一种插管零件保护圈安装方法
文献发布时间:2024-01-17 01:24:51
技术领域
本发明涉及液压密封件装配领域,涉及一种保护圈安装方法,具体涉及一种插管零件保护圈安装方法。
背景技术
舵机是为飞机飞行控制系统配套的核心产品,其先进性和可靠性直接影响飞机的飞行品质及任务完成,插管零件是舵机产品中沟通小舵机组件与舵机壳体组件液压油路的关键零件,插管零件密封性的好坏直接影响到舵机产品的性能,甚至影响飞机装备的安全。
保护圈作为插管密封件的一部分,由SFSB加热可恢复原尺寸的聚四氟乙烯材料加工而成,用于防止密封圈被高压油挤压破坏,稳定密封效果。由于其加工方法导致保护圈会出现(0~5)°的锥角,使保护圈呈现出正反(大小)两个端面。
插管保护圈安装工艺要求正面(大端面)朝向高压油方向,因此在保护圈安装过程中需分辨出保护圈正反(大小)面。传统安装方法通过肉眼分辨、识别正反(大小)面,经常出现无法识别或识别错误的问题。保护圈安装在识别正反(大小)面的前提下,需通过扩张装入插管对应的各个沟槽中,后通过170℃高温加热恢复到原尺寸。
传统安装方法存在保护圈扩张速率不稳定、保护圈易翻边、保护圈安装位置及安装数量易出错、安装效率低等问题。
发明内容
针对现有技术存在的问题,本发明提供了一种有效的插管保护圈安装方法,用于解决舵机产品中插管零件保护圈安装过程中扩张困难、保护圈易翻边、保护圈安装正反面易出错、保护圈安装位置及安装数量易出错、安装效率低等问题。
为了实现上述目的,本发明所用的技术方案是:
一种插管零件保护圈安装方法,包括以下步骤:
步骤一,将插管零件放置在插管定位夹具中,并用真空吸附;将保护圈放置在保护圈定位夹具中;
步骤二,PLC程序控制插管零件和插管定位夹具,将插管零件和插管定位夹具气动移载至电缸推送装置正下方;PLC程序控制保护圈和保护圈定位夹具,将保护圈和保护圈定位夹具气动移载至气动翻转夹爪及视觉识别设备下方;
步骤三,气动翻转夹爪将保护圈夹起,通过视觉识别设备对保护圈正反面进行识别,若当前保护圈不符合程序设定要求,则通过气动翻转夹爪将保护圈旋转180°;
步骤四,气动翻转夹爪将视觉识别后的保护圈移载至保护圈扩张装置正下方;
步骤五,通过气动升降夹爪将保护圈送入保护圈扩张装置,对保护圈进行扩张;
步骤六,通过旋转气缸装置将扩张后的保护圈移载至插管零件正上方;
步骤七,电缸推送装置按一定速度将保护圈送入插管零件对应沟槽中;当保护圈到达指定沟槽位置时,电缸推送装置按一定速度退回到程序设定初始位置,依次完成插管所有保护圈的安装。
优选的,步骤一中,将插管零件手动垂直穿入插管定位夹具中,定位夹具表面粗糙度为0.4,材料选用QAl10-3-1.5铜合金;定位夹具从与插管周向间隙为0.2mm~0.5mm。
优选的,步骤二中,通过PLC程序控制移载行程,将定位夹具及插管零件与电缸推送装置对中,期间始终对插管零件采用真空吸附以防止插管零件移载过程中晃动。
优选的,定位夹具及插管零件移载后,插管零件与电缸推送装置同轴度不大于0.01mm。
优选的,步骤一中,将保护圈手动水平放置在保护圈定位夹具中,向下轻按压并确保保护圈放到底端;定位夹具表面粗糙度为Ra0.4,材料选用QAl10-3-1.5铜合金;定位夹具与保护圈周向间隙不大于1mm。
优选的,步骤二中,保护圈与保护圈定位夹具移载后的位置处于视觉识别设备的识别范围内,保护圈定位夹具与气动翻转夹爪同轴度不大于0.01mm。
优选的,步骤三中,气动翻转夹爪是环槽形式的夹爪,闭合后的夹爪夹持直径为9.51mm~9.55mm。
优选的,视觉识别设备的程序设置为“正-反-反-正-正-反”。
优选的,步骤四中,气动翻转夹爪移载后与保护圈扩张装置同轴度不大于0.01mm;步骤五中,保护圈扩张装置材料为S43110不锈钢,表面粗糙度为0.4,扩张锥度为20°,扩张长度为10~12mm,气动升降夹爪速率为8mm/s~10mm/s。
优选的,步骤六中,旋转气缸装置移载后的保护圈与插管零件同轴度不大于0.01mm,旋转气缸装置外径为7.300mm~7.335mm,内径为6.50mm~6.52mm,表面粗糙度为0.4。
优选的,步骤七中,电缸推送装置推送保护圈的行程依次设置为17.1mm~20.4mm、17.1mm~19.3mm、13.2mm~15.3mm、7mm~9mm、1.9mm~5.1mm、1.9mm~4mm,电缸推送速率10mm/s~15mm/s,气缸退回速率50mm/s。
本发明的有益效果在于:
1.传统保护圈安装方法存在保护圈扩张速率不稳定、保护圈易翻边等问题,通过设计专用定位夹具、专用保护圈扩张装置,结合PLC程序控制,稳定保护圈扩张速率,且保护圈扩张过程中受力均匀,不易发生保护圈翻边。
2.采用视觉识别设备对保护圈正反面进行识别,避免了肉眼观察出现无法识别或识别错误的问题。
3.通过PLC程序控制将保护圈送入插管对应安装沟槽,避免了保护圈安装位置、安装数量易出错的问题。
4.通过设计专用夹具,配合PLC程序控制,选取合理的扩张速率、保护圈推送行程等参数,解决了插管零件保护圈安装易出错、安装效率低的问题。
5.上述参数完整解决了插管零件保护圈的安装问题,保护圈安装过程中不会出现翻边、正反面错误、安装位置及数量错误,保护圈安装合格率高,所选用的参数均非本领域普通技术人员能够轻易得到的参数,并且只有采用本发明所提供的参数才能得到本发明的技术效果。
附图说明
为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
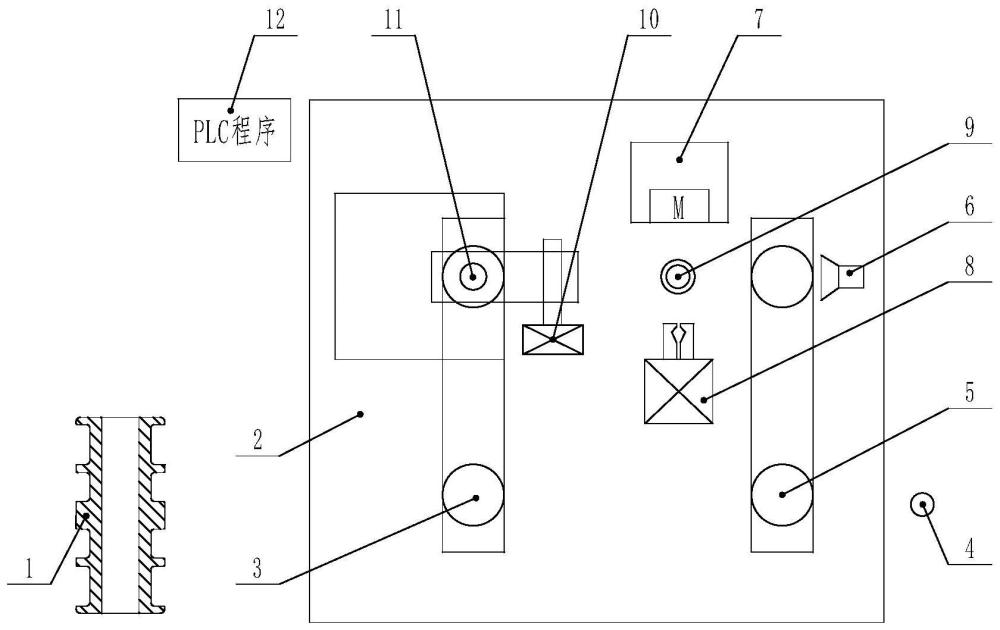
图1是本发明方法的操作示意图;
其中:1-插管零件,2-台架,3-插管定位夹具,4-保护圈,5-保护圈定位夹具,6-视觉识别设备,7-气动翻转夹爪,8-气动升降夹爪,9-保护圈扩张装置,10-旋转气缸装置,11-电缸推送装置,12-PLC程序。
具体实施方式
本部分是本发明的实施例,用于解释和说明本发明的技术方案。在不冲突的情况下,本发明的实施例及实施例中的特征可以互相组合。
本发明的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”等指示方向或位置关系为给予附图说是的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指装置或与案件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。此外,术语“第一”、“第二”等仅用于描述目的,而不能理解为指示或暗示相对重要性或隐含所指示的技术特征的数量。由此,限定有“第一”、“第二”等的特征可以明示或隐含包括更多个该特征。在本发明的描述中,除非另有说明,“多个”的含义是两个或以上。
本发明的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义解释,例如,可以是固定连接,也可以是可拆卸连接或者一体化连接;可以是机械连接,也可以是点连接;可以是直接连接,也可以通过中间媒介间接连接,可以是两个元件内部的连通。对于本领域普通技术人员而言,可以通过具体情况理解上述术语在本发明中的具体含义。
实施例1:
本发明一种插管零件保护圈安装方法,采用视觉识别设备对保护圈正反面进行识别,结合专用保护圈扩张装置对保护圈进行扩张,配合PLC程序控制,解决插管零件保护圈安装过程中扩张困难、保护圈易翻边、保护圈安装正反面易出错、保护圈安装位置及安装数量易出错、安装效率低等问题。
一种插管零件保护圈安装方法,包括以下步骤:
步骤一,将插管零件1放置在台架2上的插管定位夹具3中,并用真空吸附;
步骤二,将插管零件1和插管定位夹具3通过PLC程序12控制,气动移载至电缸推送装置11正下方;
步骤三,将保护圈4放置在台架2上的保护圈定位夹具5中;
步骤四,将保护圈4和保护圈定位夹具5通过PLC程序12控制,气动移载至气动翻转夹爪7及视觉识别设备6下方;
步骤五,气动翻转夹爪7将保护圈4夹起,通过视觉识别设备6对保护圈4正反面进行识别,若当前保护圈不符合程序设定要求,则通过气动翻转夹爪7将保护圈旋转180°;
步骤六,气动翻转夹爪7将视觉识别后的保护圈移载至保护圈扩张装置9正下方;
步骤七,通过气动升降夹爪8将保护圈4送入保护圈扩张装置9,对保护圈4进行扩张;
步骤八,通过旋转气缸装置10将扩张后的保护圈移载至插管零件1正上方;
步骤九,通过电缸推送装置11按一定速度将保护圈送入插管零件1对应沟槽中。当保护圈到达指定沟槽位置时,电缸按一定速度退回到程序设定初始位置,依次完成插管6个保护圈的安装。
优选的,所用夹具包括:插管定位夹具3、保护圈定位夹具5、视觉识别设备6、气动翻转夹爪7、保护圈扩张装置9、旋转气缸装置10、电缸推送装置11。
实施例2:
步骤一是将插管零件1手动垂直穿入插管定位夹具3中,为防止将插管零件划伤,定位夹具3表面粗糙度为0.4,材料选用QAl10-3-1.5铜合金。定位夹具3从与插管1周向间隙为0.2mm~0.5mm。
实施例3:
步骤二中,通过PLC程序12控制移载行程,将定位夹具3及插管零件1与电缸推送装置11对中,采用真空吸附,防止插管零件移载过程中晃动。
优选的,定位夹具3及插管零件1移载后,与电缸推送装置11同轴度不大于0.01mm。
实施例4:
步骤三中,将保护圈4手动水平放置在保护圈定位夹具5中,向下轻轻按压,确保保护圈4放到底端。为防止将保护圈划伤,定位夹具5表面粗糙度为Ra0.4,材料选用QAl10-3-1.5铜合金。定位夹具5与保护圈4周向间隙不大于1mm。
实施例5:
步骤四中,保护圈4与保护圈定位夹具5移载后的位置,处于视觉识别设备6的识别范围内,保护圈定位夹具5与气动翻转夹爪同轴度不大于0.01mm。
实施例6:
步骤五中,气动翻转夹爪7采用环槽形式,闭合后的夹爪夹持直径为9.51mm~9.55mm,视觉识别设备6的程序设置为“正-反-反-正-正-反”。
实施例7:
步骤六中,气动翻转夹爪7移载后与保护圈扩张装置9同轴度不大于0.01mm。
实施例8:
步骤七中,保护圈扩张装置9材料为S43110不锈钢,表面粗糙度为0.4,扩张锥度为20°,扩张长度为10~12mm,气动升降夹爪8速率为8mm/s~10mm/s。
实施例9:
步骤八中,旋转气缸装置10移载后,与插管零件1同轴度不大于0.01mm,旋转气缸装置外径为7.300mm~7.335mm,内径为6.50mm~6.52mm,表面粗糙度为0.4。
实施例10:
步骤九中,电缸推送装置11推送保护圈的行程依次设置为17.1mm~20.4mm、17.1mm~19.3mm、13.2mm~15.3mm、7mm~9mm、1.9mm~5.1mm、1.9mm~4mm,气缸推送速率10mm/s~15mm/s,气缸退回速率50mm/s。
以上显示和描述了本发明的基本原理和主要特征和本发明的优点。本行业的技术人员应该了解,本发明不受上述实施例的限制,上述实施例和说明书中描述的只是说明本发明的原理,在不脱离本发明精神和范围的前提下,本发明还会有各种变化和改进,这些变化和改进都落入要求保护的本发明范围内。本发明要求保护范围由所附的权利要求书及其等效物界定。
- 一种直线杆上保护地线的安装结构及安装方法
- 一种钛合金零件环形角焊缝的焊接保护装置
- 一种真空橡胶轮胎的胎圈保护机构及其安装方法
- 一种真空橡胶轮胎的胎圈保护机构及其安装方法