自动化曲轴位置传感器绕线、焊锡、检测装置及其工艺
文献发布时间:2023-06-19 13:46:35
技术领域
本发明涉及曲轴位置传感器生产装置技术领域,特别涉及自动化曲轴位置传感器绕线、焊锡、检测装置及其工艺。
背景技术
曲轴位置传感器的作用就是确定曲轴的位置,也就是曲轴的转角,是汽车控制系统中最重要的传感器之一,它是一个气缸判别定位装置,向ECU输入凸轮轴位置信号,确定基本点火时刻。
绕线机就是把线状的物体缠绕到特定的曲轴位置传感器的线圈等工件上的机器上并包裹用于隔离的高温胶纸,为了适应高效率、高产量的要求,一般都采用多头联动设计,配合机械手、气动控制元件和执行附件来完成自动排线、自动缠脚、自动剪线、自动装卸骨架等功能,这种机型的生产效率极高,大大的降低了对人工的依赖,生产品质比较稳定,非常适合产量要求高的加工场合。
然而绕线机绕线完成后往往需要人工将每个曲轴位置传感器所缠绕铜线的两端触点进行焊锡、折弯,以提高其导电性能和力学性能,而人工焊锡往往操作繁琐并会出现虚焊、过焊,在折弯工序时人工折弯的一致性差,导致铜线压断或注塑时插脚外露,从而增加人工成本并影响传感器的质量。
发明内容
为了克服背景技术的不足,本发明的目的在于通过设计自动化曲轴位置传感器绕线、焊锡、检测装置其工艺,通过传送夹具、回转台将绕线机内绕线完成的传感器经由助焊机构、焊锡机构、折弯机构和检测机构依次进行焊锡、折弯、检测工序,从而实现继绕线工艺后的自动化生产,提高产品产量、品质并减少人工成本。
本发明所采用的技术方案是:自动化曲轴位置传感器绕线、焊锡、检测装置,包括绕线机和安装台,绕线机设于安装台的一侧,其特征在于,还包括有传送夹具、回转台、助焊机构、焊锡机构、折弯机构和卡爪机构,所述传送夹具可滑动连接在回转台与绕线机之间,且传送夹具可朝着回转台的方向前后移动,所述回转台可旋转连接在安装台上,回转台上设有转向夹具,所述转向夹具可垂直于安装台上下移动,所述助焊机构、焊锡机构、折弯机构、卡爪机构依次旋转设置于回转台外侧并与转向夹具的位置相对应,所述卡爪机构上设有检测机构且卡爪机构可滑动连接在安装台上。
进一步的,所述传送夹具上设有工件卡槽,所述转向夹具上设有可旋转的工件卡块,所述助焊机构包括助焊剂盒和第一升降杯,第一升降杯可滑动连接在助焊剂盒内,所述焊锡机构包括焊锡盒和第二升降杯,所述第二升降杯可滑动连接在焊锡盒内,所述折弯机构包括折弯架、上折弯板和下折弯板,上折弯板或/和下折弯板可滑动连接在折弯架上,所述卡爪机构包括机械爪和移动架,所述机械爪可将工件夹起或放下且机械爪与移动架可滑动连接,所述检测机构为检测触头,所述检测触头固定在机械爪的一侧。
本发明自动化曲轴位置传感器绕线、焊锡、检测工艺为:步骤如下:
S1、安装待绕线传感器;
S2、传感器绕线、包胶纸;
S3、安装下一批待绕线传感器;
S4、取出绕线后传感器;
S5、传送至转向夹具;
S6、传感器触点添加助焊剂;
S7、传感器触点焊锡;
S8、传感器触点折弯;
S9、传感器触点检测;
采用上述技术方案,工件卡块通过齿轮传动的方式在转向夹具上旋转,从而满足传感器上不同角度触点的焊锡、折弯、检测所需,传感器通过绕线机将其触点绕线后通过传送夹具传送至回转台处,转向夹具将传感器从传送夹具内取出,通过电机传动使得回转台旋转至助焊机构的位置并通过第一升降杯将助焊剂盒内的助焊剂添加在传感器的触点上,旋转至焊锡机构的位置并通过第二升降杯将焊锡盒内的锡焊在传感器的触点上,旋转至折弯机构的位置并通过上折弯板、下折弯板将传感器的触点折弯至传感器内,机械爪为气动夹爪,通过气压传动的方式实现对传感器夹紧或放开的动作,机械爪通过电机传动的方式在移动架上移动,旋转至卡爪机构的位置并通过机械爪将传感器从转向夹具内取出,通过检测触头贴合传感器的触点检测传感器是否合格,并通过移动架的传动将传感器按照是否合格的标准进行分类,从而实现传感器的自动化绕线、焊锡、折弯、检测的工序,且各个工序紧凑快捷,进而极大的提高了设备的自动化程度,节省人工成本并提高生产效率。
本发明进一步设置为,所述安装台上设有左滑轨、转接滑轨和右滑轨,所述左滑轨通过转接滑轨与右滑轨拼接,所述传送夹具通过同步轮传动的方式在左滑轨、转接滑轨和右滑轨之间移动,所述左滑轨、右滑轨可通过气缸传动的方式分别朝着绕线机、回转台的方向移动,所述左滑轨通过气缸传动的方式垂直于安装台的方向移动。
采用上述技术方案,传送夹具一端与同步带连接,通过在左滑轨、转接滑轨和右滑轨拼接而成的轨道上实现在绕线机和回转台之间移动,绕线机内设有与工件卡槽相匹配绕线工位,当传送夹具在左滑轨上时,通过气缸联动的方式使其在绕线机的绕线工位内将传感器放入或取出;当传送夹具在右滑轨上时,通过气缸传动的方式使其在回转台内将传感器放入,从而为传感器自动化绕线,焊锡提供条件。
本发明进一步设置为,所述助焊机构还包括有第一升降架,第一升降架的一端与所述第一升降杯连接,第一升降杯通过气缸传动的方式在所述助焊剂盒内上下移动,所述助焊剂盒的一侧设有加液口。
进一步的,所述焊锡机构还包括有第二升降架、限位管和刮锡板,所述限位管固定在焊锡盒的一侧,第二升降架的一端与所述第二升降杯连接,第二升降杯通过气缸传动的方式在所述焊锡盒内上下移动,所述刮锡板通过气缸传动的方式平行于焊锡盒的上表面移动。
进一步的,所述折弯机构包括上第二折弯架、第二上折弯板和第二下折弯板,第二上折弯板上通过气缸传动的方式在折弯架上滑动连接。
采用上述技术方案,上折弯板和下折弯板通过气缸传动的方式相互朝着相向或相反的方向移动,焊锡盒内通过电热加热的方式使得焊锡盒内的锡时刻呈液体状以便于焊锡,通过第一升降杯和第二升降杯使得助焊剂、锡在移动过程中外漏的部分重新回到助焊剂盒、焊锡盒内,从而避免助焊剂、锡外流,加液口与助焊剂盒内连通,助焊剂通过加液口添加到助焊剂盒内,焊锡丝穿过限位管添加到焊锡盒内,从而避免因助焊剂、锡液面低导致传感器的触点无法焊锡,焊锡盒通过刮锡板刮去锡表面的杂质,提高传感器触点的品质,本发明可适用于多种形状折弯机构,针对不同类型的传感器旋转至相应的折弯机构的工位,从而实现不同传感器折弯所需,提高设备的应用范围。
通过气缸传动方式使得传感器触点折弯的方向单一且快捷。
本发明进一步设置为,所述移动架下方设有回收箱,移动架的一侧设有传送带。
采用上述技术方案,当检测触头所检测的传感器若不合格则放置回收箱内,若合格则放置传送带内,从而实现在检测传感器的同时将其分类筛选,从而提高成品的合格率。
本发明进一步设置为,所述回转台上设有升降杆,升降杆设于所述转向夹具上方且每个升降杆对应一个工位,所述传送夹具、助焊机构、焊锡机构、折弯机构、卡爪机构均在工位上,升降杆通过丝杆传动或气缸传动的方式控制转向夹具上升或下降。
采用上述技术方案,与助焊机构、焊锡机构对应的升降杆通过丝杆传动的方式传动,使得传感器在焊锡的工序过程中焊锡的位置精确,避免触点位置过低或过高而过焊或未焊锡导致传感器短路或断路,从而保持传感器的线路的稳定,与传送夹具、折弯机构、卡爪机构对应的升降杆为通过气缸传动的方式传动,动作快捷且节省用电量,环保并降低成本。
本发明进一步设置为,所述回转台上设有8组转向夹具,每组转向夹具上设有2个工件卡块,所述传送夹具朝向回转台的一侧设有16个工件卡槽,所述工件卡块与奇数位或偶数位工件卡槽的位置相对应。
采用上述技术方案,传送夹具上设有16个工件卡槽,转向夹具上设有2个工件卡块,2个工件卡块之间的中心间距和3个工件卡槽中心间距相等,使得转向夹具将传送夹具上奇数位或偶数位工件卡槽上的传感器依次进行焊锡、折弯、检测工序,保证转向夹具上的传感器在进行焊锡、折弯工序所需的间距,传送夹具的工件卡槽从左到右依次标为1到16号,每组转向夹具分别将(1、3)、(5、7)、(9、11)、(13、15)号奇数位的工件卡槽上的传感器取出,而(2、4)号等偶数位的工件卡槽用于取出绕线机上的传感器,使得奇数位的传感器进行焊锡的同时,偶数位的传感器进行绕线,反之亦然,从而提高生产效率,安装台上添加有固定的安装标记,安装标记对应着传送夹具的奇数位或偶数位,使得安装人员每次安装时均按照安装标记安装,避免人为错装或反装。
下面结合附图对本发明实施例作进一步说明。
附图说明
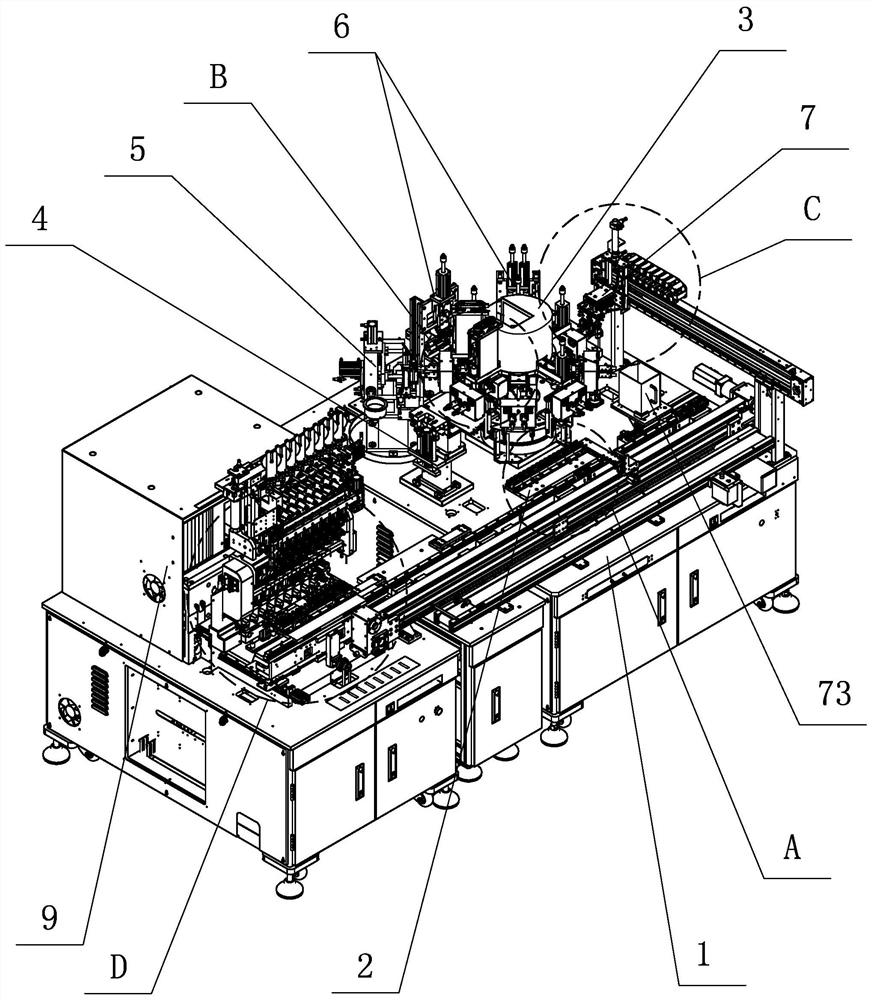
图1为本发明的立体图;
图2为本发明的俯视图;
图3为本发明的助焊机构4的立体图;
图4为本发明的焊锡机构5的立体图;
图5为本发明的折弯机构6第一实施例的立体图;
图6为本发明的折弯机构6第二实施例的立体图;
图7为本发明的卡爪机构7的右视图;
图8为本发明的检测触头81的立体图;
图9为本发明的图1中A向视图的局部放大图;
图10为本发明的图1中B向视图的局部放大图;
图11为本发明的图1中C向视图的局部放大图;
图12为本发明的图1中D向视图的局部放大图;
图13为本发明的自动化曲轴位置传感器绕线、焊锡、检测工艺的流程图;
其中:安装台1、传送夹具2、回转台3、助焊机构4、焊锡机构5、折弯机构6、卡爪机构7、检测机构8、绕线机9、左滑轨11、转接滑轨12、右滑轨13、安装标记14、工件卡槽21、同步带23、转向夹具31、工件卡块32、升降杆34、助焊剂盒41、第一升降杯42、第一升降架43、焊锡盒51、第二升降杯52、第二升降架53、限位管54、刮锡板55、折弯架61、上折弯板62、下折弯板63、机械爪71、移动架72、回收箱73、传送带74、检测触头81、绕线工位91、加液口411、第二折弯架611、第二上折弯板621、第二下折弯板631;
具体实施方式
如图1-13所示,自动化曲轴位置传感器绕线、焊锡、检测装置,包括绕线机9和安装台1,绕线机9设于安装台1的一侧,其特征在于,还包括有传送夹具2、回转台3、助焊机构4、焊锡机构5、折弯机构6和卡爪机构7,所述传送夹具2可滑动连接在回转台3与绕线机9之间,且传送夹具2可朝着回转台3的方向前后移动,所述回转台3可旋转连接在安装台1上,回转台3上设有转向夹具31,所述转向夹具31可垂直于安装台1上下移动,所述助焊机构4、焊锡机构5、折弯机构6、卡爪机构7依次旋转设置于回转台3外侧并与转向夹具31的位置相对应,所述卡爪机构7上设有检测机构8且卡爪机构7可滑动连接在安装台1上。
进一步的,所述传送夹具2上设有工件卡槽21,所述转向夹具31上设有可旋转的工件卡块32,所述助焊机构4包括助焊剂盒41和第一升降杯42,第一升降杯42可滑动连接在助焊剂盒41内,所述焊锡机构5包括焊锡盒51和第二升降杯52,所述第二升降杯52可滑动连接在焊锡盒51内,所述折弯机构6包括折弯架61、上折弯板62和下折弯板63,上折弯板62或/和下折弯板63可滑动连接在折弯架61上,所述卡爪机构7包括机械爪71和移动架72,所述机械爪71可将工件夹起或放下且机械爪71与移动架72可滑动连接,所述检测机构8为检测触头81,所述检测触头81固定在机械爪71的一侧。
工件卡块32通过齿轮传动的方式在转向夹具31上旋转,从而满足传感器上不同角度触点的焊锡、折弯、检测所需,传感器通过绕线机9将其触点绕线后通过传送夹具2传送至回转台3处,转向夹具31将传感器从传送夹具2内取出,通过电机传动使得回转台3旋转至助焊机构4的位置并通过第一升降杯42将助焊剂盒41内的助焊剂添加在传感器的触点上,旋转至焊锡机构5的位置并通过第二升降杯52将焊锡盒51内的锡焊在传感器的触点上,旋转至折弯机构6的位置并通过上折弯板62、下折弯板63将传感器的触点折弯至传感器内,机械爪71为气动夹爪,通过气压传动的方式实现对传感器夹紧或放开的动作,机械爪71通过电机传动的方式在移动架72上移动,旋转至卡爪机构7的位置并通过机械爪71将传感器从转向夹具31内取出,通过检测触头81贴合传感器的触点检测传感器是否合格,并通过移动架72的传动将传感器按照是否合格的标准进行分类,从而实现传感器的自动化绕线、焊锡、折弯、检测的工序,且各个工序紧凑快捷,进而极大的提高了设备的自动化程度,节省人工成本并提高生产效率。
本发明的折弯机构6的第一个实施例为:
如图5,折弯机构包括折弯架61、上折弯板62和下折弯板63,上折弯板62和下折弯板63通过直线导轨、气缸传动在折弯架61上滑动连接。
本发明的折弯机构6的第二个实施例为:
如图6,折弯机构包括上第二折弯架611、第二上折弯板621和第二下折弯板631,第二上折弯板621上通过直线导轨、气缸传动在折弯架61上滑动连接。本发明可适用于多种形状折弯机构,针对不同类型的传感器旋转至相应的折弯机构的工位,从而实现不同传感器折弯所需,提高设备的应用范围。
所述安装台1上设有左滑轨11、转接滑轨12和右滑轨13,所述左滑轨11通过转接滑轨12与右滑轨13拼接,所述传送夹具2通过同步轮传动的方式在左滑轨11、转接滑轨12和右滑轨13之间移动,所述左滑轨11、右滑轨13可通过气缸传动的方式分别朝着绕线机9、回转台3的方向移动,所述左滑轨11通过气缸传动的方式垂直于安装台1的方向移动。传送夹具2一端与同步带23连接,通过在左滑轨11、转接滑轨12和右滑轨13拼接而成的轨道上实现在绕线机9和回转台3之间移动,绕线机9内设有与工件卡槽21相匹配绕线工位91,当传送夹具2在左滑轨11上时,通过气缸联动的方式使其在绕线机9的绕线工位91内将传感器放入或取出;当传送夹具2在右滑轨13上时,通过气缸传动的方式使其在回转台3内将传感器放入,从而为传感器自动化绕线,焊锡提供条件。
所述助焊机构4还包括有第一升降架43,第一升降架43的一端与所述第一升降杯42连接,第一升降杯42通过气缸传动的方式在所述助焊剂盒41内上下移动,所述助焊剂盒41的一侧设有加液口411。进一步的,所述焊锡机构5还包括有第二升降架53、限位管54和刮锡板55,所述限位管54固定在焊锡盒51的一侧,第二升降架53的一端与所述第二升降杯52连接,第二升降杯52通过气缸传动的方式在所述焊锡盒51内上下移动,所述刮锡板55通过气缸传动的方式平行于焊锡盒51的上表面移动。
所述上折弯板62和下折弯板63通过气缸传动的方式相互朝着相向或相反的方向移动,焊锡盒51内通过电热加热的方式使得焊锡盒51内的锡时刻呈液体状以便于焊锡,通过第一升降杯42和第二升降杯52使得助焊剂、锡在移动过程中外漏的部分重新回到助焊剂盒41、焊锡盒51内,从而避免助焊剂、锡外流,加液口411与助焊剂盒41内连通,助焊剂通过加液口411添加到助焊剂盒41内,焊锡丝穿过限位管54添加到焊锡盒51内,从而避免因助焊剂、锡液面低导致传感器的触点无法焊锡,焊锡盒51通过刮锡板55刮去锡表面的杂质,提高传感器触点的品质,本发明可适用于多种形状上折弯板62、下折弯板63,针对不同类型的传感器旋转至相应的折弯机构6的工位,从而实现不同传感器折弯所需,提高设备的应用范围。
所述移动架72下方设有回收箱73,移动架72的一侧设有传送带74。当检测触头81所检测的传感器若不合格则放置回收箱73内,若合格则放置传送带74内,从而实现在检测传感器的同时将其分类筛选,从而提高成品的合格率。
所述回转台3上设有升降杆34,升降杆34设于所述转向夹具31上方且每个升降杆34对应一个工位,所述传送夹具2、助焊机构4、焊锡机构5、折弯机构6、卡爪机构7均在工位上,升降杆34通过丝杆传动或气缸传动的方式控制转向夹具31上升或下降。与助焊机构4、焊锡机构5对应的升降杆34通过丝杆传动的方式传动,使得传感器在焊锡的工序过程中焊锡的位置精确,避免触点位置过低或过高而过焊或未焊锡导致传感器短路或断路,从而保持传感器的线路的稳定,与传送夹具2、折弯机构6、卡爪机构7对应的升降杆34为通过气缸传动的方式传动,动作快捷且节省用电量,环保并降低成本。
所述回转台3上设有8组转向夹具31,每组转向夹具31上设有2个工件卡块32,所述传送夹具2朝向回转台3的一侧设有16个工件卡槽21,所述工件卡块32与奇数位或偶数位工件卡槽21的位置相对应。传送夹具2上设有16个工件卡槽21,转向夹具31上设有2个工件卡块32,2个工件卡块32之间的中心间距和3个工件卡槽21中心间距相等,使得转向夹具31将传送夹具2上奇数位或偶数位工件卡槽21上的传感器依次进行焊锡、折弯、检测工序,保证转向夹具31上的传感器在进行焊锡、折弯工序所需的间距,传送夹具2的工件卡槽21从左到右依次标为1到16号,每组转向夹具31分别将(1、3)、(5、7)、(9、11)、(13、15)号奇数位的工件卡槽21上的传感器取出,而(2、4)号等偶数位的工件卡槽21用于取出绕线机9上的传感器,使得奇数位的传感器进行焊锡的同时,偶数位的传感器进行绕线,反之亦然,从而提高生产效率,安装台1上添加有固定的安装标记14,安装标记14对应着传送夹具2的奇数位或偶数位,使得安装人员每次安装时均按照安装标记14安装,避免人为错装或反装。
本发明自动化曲轴位置传感器绕线、焊锡、检测工艺为:步骤如下:
S1、安装待绕线传感器:安装人员通过安装标记14将8个需要绕线的传感器安装在传送夹具2的奇数号/偶数号的工件卡槽21内,传送夹具2朝着绕线机9方向移动,使得待绕线传感器插入绕线机9的绕线工位9后,传送夹具2下移,使得绕线传感器脱离传送夹具2;
S2、传感器绕线、包胶纸:传感器通过绕线机9绕线并包裹高温胶纸时,传送夹具2复位,同步带23控制传送夹具2向左或向右移动两个工件卡槽21之间的距离,使得偶数号/奇数号的工件卡槽21对应安装标记14。
S3、安装下一批待绕线传感器:安装人员通过安装标记14将8个需要绕线的传感器安装在传送夹具2的偶数号/奇数号的工件卡槽21内用以备用。
S4、取出绕线后传感器:前一批传感器绕线完成后,传送夹具2下移,并将空出的奇数号/偶数号的工件卡槽21的位置对应在完成绕线传感器的下方,传送夹具2上移后朝着同步带23的方向移动,使得完成绕线传感器脱离绕线工位91,将待绕线传感器安装到绕线工位91后传送夹具2复位;
S5、传送至转向夹具31:传送夹具2通过同步带23带动其滑到右滑轨13处,传送夹具2移动到转向夹具31处使得(1、3)/(2、4)号工件卡槽21上的传感器同时卡入工件卡块32上,转向夹具31上移,使得传感器脱离传送夹具2,传送夹具2后移以备后两号的传感器所需;
S6、传感器触点添加助焊剂:转向夹具31旋转,使得(1、3)/(2、4)号传感器移动到助焊剂盒41上,第一升降杯42上移后,并通过工件卡块32旋转及转向夹具31移动,传感器上的触点都沾上助焊剂后转向夹具31、第一升降杯42复位,此时(5、7)/(6、8)号传感器进入S5;
S7、传感器触点焊锡:转向夹具31旋转,使得(1、3)/(2、4)号移动到焊锡盒51上,第二升降杯52上移后,并通过工件卡块32旋转及转向夹具31移动,传感器上的触点都焊锡后转向夹具31、第二升降杯52复位,此时(5、7)/(6、8)号传感器进入S6,(9、11)/(10、12)进入S5;
S8、传感器触点折弯:转向夹具31旋转使得(1、3)/(2、4)号传感器移动到折弯架61上,上折弯板62和下折弯板63同时相向移动,使得传感器上的触点折弯后上折弯板62和下折弯板63复位,此时(5、7)/(6、8)号传感器进入S7,(9、11)/(10、12)号传感器进入S6,(13、15)/(14、16)号传感器进入S5;
S9、传感器触点检测;转向夹具31旋转至机械爪71处,机械爪71夹紧传感器的同时检测触头81贴合传感器触点,通过触点之间电阻等参考值判断传感器的线圈是否合格,若合格机械爪71将传感器放置到传送带74上,若不合格将传感器放置回收箱73内,转向夹具31移动到左滑轨11处并跳转S3从而实现自动化绕线、焊锡、折弯、检测的效果。
各位技术人员须知:虽然本发明已按照上述具体实施方式做了描述,但是本发明的发明思想并不仅限于此本发明,任何运用本发明思想的改装,都将纳入本专利专利权保护范围内。