电机转子的焊锡方法及焊锡机
文献发布时间:2023-06-19 13:51:08
技术领域
本发明涉及焊锡技术领域,特别是涉及一种电机转子的焊锡方法及焊锡机。
背景技术
转子是电机中的重要零部件,主要包括转子轴、铁芯、线圈、带凸耳的换向器几个核心零部件,铁芯套设在转子轴上且通常有三极、五极,每两个相邻极的铁芯之间需要有符合要求的电阻;线圈饶设在铁芯上,在饶设完成后,线圈的终端与换向器的凸耳进行绕接,绕接完成后,采用锡对两者进行第一次焊接,焊接完成后,放置压敏电阻,再对压敏电阻与第一次焊接点处进行第二次焊接。
申请号为201911316073.0的发明专利公开了一种五极压敏电阻焊锡机,包含有机架、装设于机架上并具有多个循环移动载具的送料驱动装置、用于向载具提供转子和压敏电阻的提取装置、用于按压压敏电阻和转子的压合装置、用于对压敏电阻和转子的相交处焊接的焊锡机、用于对转子监控的检测装置及对装配完成后的转子进行提取的下料装置。
该发明由送料驱动装置、提取装置、压合装置、焊锡机、下料装置及检测装置组合而成,将送料、提取、组装、焊锡、下料、检测效果集于一体即可通过机械焊锡这一技术方案替代传动焊锡过程中需要人工焊锡的方案。
这种设备生产电机转子,一次焊接,一次检测,成品合格率不高,焊接点不稳固,容易存在虚焊和漏焊的问题。
发明内容
本发明的目的一,在于提供一种电机转子的焊锡方法,采用本方法生产出来的电机转子,具有焊锡饱满、焊锡点牢固可靠、焊接更均匀、明显降低虚焊和漏焊问题,出品的合格品率高等优点。
为解决上述技术问题,本发明是通过以下技术方案实现的:
一种电机转子的焊锡方法,包括以下步骤:
S1.将绕设有线圈的电机转子运输到整形机构下方,并对电机转子的换向器挂线凸耳进行整形;
S2.对转子换向器挂线凸耳和线圈的连接处进行第一次焊接形成第一焊点;
S3.经过第一次焊接的电机转子,检测被焊点焊锡包裹是否完好,用电机转子测试仪对电机转子的每两个相邻的绕组与绕组之间的电阻阻值进行测量及检测转子是否漏电,合格品进行下一步工序,不合格品进行筛除;
S4.将压敏电阻输送并放置在压敏焊锡夹具上,再将第一次焊接合格的电机转子放入压敏焊锡夹具上,且位于对转子换向器挂线凸耳和线圈的连接处吻合;
S5.将压敏电阻和第一焊点进行第二次焊接;
S6.经过第二次焊接的电机转子,用测试仪对电机转子检测压敏电阻的电波波形和是否存在漏电情况,合格品进行收料,不合格品进行筛除。
通过采用上述技术方案,先对换向器挂线凸耳和线圈的连接处进行第一次焊接,再将压敏电阻和第一焊点进行第二次焊接,且每次焊接都筛除掉不合格品,使得本发明生产的电子转子具有焊锡饱满、焊锡点牢固可靠、焊接更均匀、明显降低虚焊和漏焊问题,出品的合格率高等优点。
本发明的目的二,在于提供一种电机转子用焊锡机,能够全自动化地完成电机转子的焊锡工作,无需人工,效率高、出品的电机转子不存在不合格品,无需人工再质检。
一种电机转子用焊锡机,供如上述电机转子的焊锡方法进行自动焊锡工作,包括操作台,操作台上设置有沿着工位顺序依次衔接的入料机构、整形机构、第一焊锡机构、第一检测机构、第一筛除机构、第二焊锡机构、第二检测机构、第二筛除机构;
入料机构,用于输送电机转子进入工位进行焊接工作,包括输送轨道以及驱动输送轨道进行运输的输送电机转子;
整形机构,用于将电机转子的转子换向器挂线凸耳进行整形,包括整形机械手以及驱动整形机械手伸出进行整形工作或者缩回工位的的整形驱动件;
第一焊锡机构,用于对转子换向器挂线凸耳和线圈的连接处进行第一次焊接;
第一检测机构,用于检测电机转子每两个相邻的绕组与绕组之间的电阻阻值和转子是否漏电,包括电信号连接的测试头和电阻测试仪;
第一筛除机构,用于取走第一次焊接不合格的电机转子,包括第一机械手和驱动第一机械手抓取电机转子的第一驱动组件;
压敏电阻输送组件,用于输送压敏电阻,并将压敏电阻放置在第一次焊接的合格电机转子上;
第二焊锡机构,用于对第一次焊接的焊接点与压敏电阻进行第二次焊接;
第二检测机构,用于检测第二次焊接合格的电机转子的压敏电阻的电波波形和是否存在漏电情况;
第二筛除机构,用于取走第二次焊接不合格的电机转子,包括第二机械手和驱动第二机械手抓取电机转子的第二驱动组件。
优选的,所述输送轨道包括平行设置且相导通的预输送轨道和主输送轨道,预输送轨道的输送末端设有限位挡板,预输送轨道的侧边设有用于将电机转子从预输送轨道推送到主输送轨道的推送气缸、以及检测是否有电机转子的第一传感器,主输送轨道的起始段位于整形机构的下方。
优选的,所述整形机构包括整形安装座、整形机械手可上下升降地设置在整形安装座上、驱动整形机械手上下升降的整形驱动件,整形驱动件为整形驱动气缸,整形驱动气缸与第一传感器、推送气缸均电信号连接。
优选的,第一焊锡机构包括第一焊锡组件和第一送锡组件,第一焊锡组件安装有焊枪安装座、安装在焊枪安装座上的焊枪;第一送锡组件包括送锡安装座、设置在送锡安装上的送锡导向杆,第一送锡组件还包括出锡枪座,出锡枪座安装有与送锡导向杆的数量一一对应的出锡枪,出锡枪与焊枪的数量一一对应。
优选的,所述操作台设置有将经过第一次焊接的电机转子输送到第二焊锡机构处的翻转送料机构,翻转送料机构包括安装基座、沿翻转送料机构上下升降的翻转滑动组件,所述翻转滑动组件轴向固定、周向旋转地连接有翻转座,翻转座固定连接有翻转驱动件,翻转驱动件联动连接有翻转机械手。
优选的,所述第二焊锡机构包括圆形转盘,圆形转盘上至少设有转子入料工位、压敏电阻放置工位、第二焊锡工位、出料工位。
优选的,所述第二焊锡机构还包括焊台手柄组件,所述焊台手柄组件包括有安装支架和安装在安装支架上的焊台手柄,安装支架连接有用于调节安装支架X轴方向的X轴位置调节组件、用于调节安装支架Y轴方向的Y轴位置调节组件、用于调节安装支架Z轴方向的Z轴位置调节组件、用于控制焊台手柄绕安装支架进行周向运动的周向调节组件。
优选的,所述压敏电阻输送组件,包括螺旋振动盘和用于输送压敏电阻的带压敏输送轨道的支撑座,螺旋振动盘与支撑座相衔接,所述支撑座于输送轨道处设有对压敏电阻进行加热的预热部件。
优选的,所述电阻测试仪和第二检测机构均电信号连接有显示屏,检测结果通过电信号传输并显示在显示屏上。
通过采用上述技术方案,本发明具有如下优点:
1.先对换向器凸耳和线圈的连接处进行第一次焊接,再将压敏电阻和第一焊点进行第二次焊接,且每次焊接都筛除掉不合格品,使得本发明生产的电机转子具有焊锡饱满、焊锡点牢固可靠、焊接更均匀、明显降低虚焊和漏焊问题,出品的合格品率高等优点;
2.整个设备结构紧凑、设计合理、全程全自动化,大大提高生产效率。
附图说明
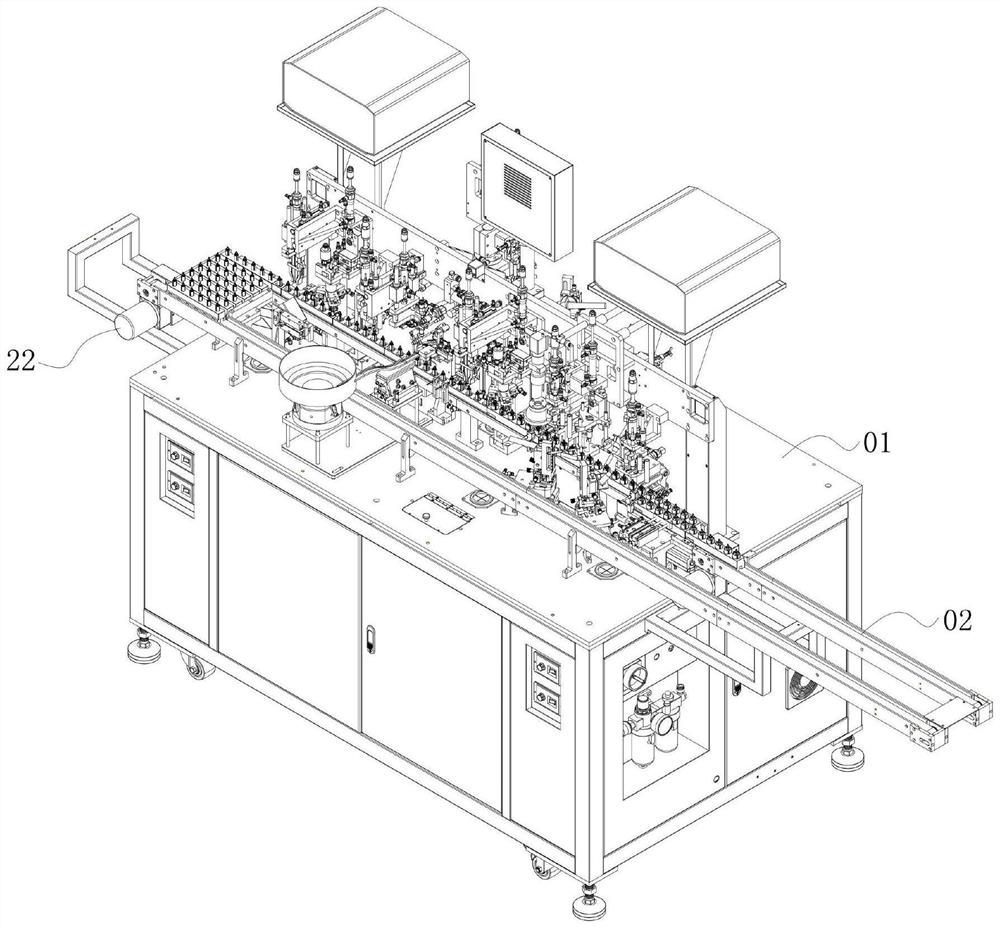
图1为本发明电机转子用焊锡机的结构示意图一;
图2为本发明电机转子用焊锡机的结构示意图二;
图3为图2的A部放大图;
图4为操作台台面上的结构示意图;
图5为图4的B部放大图;
图6为整形机构的剖视结构图;
图7为整形机构的剖视结构图;
图8为第一焊锡机构的结构示意图;
图9为第一焊锡组件的结构示意图;
图10为周向调节组件的结构示意图;
图11为翻转送料机构的结构示意图;
图12为送料转盘的结构示意图;
图13为压敏电阻输送组件的结构示意图;
图14为第一筛除机构、第二筛除机构的结构示意图;
图15为出料结构示意图。
01.操作台;02.入料机构;21.输送轨道;211.预输送轨道;212.主输送轨道;22.输送电机;23.限位挡板,24.推送气缸;25.第一传感器;
03.整形机构;31.整形安装座;32.整形机械手;33.驱动气缸;
04.第一焊锡机构;41.第一焊锡组件;411.焊台手柄;412.焊台手柄装座;42.第一送锡组件,421.第一送锡导向杆;422.第一出锡枪座;423.第一出锡枪;
05.第一检测机构;51.测试头;52.电阻测试仪;
06.第一筛除机构;61.第一机械手;62.第一驱动组件;
07.翻转送料机构,71.安装基座;72.翻转滑动组件;721.翻转座;73.翻转驱动件;74.翻转机械手;
08.压敏电阻输送组件;81.螺旋振动盘;82.支撑座;821.压敏输送轨道;83.预热部件;
09.第二焊锡机构;91.第二焊锡组件;911.安装支架;912.焊台手柄;92.第二锡线输送组件;921.第二送锡安装座;922.第二送锡导向杆;923.第二出锡枪座;924.第二出锡枪;93.圆形转盘;931.转子入料工位;932.压敏电阻放置工位;933.空转工位;934.第二焊锡工位;935.出料工位;
10.第二检测机构;
11.第二筛除机构;111.第二机械手;112.第二驱动组件;
12.出料组件;121.成品输送轨道;122.成品出料件;123.成品驱动件;
131.X轴位置调节组件;132.Y轴位置调节组件;133.Z轴位置调节组件;134.周向调节组件。
具体实施方式
下面对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其它实施例,都属于本发明保护的范围。
实施例一
一种电机转子的焊锡方法,用于焊接电机转子,主要包括转子轴、铁芯、线圈、带换向器挂线凸耳的三极换向器,线圈绕设在铁芯上,
S1.将绕设有线圈的电机转子用周转板条载具运输到整形机构下方,并对电机转子的换向器挂线凸耳进行整形;
S2.对换向器挂线凸耳和线圈的连接处进行第一次焊接形成第一焊点;
S3.经过第一次焊接的电机转子,用视觉进行外观检测,检测被焊点焊锡包裹是否完好,用电机转子测试仪对电机转子的每两个相邻绕组与绕组之间的电阻阻值及检测转子是否漏电进行测量,合格品进行下一步工序,不合格品进行筛除;
S4.将第一次焊接合格的电机转子放入压敏焊锡夹具上,再将压敏电阻输送并放置在压敏焊锡夹具上,且第一焊点与压敏电阻的待焊接点相吻合;
S5.将压敏电阻和第一焊点进行第二次焊接;
S6.经过第二次焊接的电机转子,用电机转子测试仪对电机转子检测压敏电阻的电波波形和是否存在漏电情况,合格品进行收料,不合格品进行筛除。
实施例二
一种电机转子用焊锡机,包括操作台01,操作台01上设置有沿着工位顺序依次衔接的入料机构02、整形机构03、第一焊锡机构04、第一检测机构05、第一筛除机构06、第二焊锡机构09、第二检测机构10、第二筛除机构11。
入料机构02,用于输送电机转子进入工位进行焊接工作,包括输送轨道21以及驱动输送轨道21进行运输的输送电机22,整形机构03、第一焊锡机构04、第一检测机构05、第一筛除机构06、第二焊锡机构09、第二检测机构10、第二筛除机构11均位于输送轨道21的输送路径上;输送轨道21包括平行设置且相导通的预输送轨道211和主输送轨道212,预输送轨道211的输送末端设有限位挡板23,将载有电机转子的周转板条从预输送轨道211推送到主输送轨道212的推送气缸24、以及检测是否有电机转子的第一传感器25,主输送轨道212的起始段位于整形机构03的下方。
整形机构03,用于将电机转子的换向器挂线凸耳进行整形,整形机构03包括整形安装座31、设置在整形安装座31上且可上下升降的整形机械手、驱动整形机械手上下升降的驱动气缸32,驱动气缸32与第一传感器25、推送气缸24均电信号连接。
第一焊锡机构04,用于对换向器挂线凸耳和线圈的连接处进行第一次焊接,第一焊锡机构04包括第一焊锡组件41和第一送锡组件42,第一焊锡组件41安装有焊台手柄安装座412、安装在焊台手柄安装座412上的焊台手柄411(这里也可以为激光焊接,为了降低设备制造成本,优选采用烙焊焊枪),第一送锡组件42包括第一送锡安装座、设置在第一送锡安装上的三根第一送锡导向杆421,还包括第一出锡枪座422,第一出锡枪座422安装有与第一送锡导向杆421的数量一一对应的第一出锡枪423,第一出锡枪423与焊台手柄411的数量一一对应。锡线经由第一送锡导向杆421输送至第一出锡枪423,第一出锡枪423的出锡嘴与焊台手柄411的焊接头一一对应,且二者一起完成焊锡动作。
第一检测机构05,为视觉外观检测机构,用于检测第一次焊接焊点外观检测,是否焊锡包裹合格,也用于检测电机转子的每两个相邻电极之间的电阻阻值是否合格,包括检测机械手51、摄像头、电阻测试仪52,摄像头、电阻测试仪52均电信号连接有显示屏;检测结果通过电信号传输并显示在显示屏上,其中,电阻测试仪52为市面上购买的常规电阻测试仪52,可测量电机转子两个相邻的换向器之间的阻值即可。
第一筛除机构06,用于取走第一次焊接不合格的电机转子,包括第一机械手61和驱动第一机械手61抓取电机转子的第一驱动组件62;
操作台01设置有将经过第一次焊接的电机转子输送到第二焊锡机构09处的翻转送料机构07,用于将第一次焊接合格的电机转子放入压敏焊锡夹具上,再将压敏电阻输送并放置在压敏焊锡夹具上进行第二次焊接,也用于将第二次焊接好的电机转子放入主输送轨道212的载有电机转子的周转板条上。翻转送料机构07包括安装基座71、沿翻转送料机构07上下升降的翻转滑动组件72,所述翻转滑动组件72轴向固定、周向旋转地连接有翻转座721,翻转座721固定连接有翻转驱动件73,翻转驱动件73联动连接有翻转机械手74;
压敏电阻输送组件08,用于输送压敏电阻,并将压敏电阻放置在经过第一次焊接的电机转子上;包括螺旋振动盘81和用于输送压敏电阻的带压敏输送轨道821的支撑座82,螺旋振动盘81与支撑座82相衔接,所述支撑座82于压敏输送轨道821处设有对压敏电阻进行加热的预热部件83,预热部件83主要采用加热棒或者电热丝构成;
第二焊锡机构09,用于对第一次焊接的焊接点与压敏电阻进行第二次焊接,包括圆形转盘93,圆形转盘93的底部设有驱动圆形转盘93转动的转动电机,圆形转盘93上至少设有转子入料工位931、压敏电阻放置工位932、第二焊锡工位934、出料工位935,优选地,在压敏电阻放置工位932和第二焊锡工位934之间设置2个空转工位933,以便减少焊接时的等待时间,提高焊接效率;
翻转机械手74从输送轨道21上抓取电机转子后,旋转放入转子入料工位931;同步地,压敏电阻先加热再被放置到压敏电阻放置工位932的电子转子上,再运转到第二焊锡工位934进行第二次焊接;
第二焊锡机构09还包括第二焊锡组件91和第二锡线输送组件92;第二焊锡组件91包括有安装支架911和安装在安装支架911上的焊台手柄912;第二锡线输送组件92包括第二送锡安装座921、设置在第二送锡安装座921上的三根第二送锡导向杆922,第二锡线输送组件92还包括第二出锡枪座923,第二出锡枪座923安装有与第二送锡导向杆922的数量一一对应的第二出锡枪924,第二出锡枪924与焊台手柄912的数量一一对应。锡线经由第二送锡导向杆922输送至第二出锡枪924,第二出锡枪924的出锡嘴与焊台手柄912的焊接头一一对应,且二者一起完成焊锡动作。
第二检测机构10,用于检测压敏电阻的电波波形和是否存在漏电情况;采用市面上采购的可以测量压敏电阻的电波波形和漏电情况的测试仪器,该测试仪电信号连接有显示屏,检测结果通过电信号传输并显示在显示屏上。
第二筛除机构11,用于取走第二次焊接不合格的电机转子,包括第二机械手111和驱动第二机械手111抓取电机转子的第二驱动组件62;
所述操作台01上设有出料组件12,出料组件12包括成品输送轨道121和成品出料件122,成品出料件122联动连接有用于驱动其与成品输送轨道121衔接或断连的成品驱动件123。
实施例三
与实施例二不同的是,第一焊锡机构04也设有用于调节焊台手柄411X轴方向的X轴位置调节组件131、用于调节焊台手柄411Y轴方向的Y轴位置调节组件132、用于调节焊台手柄411Z轴方向的Z轴位置调节组件133、用于控制焊台手柄411绕焊台手柄安装座412进行周向运动的周向调节组件134。
第二焊锡机构09包括用于调节焊台手柄912X轴方向的X轴位置调节组件131、用于调节焊台手柄912Y轴方向的Y轴位置调节组件132、用于调节焊台手柄912Z轴方向的Z轴位置调节组件133、用于控制焊台手柄912绕安装支架911进行周向运动的周向调节组件134。
所述X轴位置调节组件131包括与安装支架911在X轴方向形成滑移连接的X轴底座、与X轴底座联动连接的X轴滚珠丝杆副。
所述Y轴位置调节组件132包括与X轴底座在Y轴方向形成滑移连接的Y轴底座、与Y轴底座联动连接的Y轴滚珠丝杆副。
所述Z轴位置调节组件133包括与Y轴底座固定连接Z轴底座、用于控制Z轴底座上下升降高度的Z轴驱动气缸。
所述安装支架911设有供Z轴底座上下升降的升降轨道,且安装支架911上固定有用于显示升降高度的刻度尺。
所述焊台手柄912与安装支架911之间固定有焊台手柄基座9121,焊台手柄基座9121带有腔体9122,腔体9122内轴向固定、周向旋转地固定有半圆形转盘9123,半圆形转盘9123的弧形底面朝向X轴位置调节组件131的一侧,半圆形转盘9123的平面状顶面联动连接有调节杆9124,调节杆9124伸出焊台手柄912基座,半圆形转盘9123与焊台手柄912联动连接。
以上仅为本发明较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内所做任何修改、等同替换和改进等,均应包含在本发明的保护范围之内。
- 电机转子的焊锡方法及焊锡机
- 焊锡机出锡异常监控机构和方法、出锡装置及焊锡机