加热系统、偏压等工作设置,关闭真空系统,但保持公自转系统,充入5000sccm氮气,保持10Pa氮气气氛,单独开启氮气循环降温系统,降温至60℃出炉。
实施例5
在该实施例中,核燃料包壳元件,包壳本体锆合金为Zr-4锆合金,粘结层为50nm、防护主体层为6μm,防护辅助层为5.95μm,且防护辅助层的材料为Cr
(1)前处理,对包壳本体表面进行充分脱脂、酸洗、碱洗等化学液清洗,以去除灰尘油污油脂等杂质。清洗后烘干,装夹在多弧离子镀设备的真空腔室的转架上。设定好后续镀膜层所需的靶基距和公自转模式。靶基距设定为210mm,抽真空至3.0×10
(2)离子刻蚀清洗,充入1.0~3.0Pa Ar气氛,激发氩离子和Cr离子,施加高偏压-1200V,刻蚀活化包壳本体表面40min,以更深层次地去除包壳本体表面污染物。
(3)沉积粘结层,调节Ar气压0.3Pa,引燃
(4)沉积防护主体层,在0.8Pa Ar气氛,引燃
(5)沉积防护辅助层,在0.8Pa Ar气氛下,通过PLC自动化控制逐步给进高纯氮气,由0开始以5sccm/min速度增加,同时Ar减少速度为3sccm/min,逐步生成Cr成分向CrN成分的渐变层,硬度和耐磨性能都逐步提高,当总气压达到2.5Pa时,氮氩进给不再变化,保持约3h,在6μm防护主体层基础上沉积约5.95μm防护辅助层。
(6)降温出炉:关闭氩气、弧源、加热系统、偏压等工作设置,关闭真空系统,但保持公自转系统,充入3000sccm氮气,保持5Pa氮气气氛,单独开启氮气循环降温系统,降温至60℃出炉。
对上述实施例制备的核燃料锆合金包壳元件进行高温抗氧化实验。经过700℃~1400℃的高温抗氧化实验,上述实施例中膜层均未发生明显剥落。模拟核事故条件下快速升温至1200℃以上恶劣环境下,上述实施例中核燃料锆合金包壳元件完整,未暴露包壳本体100,可以较长时间抵御高温氧化。
试验结果表明,本公开采用多弧离子镀技术在包壳本体表面沉积形成的膜层,包括粘结层、防护主体层和防护辅助层,平整致密。其中,50nm~2μm的粘结层200的结合力>80N,并且绿色环保无污染,可以为核燃料包壳元件提供保护,使得包壳元件在突发核事故时,能够耐受更加苛刻的工作环境,为工作人员及时修复堆内系统提供反应时间,大大提高了核燃料锆合金包壳元件的事故容错能力。
应可理解的是,本公开不将其应用限制到本说明书提出的部件的详细结构和布置方式。本公开能够具有其他实施方式,并且能够以多种方式实现并且执行。前述变形形式和修改形式落在本公开的范围内。应可理解的是,本说明书公开和限定的本公开延伸到文中和/或附图中提到或明显的两个或两个以上单独特征的所有可替代组合。所有这些不同的组合构成本公开的多个可替代方面。本说明书的实施方式说明了已知用于实现本公开的最佳方式,并且将使本领域技术人员能够利用本公开。
- 核燃料锆合金包壳元件
- 一种核燃料元件包壳锆合金钛合金复合管及其制备方法