一种车门包边系统及其方法
文献发布时间:2023-06-19 18:34:06
技术领域
本发明属于汽车制造技术领域,更具体地,涉及一种车门包边系统及其方法。
背景技术
目前汽车车门的包边方式一般为手工钣金包边、压机包边和机器人包边三种形式,车门包边基本上仅对外轮廓进行包边,车门窗框为焊接总成无需进行包边;少数窗框处也需要进行包边的车门由于包边夹具及滚压头设计复杂,一般采用分工序进行包边,即先对车门外轮廓进行包边,然后再单独对车门窗框部分进行包边,投入的工装设备较多,投资成本较大。
发明内容
针对现有技术的以上缺陷或改进需求,本发明提供
一种车门包边系统,包括用于旋转车门方位的四面体转台、用于固定的车门的包边夹具、用于对应固定在包边夹具上的车门进行包边的滚压头,滚压头安装在外部操作装置上;
所述包边夹具包括夹具底座和包边胎膜,夹具底座固定在四面体转台上,夹具底座上设置有多组翻转定位销单元,夹具底座上每条边上设置有多组定位块单元,夹具底座上每条边上设置有若干组压紧单元,夹具底座上设有底板;所述包边胎膜固定安装在底板上,包边胎膜包括胎膜本体、若干组吸盘、若干组弹性挡边及零件检测开关,其中吸盘沿车门对应的胎膜本体均布,将车门外板紧紧贴在胎膜上;弹性挡边沿车门外轮廓及窗框对应的胎膜本体进行均布;
所述滚压头为直筒杆状结构,上端连接外部操作装置;下端为近似L型的包边滚轮安装底座,安装底座上布置了3组包边滚轮,即小圆滚轮、台阶小圆滚轮和安装在L型斜面上的大圆滚轮,所述小圆滚轮为小直径锥形滚轮;包边滚轮安装底座的背面安装有刻度尺;滚压头的中间部位安装有螺旋弹簧,当滚轮受力后压缩弹簧可产生位移;滚压头的外侧罩有防护罩,防护罩底部安装有标尺,与包边滚轮安装底座背面的刻度尺配合指示滚轮受力后的位移量。
进一步的,所述四面体转台包括转台底座、驱动单元、转台框架和连接座;转台底座固定在地面上;所述驱动单元上方设有可活动的转盘,驱动单元固定安装在转台底座中心,可驱动转盘转动;
所述转台框架为四面立方体结构,底部设有与转盘配套的凹槽,固定安装在转盘上,转台框架的每个面上有安装板和转台框架安装孔,用于安装连接座;连接座为梯形结构,连接座竖面与斜面均设有连接座安装孔,连接座竖面与转台框架通过安装孔固定连接,连接座斜面与所述包边夹具通过安装孔固定连接,连接座的斜面与转台底座夹角为45度,夹具底座固定在四面体转台的连接座上;
进一步的,所述外部操作装置为机器人,机器人第六轴的法兰盘上安装有滚压头,所述机器人为六轴机器人;机器人底部安装有底座,机器人第六轴执行端设有法兰盘,法兰盘可用于安装滚压头(3);机器人设有电气控制PLC讯通单元。
进一步的,所述驱动单元包括箱体、伺服电机、减速机、齿轮及转盘。
进一步的,机器人旁配置有压力标定装置,能够对滚压头的包边压力进行标定;
一种车门包边方法,包括以下步骤:
步骤一:车门外板人工涂折边胶;
步骤二:车门内板人工涂减震胶;
步骤三:车门内外板扣合,零件检测开关检测出包边夹具上有待加工车门;
步骤四:电气控制包边夹具上定位块单元翻转到位;
步骤五:人工将内外板扣合好的车门放置到包边夹具的胎膜本体上,车门外板依靠翻转到位的定位块单元对车门外板翻边进行定位;
步骤六:车门外板定位后,电气控制包边夹具的吸盘工作,将车门外板紧紧吸附在胎膜本体上;
步骤七:人工翻转包边夹具的2组翻转定位销单元,对车门内板进行精确定位,翻转到位后电气控制定位销单元自动锁紧;
步骤八:电气控制压紧单元将车门内外板压紧在胎膜本体上;
步骤九:电气控制四面体转台进行旋转,由车门上件位旋转至机器人包边位;
步骤十:外部操作装置利用滚压头对车门外轮廓进行第一次包边,包边角度60度;
步骤十一:包边过程中吸盘始终处于工作状态,翻转定位销单元始终处于夹紧状态,包边滚轮即将经过处由电气控制将压紧单元和定位块单元打开以便对外板翻边进行包边,滚压头经过后由电气控制将压紧单元和定位块单元进行夹紧;
步骤十二:车门外轮廓第一次包边后,外部操作装置利用滚压头对窗框部分进行第一次包边,包边角度45度;
步骤十三:外部操作装置利用滚压头对车门外轮廓进行第二次包边,包边角度30度;
步骤十四:外部操作装置利用滚压头对窗框部分进行第二次包边,包边角度0度;
步骤十五:外部操作装置利用滚压头对车门外轮廓进行第三次包边,包边角度0度;
步骤十六:电气控制四面体转台进行旋转,由机器人包边位旋转至车门上件位;
步骤十七:电气控制吸盘停止工作,翻转定位销单元、压紧单元、定位块单元打开;
步骤十八:人工将包边好的车门卸下;
进一步的,步骤三中如果零件检测开关检测出包边夹具上没有待加工车门,则不进行电气控制,不进行包边。
进一步的,所述包边角度指的是滚压头和车门外板的夹角,不同的包边角度应用不同的包边压力。
进一步的,不同的包边角度应用不同的包边压力具体实现方法如下:
滚压头内部有一压缩弹簧,不同的压缩量对应不同的包边压力,每次包边时,滚压头滚轮随着车门外板翻边包边角度的变化,弹簧的压缩量逐渐增大,提供的包边压力也逐渐增大,当第三次包边角度为0度时,包边压力达到最大值。
总体而言,通过本发明所构思的以上技术方案与现有技术相比,能够取得下列有益效果:
1.本发明的车门包边系统,每一面包边夹具的结构设计能够实现车门外轮廓及车门窗框的包边,集成度高;
2.本发明的车门包边系统,设计专用的滚压头,滚轮的功能能够同时满足车门外轮廓包边和车门窗框部位的包边;
3.本发明的的车门包边系统,能够同时对四个车门进行包边,包边时采用一次外轮廓包边,一次窗框包边,交替循环,避免外轮廓反复包边板件挫动后影响窗框部位的包边尺寸,包边效果好。
附图说明
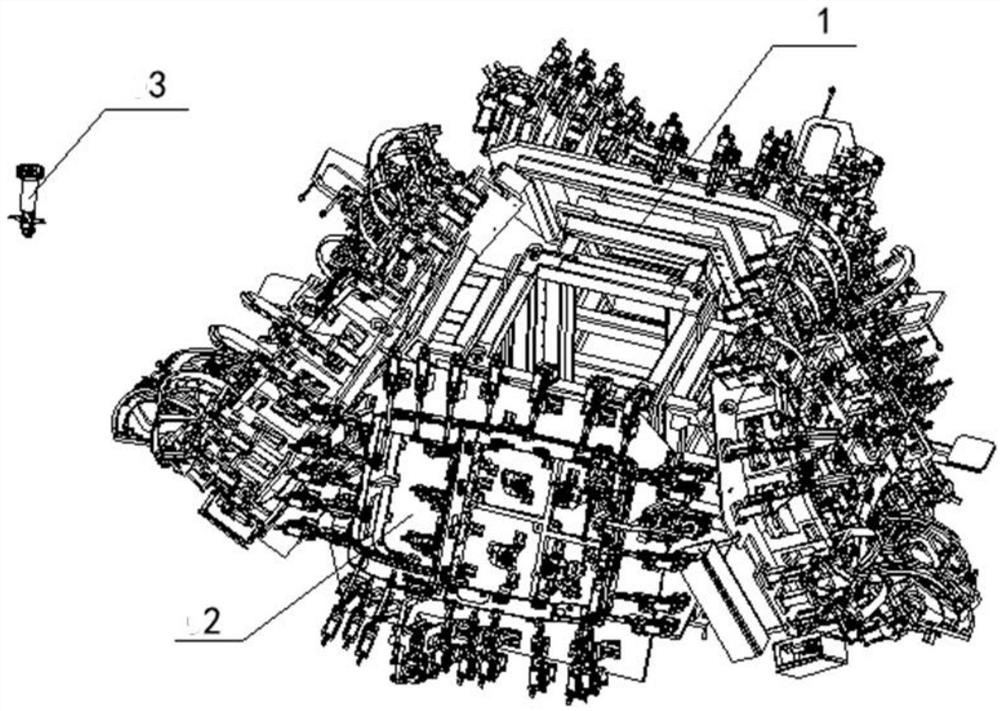
图1为本发明一种车门包边系统结构示意图;
图2为本发明一种车门包边系统四面体转台示意图;
图3为本发明一种车门包边系统驱动单元示意图;
图4为本发明一种车门包边系统转台框架示意图;
图5为本发明一种车门包边系统连接座示意图;
图6为本发明一种车门包边系统包边夹具示意图;
图7为本发明一种车门包边系统夹具底座示意图;
图8为本发明一种车门包边系统包边胎膜示意图;
图9为本发明一种车门包边系统机器人示意图;
图10为本发明一种车门包边系统滚压头的滚轮示意图;
图11为本发明一种车门包边系统压力标定装置示意图;
图12为本发明一种车门包边系统滚压头示意图;
图13为本发明一种车门包边系统滚压头的螺旋弹簧示意图;
在所有附图中,同样的附图标记表示相同的技术特征,具体为:1-四面体转台、1-1-转台底座、1-2-驱动单元、1-2-1转盘、1-2-2-箱体、1-3-转台框架、1-3-1-凹槽、1-3-2-安装板、1-3-3-转台框架安装孔、1-4-连接座、1-4-1-连接座安装孔、2-包边夹具、2-1-夹具底座、2-1-2-翻转定位销单元、2-1-3-压紧单元、2-2-包边胎膜、2-2-1-胎膜、2-2-2-吸盘、2-2-3-弹性挡边、3-滚压头、3-1-滚压头防护罩、3-2-刻度尺、3-3-标尺、3-4-螺旋弹簧、4-机器人、5-压力标定装置。
具体实施方式
为了使本发明的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅用以解释本发明,并不用于限定本发明。此外,下面所描述的本发明各个实施方式中所涉及到的技术特征只要彼此之间未构成冲突就可以相互组合。
请参考图1,一种车门包边系统,包括用于旋转车门方位的四面体转台1、用于固定的车门的包边夹具2、用于对应固定在包边夹具上的车门进行包边的滚压头3,滚压头3安装在外部操作装置上;
请参考图6,所述包边夹具2包括夹具底座2-1和包边胎膜2-2,夹具底座2-1固定在四面体转台1上,请参考图7,夹具底座2-1上设置有多组翻转定位销单元2-1-2,用于对车门内板进行定位,夹具底座2-1上每条边上设置有多组定位块单元2-1-4,用于对车门外板进行定位,夹具底座2-1上每条边上设置有若干组压紧单元2-1-3,用于将车门内外板压紧在包边胎膜2-2上,夹具底座2-1上设有底板2-1-1;请参考图8,所述包边胎膜2-2通过螺栓固定安装在底板2-1-1上,包边胎膜2-2包括胎膜本体2-2-1、若干组吸盘2-2-2、若干组弹性挡边2-2-3及零件检测开关2-2-4,其中吸盘2-2-2沿车门对应的胎膜本体2-2-1均布,主要用于对车门外板进行吸附,将车门外板紧紧贴在胎膜2-2-1上;弹性挡边2-2-3沿车门外轮廓及窗框对应的胎膜本体2-2-1进行均布,主要用于包边时对车门外板轮廓进行限位;
请参考图10和图12,为满足车门外轮廓及窗框部分包边的需求,设计开发了专用的滚压头3,所述滚压头3为直筒杆状结构,上端连接外部操作装置;下端为近似L型的包边滚轮安装底座,安装底座上布置了3组包边滚轮,即小圆滚轮3-3、台阶小圆滚轮3-2和安装在L型斜面上的大圆滚轮3-1,所述小圆滚轮3-3为小直径锥形滚轮;其中大圆滚轮3-1主要负责车门外轮廓平直段或大圆弧段的包边,小圆滚轮3-3主要负责车门外轮廓小圆弧段的包边,台阶小圆滚轮3-2主要负责车门窗框处狭小空间的包边;包边滚轮安装底座的背面安装有刻度尺;请参考图10,滚压头3的中间部位安装有螺旋弹簧3-4,当滚轮受力后压缩弹簧可产生位移;滚压头3的外侧罩有防护罩3-1,防护罩3-1底部安装有标尺3-3,与包边滚轮安装底座背面的刻度尺3-2配合指示滚轮受力后的位移量,刻度尺3-2能跟着滚轮上下浮动,标尺3-3连接防护罩3-1固定不动,标尺3-3上有根刻线,用于指示刻度具体位置。
请参考图2,所述四面体转台1包括转台底座1-1、驱动单元1-2、转台框架1-3和连接座1-4;转台底座1-1通过化学螺栓固定在地面上;所述驱动单元1-2上方设有可活动的转盘1-2-1,驱动单元1-2通过螺栓固定安装在转台底座1-1中心,可驱动转盘1-2-1转动;
请参考图4,所述转台框架1-3为四面立方体结构,底部设有与转盘1-2-1配套的凹槽1-3-1,固定安装在转盘1-2-1上,转台框架1-3的每个面上有安装板1-3-2和转台框架安装孔1-3-3,用于安装连接座1-4;请参考图5,连接座1-4为梯形结构,连接座竖面与斜面均设有连接座安装孔1-4-1,连接座竖面与转台框架1-3通过安装孔固定连接,连接座斜面与所述包边夹具2通过安装孔固定连接,为保证机器人能够对四面体转台每个面上的车门进行包边,连接座1-4的斜面与转台底座1-1夹角为45度,夹具底座2-1固定在四面体转台1的连接座1-4上;
请参考图9,所述外部操作装置为机器人4,机器人4第六轴的法兰盘上安装有滚压头3,所述机器人4为六轴机器人,具有较大的活动自由度和工作半径,能够适应车门外轮廓和车门窗框部位不用位置和姿态的包边;机器人底部安装有底座,使机器人具有一定的安装高度,机器人第六轴执行端设有法兰盘,可用于安装滚压头;机器人设有电气控制PLC讯通单元以便控制夹具的夹紧打开动作。
请参考图3,所述驱动单元1-2包括箱体1-2-2、伺服电机、减速机、齿轮及转盘1-2-1。驱动单元1-2为四面体转台1的旋转提供动力,通过伺服电机及变频器控制,能够实现四面体转台1的精确定位及速度调节;
请参考图11,机器人4旁配置有压力标定装置5,能够对滚压头3的包边压力进行标定;滚压头3在压力标定装置上施加一定外力,滚压头出现一定的位移后,通过压力标定装置上的传感器显示对应的压力值是否有所衰减,起到压力检测所用,滚压头受力后位移量的多少可通过滚压头上的机械标尺进行读数。
一种车门包边方法,包括以下步骤:
步骤一:车门外板人工涂折边胶;
步骤二:车门内板人工涂减震胶;
步骤三:车门内外板扣合,零件检测开关2-2-4检测出包边夹具2上有待加工车门;
步骤四:电气控制包边夹具2上定位块单元2-1-4翻转到位;
步骤五:人工将内外板扣合好的车门放置到包边夹具2的胎膜本体2-2-1上,车门外板依靠翻转到位的定位块单元2-1-4对车门外板翻边进行定位;
步骤六:车门外板定位后,电气控制包边夹具2的吸盘2-2-2工作,将车门外板紧紧吸附在胎膜本体2-2-1上;
步骤七:人工翻转包边夹具2的2组翻转定位销单元2-1-2,对车门内板进行精确定位,翻转到位后电气控制定位销单元2-1-2自动锁紧;
步骤八:电气控制压紧单元2-1-3将车门内外板压紧在胎膜本体2-2-1上;
步骤九:电气控制四面体转台1进行旋转,由车门上件位旋转至机器人包边位;
步骤十:外部操作装置利用滚压头3对车门外轮廓进行第一次包边,包边角度60度;
步骤十一:包边过程中吸盘2-2-2始终处于工作状态,翻转定位销单元2-1-2始终处于夹紧状态,包边滚轮即将经过处由电气控制将压紧单元2-1-3和定位块单元2-1-4打开以便对外板翻边进行包边,滚压头3经过后由电气控制将压紧单元2-1-3和定位块单元2-1-4进行夹紧;
步骤十二:车门外轮廓第一次包边后,外部操作装置利用滚压头3对窗框部分进行第一次包边,包边角度45度;
步骤十三:外部操作装置利用滚压头3对车门外轮廓进行第二次包边,包边角度30度;
步骤十四:外部操作装置利用滚压头3对窗框部分进行第二次包边,包边角度0度;
步骤十五:外部操作装置利用滚压头3对车门外轮廓进行第三次包边,包边角度0度;
步骤十六:电气控制四面体转台1进行旋转,由机器人包边位旋转至车门上件位;
步骤十七:电气控制吸盘2-2-2停止工作,翻转定位销单元2-1-2、压紧单元2-1-3、定位块单元2-1-4打开;
步骤十八:人工将包边好的车门卸下;
步骤三中如果零件检测开关2-2-4检测出包边夹具2上没有待加工车门,则不进行电气控制,不进行包边。
所述包边角度指的是滚压头3和车门外板的夹角,不同的包边角度应用不同的包边压力,从而避免包边缺陷的产生。
滚压头3内部有一压缩弹簧,不同的压缩量对应不同的包边压力,每次包边时,滚压头滚轮随着车门外板翻边包边角度的变化,弹簧的压缩量逐渐增大,提供的包边压力也逐渐增大,当第三次包边角度为0度时,包边压力达到最大值。
本领域的技术人员容易理解,以上所述仅为本发明的较佳实施例而已,并不用于限制本发明,凡在本发明的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本发明的保护范围之内。