一种颅内压探头的制作方法
文献发布时间:2024-01-17 01:26:37
技术领域
本申请涉及医疗器械领域,尤其涉及一种颅内压探头的制作方法。
背景技术
颅腔内容物对颅腔壁所产生的压力称为颅内压(intracranial pressure),又称脑压。颅内压增高(increased intracranial pressure)是神经外科常见临床病理综合征,是颅脑损伤、脑肿瘤、脑出血、脑积水和颅内炎症等所共有的征象,上述疾病使颅腔内容物体积增加,导致颅内压持续在20mmHg以上。颅内压增高会引发脑疝危象,可使病人因呼吸循环衰竭而死亡。因此,对具有颅内压增高病症的病人的颅内压及时测定十分重要。
目前用于颅内压测定的压力探头主要采用气囊式探头和压力芯片式探头进行测定。其中,气囊式探头测定为间接测定,颅内压通过气囊薄壁传至其囊中的空气,然后被压力传感器转变为电子信号,该方法测定数据不是很准确。压力芯片式探头中的传感器分为光纤芯片压力传感器和MEMS(微机电系统)芯片压力传感器。光纤芯片压力传感器采用光纤传导,但是由于光纤材料无法弯折,制作和手术过程中容易被折断,所以目前市场应用较少。因此,目前市场上主要采用的是MEMS压力芯片制作的压力传感器,但由于颅内使用环境通常要求颅内压探头的直径尺寸非常微小,例如外壳直径小于1.2mm,设置在其中的压力传感器芯片的尺寸则更加微小,因此,为尺寸如此微小的芯片焊接导线变得更加困难。
现有的导线的焊接方式一般是回流焊、络铁焊、电流焊、热压焊、浸锡焊等,制作难度大,对设备和技术人员要求较高,效率低,成品率低,成本高,导致市面上的颅内压探头普遍价格高。
发明内容
为了降低颅内压探头中传感器芯片与导线之间的焊接难度,显著提高颅内压探头的生产效率,提高成品率,降低成本,本申请提供了一种颅内压探头的制作方法。
本申请提供的颅内压探头中设置有压力传感器芯片,所述压力传感器芯片连接有压力传感器芯片导线,其制作方法包括:
使所述压力传感器芯片导线的一端位于所述压力传感器芯片的焊盘上,采用激光焊接设备将压力传感器芯片导线焊接到所述焊盘上,然后将连接有所述压力传感器芯片导线的所述压力传感器芯片安装于颅内压探头的壳体中。
在至少一个实施方式中,所述激光焊接设备包括喷嘴、金属球、激光器和分盘器,所述喷嘴包括物料喷出口,所述物料喷出口的内径小于所述金属球的直径,所述金属球装在所述分盘器中,所述分盘器与所述物料喷出口连通,
所述焊接的过程包括:
使所述压力传感器芯片导线的一端位于所述压力传感器芯片的焊盘上,调整所述物料喷出口与所述焊盘的相对位置,使所述物料喷出口位于所述焊盘的正上方;
给所述喷嘴输送惰性气体,启动所述激光焊接设备使所述分盘器将所述金属球从所述分盘器沿滑道滚动至所述物料喷出口;
打开所述激光器,使所述金属球熔化并在气体的压力作用下被喷射至所述压力传感器芯片的所述焊盘和所述压力传感器芯片导线上;
冷却,形成将所述压力传感器芯片导线和所述焊盘固定连接的焊点。
在至少一个实施方式中,使所述压力传感器芯片导线的一端位于所述压力传感器芯片的所述焊盘上包括:
提供具有导线槽的定位治具,将压力传感器芯片设置于所述定位治具上;
将所述压力传感器芯片导线限位于所述导线槽中,并使所述压力传感器芯片导线的一端位于所述压力传感器芯片的所述焊盘的中心位置;
所述定位治具安装有一个或多个传感器芯片。
在至少一个实施方式中,调整所述喷嘴的所述物料喷出口与所述压力传感器芯片的所述焊盘的相对位置包括:
将装有所述压力传感器芯片和所述压力传感器芯片导线的所述定位治具转移至所述激光焊接设备的平台上,调整所述激光焊接设备的X、Y移动按钮使所述激光焊接设备的所述平台移动,使所述物料喷出口位于所述焊盘中心的正上方,采用所述激光焊接设备的拍照定位系统拍照修正所述焊盘的位置,确保两者的位置完全对准。
在至少一个实施方式中,所述金属球为锡球、金球、银球或其合金球,直径为0.05~0.4mm,所述分盘器将所述金属球从所述分盘器逐个沿滑道滚动至所述物料喷出口。
在至少一个实施方式中,所述激光器发出的激光的功率为20~100W,波长为500~2000nm,焊接一个所述焊盘的时间为0.2~2秒。
在至少一个实施方式中,所述制作方法还包括:在将所述压力传感器芯片设置于所述壳体前,在所述焊点外侧设置焊点保护层,所述焊点保护层包括保护膜和/或胶水。
在至少一个实施方式中,所述壳体设置有窗口,所述制作方法还包括:
将连接有所述压力传感器芯片导线的压力传感器芯片安装于所述壳体之后,在所述窗口设置探头保护层,所述探头保护层密封所述窗口并覆盖在所述压力传感器芯片的上方,在所述颅内压探头的轴向方向上,所述探头保护层的厚度呈现两端厚、中间薄的形态。
在至少一个实施方式中,所述制作方法还包括:在所述探头保护层外侧设置金属膜。
在至少一个实施方式中,所述的颅内压探头包括温度传感器芯片,所述制作方法还包括:
提供温度传感器芯片与温度传感器芯片导线,使用与焊接所述压力传感器芯片、所述压力传感器芯片导线相同的方法焊接所述温度传感器芯片与所述温度传感器芯片导线,
将焊接有所述温度传感器芯片导线的所述温度传感器芯片安装于所述壳体中。
在至少一个实施方式中,所述壳体包括拼接组装而成的第一壳体和第二壳体,所述制作方法包括:
将焊接有所述压力传感器芯片导线的所述压力传感器芯片安装于所述第一壳体,将所述第二壳体拼接组装于所述第一壳体并焊接固定。
相比于现有颅内压探头中芯片与导线之间常见的回流焊、络铁焊、电流焊、热压焊、浸锡焊等焊接方式,本申请提供的颅内压探头的制作方法中采用激光焊接设备对芯片与导线进行焊接,可以实现焊接过程的自动化操作,焊接位置准确,节省人力成本;焊料使用多少由金属球体积决定,使焊料用量精准可控,焊接处理速度较快,能够显著提高颅内压测量探头的制作效率,提高成品率。
附图说明
图1示出了根据本申请实施方式的颅内压探头的芯片、导线设置于定位治具的示意图。
图2示出了根据本申请实施方式的激光焊接设备的结构示意图。
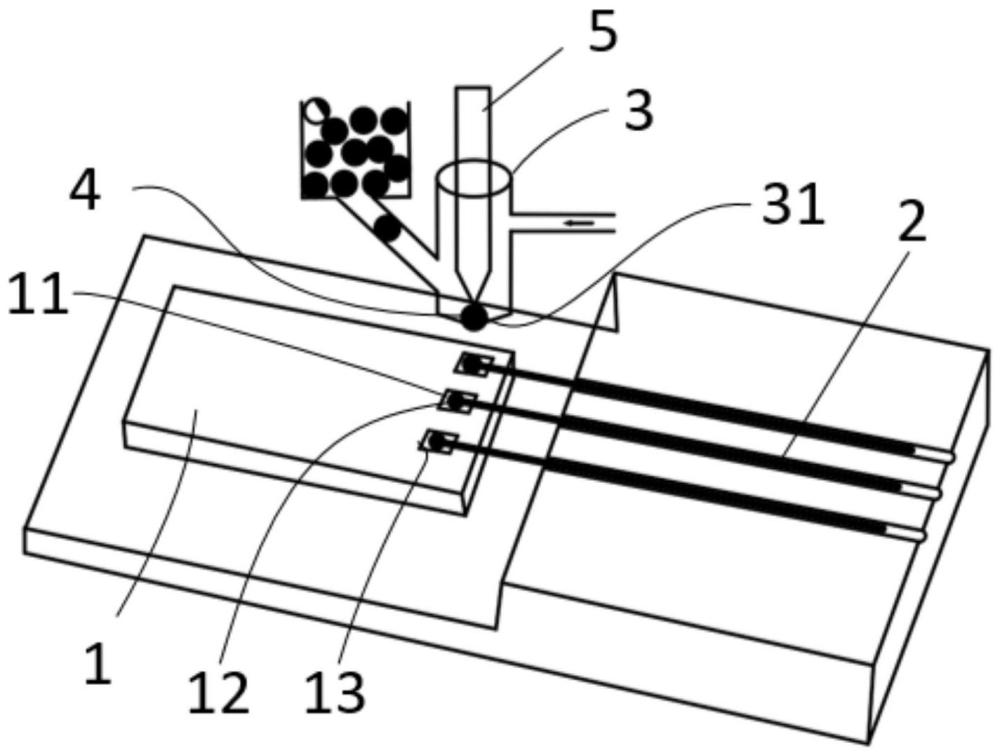
图3示出了根据本申请实施方式的通过激光焊接设备焊接定位治具上的芯片与导线的示意图。
图4示出了根据本申请实施方式的颅内压探头的结构示意图。
图5示出了根据本申请实施方式的设置有探头保护层的颅内压探头的结构示意图。
附图标记说明
1压力传感器芯片;11焊盘;12焊点;13焊点保护层;14探头保护层;141探头保护层中部;142探头保护层端部;
2压力传感器芯片导线;
3喷嘴;31物料喷出口;32分盘器;321储料仓;322输出管;33气体管;
4 金属球;
5 激光;
6壳体;61芯片定位台阶;62窗口;63弧形结构;64第一壳体;641第一组装台阶;65第二壳体;651第二组装台阶;
7定位治具;71导线槽;
8 温度传感器芯片;
9 温度传感器芯片导线。
具体实施方式
下面参照附图描述本申请的示例性实施方式。应当理解,这些具体的说明仅用于示教本领域技术人员如何实施本申请,而不用于穷举本申请的所有可行的方式,也不用于限制本申请的范围。
本申请实施方式提供了颅内压探头的制作方法。
实施例1
本申请实施方式提供的颅内压探头的制作方法可以包括:
(步骤1)参见图1,提供压力传感器芯片1与压力传感器芯片导线2,使压力传感器芯片导线2的一端位于于压力传感器芯片1的焊盘11上。
(步骤2)参见图2,提供激光焊接设备,所述激光焊接设备包括喷嘴3、金属球4、激光器和惰性气体,喷嘴3包括物料喷出口31,物料喷出口31的内径小于金属球4的直径。
(步骤3A)参见图3,使喷嘴3的物料喷出口31位于焊盘11的正上方,启动激光焊接设备,惰性气体输入至喷嘴3中,激光器发出的激光5照射在喷嘴3中的金属球4上使其熔化,熔融的金属球4在重力和气压的作用下从物料喷出口31喷出至焊盘11,熔融的金属球4与焊盘11融合,并在冷却后形成将压力传感器芯片导线2的一端和焊盘11固定在一起的焊点12。
(步骤4)参见图4,提供壳体6,将焊接有压力传感器芯片导线2的压力传感器芯片1安装于壳体6中。
可以理解,颅内压探头非常微小,直径一般是0.6~1.5mm,安装于颅内压探头内的压力传感器芯片则更加微小,其长、宽、高一般均不超过0.5mm~1.3mm。要在如此微小的芯片上进行导线焊接,而且焊接的导线不止一根,而是2-4根(分别对应2-4个焊盘),例如3根,因此制作的难度非常大,生产效率低。
现有的颅内压探头中的芯片与导线的焊接方式一般是回流焊、络铁焊、电流焊、热压焊、浸锡焊等,制作难度大,对设备和技术人员要求较高,效率低,成品率低。而本申请提供的颅内压探头的制作方法,芯片与导线的焊接过程能够实现自动化操作,焊接位置准确,焊接精度高,焊接速度快,可以显著提高颅内压探头的制作效率和成品合格率,很好地解决了压力传感器芯片、温度传感器芯片焊接导线的难题。从而可以降低成本,降低销售价格,给患者带来直接的经济效益。现有技术中并没有将该焊接技术应用于颅内压探头的压力传感器芯片焊接的报道,也不存在对颅内压探头中压力传感器芯片的焊接方法进行改进的技术启示。
进一步地,颅内压探头的制作方法还可以包括:
(步骤3B)在焊点12外侧设置焊点保护层13,焊点保护层13包括保护膜和/或胶水,焊点保护层13用于防止后续组装和生产过程中,焊点12处的压力传感器芯片导线2被拉断。步骤3B可以设置于步骤3A之后,步骤4之前。
(步骤5)参见图5,壳体6设置有窗口62,在焊接有压力传感器芯片导线2的压力传感器芯片1的表面设置探头保护层14,用于防止芯片与颅内物质互相影响,提高安全性。
(步骤6)在探头保护层14外侧设置金属膜,用于防止探头保护层14泄露,提高颅内压探头的使用寿命和稳定性。
可以理解,上述步骤的顺序及具体内容可以做与常理相符的简单调整。
进一步地,在步骤1中,使压力传感器芯片导线2的一端位于压力传感器芯片1的焊盘11上包括:
(步骤1A)参见图1,提供具有导线槽71的定位治具7,将压力传感器芯片1设置于定位治具7上。定位治具7上可以设置一个或多个传感器芯片。当然,定位治具7上也可以设置芯片定位槽,用以固定压力传感器芯片1或其他传感器芯片的位置。
(步骤1B)将压力传感器芯片导线2限位于导线槽71中,并使压力传感器芯片导线2的一端位于压力传感器芯片1的焊盘11上。导线槽71的宽度可以等于或略大于压力传感器芯片导线2的直径,避免压力传感器芯片导线2随意移动。压力传感器芯片导线2的一端可以位于焊盘11的中心位置。
压力传感器芯片1上焊盘11的个数可以是2~4个,焊盘11的材料可以是金、锡或者铜,焊盘11的长、宽以及压力传感器芯片11上两个相邻焊盘11之间的间距均可以为0.05~0.5mm。压力传感器芯片导线2可以为高导电的金属线缆,例如为铜线、金线或者包含铜、金或其他材料的合金线,压力传感器芯片导线2的直径可以为0.05~0.3mm,在本申请的实施方式中,压力传感器芯片导线2的直径小于焊盘11的宽度。
进一步地,在步骤2中,参见图2,喷嘴3连接有分盘器32,金属球4设置于分盘器32中,分盘器32将成堆的金属球4逐个送入喷嘴3中。分盘器32可以包括储料仓321与输出管322,金属球4可以设置在储料仓321中,输出管322连接于喷嘴3,输出管322的内径可以与金属球4的直径相当,例如输出管322的内径小于金属球4的直径的两倍且不小于金属球4的直径,使输出管322可以将成堆的金属球4沿输出管322的滑道逐个送入喷嘴3。可以在料仓321底部的偏心位置设置出口,可以通过转动料仓321使其出口与输出管322相连或分开,以控制金属球4从料仓321进入输出管322、喷嘴3;或者在料仓321与输出管322的接口处设置能够开闭的阀门,使得进入喷嘴3中的金属球4的数量能够被控制。
喷嘴3连接有气体管33,可以将惰性气体从气体管33输送至喷嘴3中,使得金属球4在熔融后能够在惰性气体的压力的作用下喷出至焊点12。
金属球4可以为锡球、金球、银球或者包含至少两种前述材料的合金球。金属球4的直径可以为0.05~0.4mm。
进一步地,在步骤3A中,使喷嘴3的物料喷出口31位于焊盘11的正上方包括:
(步骤3A1)提供移动平台,将定位治具7设置于移动平台上,移动平台带动定位治具7移动,并且在物料喷出口31位于焊盘11的正上方时,移动平台停止移动。本申请可以提供高精密自动化激光焊接设备平台,其包括前述的激光焊接设备及移动平台,可以通过调整X、Y移动按钮使移动平台移动,使移动平台与激光焊接设备对应。
(步骤3A2)提供拍照定位系统,在移动平台带动定位治具7移动并停止后,拍照定位系统对焊盘11的位置进行拍照确认。激光焊接设备(喷嘴3等)可以固定设置,以当作焊盘11位置的参考系。若焊盘11偏离设定位置则进一步调整定位治具7的位置以调整焊盘11的位置,若焊盘11位置无误则可以进行焊接处理。拍照定位系统中的拍照设备可以包括CCD(电荷耦合元件)相机。
在步骤3A中,金属球4逐个从分盘器32中滚动至物料喷出口31,由于物料喷出口31的内径比金属球4的直径小,金属球4堵在物料喷出口31,使得喷嘴3内压力上升。激光器打开后,激光5的光斑聚焦在金属球4的中心,加热金属球4至熔融状态,熔融的金属球4在重力和气压作用下,被高速喷射至焊盘11处与焊盘11融合,并在冷却后形成焊点12,完成压力传感器芯片导线2与焊盘11的焊接。
惰性气体除了提供气压,还能防止或一定程度上避免金属球4在焊接过程中被氧气氧化而影响导电性。惰性气体可以为氮气、氩气、氦气等。
激光5的功率可以为20~100W,波长可以为500~2000nm,焊接一个焊盘11时,激光5的开启时间可以为0.2~2秒。
可以重复步骤3A以实现多个焊盘11、多个传感器芯片的焊接。另外,在本申请的一个实施方式中,可以在定位治具7上设置多个传感器芯片和导线,将压力传感器连接导线与所需焊接的压力传感器芯片的焊盘一一对齐,拍照定位系统可以先拍照定位所有焊盘11的位置,通过所有焊盘11的位置信息确定移动平台的移动路线,使得激光焊接设备与移动平台配合,在拍照确认各焊盘11的位置后,依次对多个传感器芯片焊接,一次启动输入惰性气体和激光器,即可完成多个传感器芯片的焊接。此方法可以显著提高焊接效率,降低生产成本。
进一步地,在步骤3B中,焊点保护层13的厚度可以为0.1~0.5mm,焊点保护层13用于防止后续生产和组装过程,在焊点12处压力传感器芯片导线2被拉断。
焊点保护层13为保护膜时,其材质可以为钛、铂、钯中的至少一者,保护膜可以通过真空镀膜、电镀、沉积等技术设置。焊点保护层13为胶水时,其材质可以为硅胶、UV(紫外线)胶、环氧胶等,胶水可以通过点胶机点胶、精密点胶、浸提等方式实现。
进一步地,在步骤4中,参见图4,壳体6中设置有芯片定位台阶61,制作方法还包括:将焊接有压力传感器芯片导线2的压力传感器芯片1设置于芯片定位台阶61中。芯片定位台阶61可以防止压力传感器芯片1高低位置、前后位置发生偏移,提高颅内压探头一致性和精度,防止漂移,提高测试准确度。
芯片定位台阶61的尺寸可以与压力传感器芯片1、温度传感器芯片8(后面介绍)的尺寸对应。示例性地,芯片定位台阶61的长可以为0.6~1.5mm,宽可以为0.3~1.0mm。
壳体6的端部可以设置成半球的弧形结构63,以防止例如划伤颅内组织。所述弧形结构63的材质为不锈钢、钛、铂、钯、铱、铌、坦中的一种或多种。现有技术中的颅内压探头,虽然其壳体前端也具有圆弧结构,但是其圆弧结构是通过点胶形成的,具体是采用两端具有开口的颅内压探头壳体,壳体内安装完传感器芯片后再点胶密封探头壳体的前端以形成圆弧结构。相比于现有技术通过点胶形成的圆弧端部,本申请中颅内压探头的端部结构为壳体的固有结构,与探头壳体的材质相同且不容易脱落,并使圆弧形状容易控制,又免去端部点胶步骤,降低了成本,提高了生产效率。
壳体6可以包括第一壳体64和第二壳体65。在将压力传感器芯片1安装于第一壳体64后,将第二壳体65拼接于所述第一壳体64并焊接固定。其中,用于限位芯片的芯片定位台阶61可以设置在第一壳体64上,窗口62可以设置在第二壳体65上。第一壳体64上可以设置第一组装台阶641,第二壳体65上可以设置第二组装台阶651,第一壳体64和第二壳体65可以通过第一组装台阶641、第二组装台阶651定位卡接并焊接固定。
可以理解,颅内压探头的尺寸很小,其直径一般为0.6~1.5mm,其使用的传感器芯片要安装在探头壳体内,因此其尺寸比探头壳体更小。要制作如此微小且高精度的探头,目前只能通过人工的方式,不能实现机械化制作。现有技术中,颅内压探头的壳体都是一体成型的,压力传感器芯片焊接好导线之后,要将连接有导线的传感器芯片安装到探头壳体中,制作难度非常大,而且在探头的制作过程中,一体式壳体的探头只能通过推拉的方式将连接有导线的传感器芯片装入壳体内,这种方式容易造成传感器芯片上连接的导线脱落、弯折,导致颅内压探头制作失败。
本申请将颅内压探头的壳体设置成分体式,可以从第一壳体的上方直接将传感器芯片安装到设定位置,有利于传感器芯片安装固定和准确定位,大大降低探头的制作难度,减少安装过程中传感器芯片上已焊接的导线脱落、折断等问题,从而提高颅内压探头的成品率和生产效率。
另外,基于分体式的壳体设计,可以降低前述芯片定位台阶61的加工难度,有利于保证产业化中不同探头的定位槽的位置一致性,从而确保不同探头产品的芯片都安装在等高度的水平位置,提高不同探头产品之间测量结果的一致性。
壳体6的材质可以为生物兼容性较好的金属,例如为不锈钢、钛、铂、钯、铱、铌、钽等。
进一步地,参见图5,在步骤5中,探头保护层14可以为致密无孔洞、生物相容性良好的保护层。探头保护层14不仅能防止生物不兼容的芯片对人体造成伤害,同时也能防止脑脊液等人体组织渗入芯片内部对芯片造成腐蚀。
探头保护层14密封窗口62并覆盖在压力传感器芯片3的上方。在颅内压探头的轴向方向上,探头保护层14的厚度呈现两端厚、中间薄的形态。探头保护层14中间薄两边厚的设计中,“中间薄”的目的是让压力传感器芯片1上方的探头保护层14尽量薄,减少其对测量的影响,提高颅内压测量的准确度和灵敏度。“两边厚”的目的是防止泄露,提供致密的保护。
具体地,探头保护层14包括探头保护层中部141和与窗口62的边缘连接的两个探头保护层端部142。在颅内压探头的轴向方向上,探头保护层中部141位于两个探头保护层端部142之间,探头保护层端部142的厚度大于探头保护层中部141的厚度,探头保护层端部142可以与壳体6的表面齐平或高于壳体6的表面。示例性地,探头保护层中部141的厚度可以为0.1~0.8mm,探头保护层端部142的厚度可以为0.5~1.8mm。
探头保护层14可以为胶水或薄膜。其中,胶水可以为硅胶、环氧胶、紫外胶和玻璃胶等;薄膜可以为聚酰亚胺、聚对二甲苯、氧化硅、氮化硅薄膜等。探头保护层14的设置方式可以是点胶机点胶、浸提、镀膜等。其中,镀膜的方式又可以包括磁控溅射、电子束蒸镀、等离子增强化学气相沉积、其他形式的化学气相沉积等。
进一步地,在步骤6中,探头保护层14外侧设置的金属膜能够进一步提高探头保护层14的致密性,防止泄露,提高使用寿命和稳定性。金属膜的材质包括金、钛、铂、铌等,金属膜的厚度可以为0.01~0.2mm。金属膜可以通过浸提、电镀、镀膜等方式设置,其中镀膜的方式又可以包括磁控溅射、电子束蒸镀、等离子增强化学气相沉积、其他形式的化学气相沉积等。
实施例2
实施例2提供的颅内压探头的制作方法在实施例1的基础上,还包括:
参见图5,提供温度传感器芯片8与温度传感器芯片导线9,使用与焊接压力传感器芯片1、压力传感器芯片导线2相同的方法焊接温度传感器芯片8与温度传感器芯片导线9,将焊接有温度传感器芯片导线9的温度传感器芯片8安装于壳体6中。
实施例3
颅内压探头的制作方法,包括以下步骤:
(1)提供定位治具7,将压力传感器芯片导线2与所需焊接的压力传感器芯片1的焊盘11一一对齐,使压力传感器芯片导线2的一端处于压力传感器芯片1的焊盘11的中心位置。
(2)将装有压力传感器芯片1和压力传感器芯片导线2的定位治具7转移至高精密自动化激光焊接设备的平台上,调整激光焊接设备的X、Y移动按钮使激光焊接设备的平台移动,带动定位治具7移动使喷嘴3的物料喷出口31位于压力传感器芯片1的焊盘11的中心的正上方,使用激光焊接设备的CCD(电荷耦合元件)相机拍照定位,修正焊盘11的位置以确定完全对准。
(3)启动激光焊接设备给喷嘴3输送惰性气体,分盘器32将金属球4逐个分盘沿滑道滚动至喷嘴31最前端(物料喷出口31),由于喷嘴3前端尺寸比金属球4的尺寸小,使得喷嘴3内的压力会上升;打开激光加热金属球4使其熔化并在惰性气体的压力作用下,金属球4被高速喷出至压力传感器芯片1的焊盘11和压力传感器芯片导线2上,快速冷却完成压力传感器芯片导线2与焊盘11的焊接;
(4)重复以上步骤,完成多个压力传感器芯片1的焊盘11、多个压力传感器芯片导线2的焊接;或者定位治具7上同时放置多个压力传感器芯片1和压力传感器芯片导线2,激光焊接设备一次性完成多个拍照对准,一次启动气体和激光以完成所有样品的焊接。颅内压探头还可以包括温度传感器芯片,该步骤中还可以包括使用与焊接压力传感器芯片1同样的方法,焊接温度传感器芯片8和温度传感器芯片导线9。
(5)芯片焊接成后在焊盘11与导线的焊点12上涂敷上一层焊点保护层13进行保护,厚度一般0.1~0.5mm,防止后续组装和生产过程被拉断。
(6)将焊接完的压力传感器芯片1和温度传感器芯片8安装至加工有芯片定位台阶61的壳体6中。防止芯片高低位置、前后位置发生偏移。提高探头一致性和精度,减小漂移,提高测试准确性。同时壳体6的前端采用半球设计,防止对人体组织造成划伤。
(7)将焊接好的芯片表面涂敷一层生物相容性良好的探头保护层14,防止生物不兼容的芯片对人体造成伤害,同时也防止脑脊液渗入芯片内部给芯片造成腐蚀。
(8)最后,为了进一步提高探头保护层14的致密性,在探头保护层14表面覆盖上一层致密的金属膜,防止保护层泄露,提高使用寿命和稳定性。
本申请的实施方式,还公开了如下方案。
炉内压探头的制作方法可以包括:
提供压力传感器芯片1与压力传感器芯片导线2,使压力传感器芯片导线2的一端位于压力传感器芯片1的焊盘11上;
提供激光焊接设备,激光焊接设备包括喷嘴3、金属球4、激光器和惰性气体,喷嘴3包括物料喷出口31,物料喷出口31的内径小于金属球4的直径;
使喷嘴3的物料喷出口31位于焊盘11的正上方,启动激光焊接设备,惰性气体输入至喷嘴3中,激光器发出的激光5熔融位于喷嘴3中的金属球4,熔融的金属球4在重力和气压的作用下从物料喷出口31喷出至焊盘11,熔融的金属球4与焊盘11融合,并在冷却后形成将压力传感器芯片导线2的一端和焊盘11固定在一起的焊点12;
提供壳体6,将焊接有压力传感器芯片导线2的压力传感器芯片1安装于壳体6中。
进一步地,喷嘴3连接有气体管33,制作方法还包括:将惰性气体从气体管33输送至喷嘴3中,使得金属球4在熔融后能够在惰性气体的压力的作用下喷出至焊盘11。
进一步地,使喷嘴3的物料喷出口31位于焊盘11的正上方包括:提供移动平台,将定位治具7设置于移动平台上,移动平台带动定位治具7移动,并且在物料喷出口31位于焊盘11的正上方时,移动平台停止移动。
进一步地,提供拍照定位系统,在移动平台带动定位治具7移动并停止后,拍照定位系统拍照确认焊盘11的位置,若焊盘11偏离设定位置则进一步调整定位治具7的位置,若焊盘11位置无误则进行焊接处理。
进一步地,焊点保护层13的材料为钛、铂、钯中的至少一者,焊点保护层13的厚度为0.1~0.5mm。
进一步地,壳体6中设置有芯片定位台阶61,颅内压探头的制作方法还包括:将焊接有压力传感器芯片导线2的压力传感器芯片1设置于芯片定位台阶61中。
进一步地,探头保护层14包括探头保护层中部141和与窗口62的边缘连接的两个探头保护层端部142,在颅内压探头的轴向方向上,探头保护层中部141位于两个探头保护层端部142之间,探头保护层端部142的厚度大于探头保护层中部141的厚度,探头保护层端部142与壳体6的表面齐平或高于壳体6的表面。
进一步地,壳体6的一端设置为弧形结构63。
进一步地,第一壳体64设置有第一组装台阶641,第二壳体65设置有第二组装台阶651,第一壳体64和第二壳体65通过第一组装台阶641和第二组装台阶651定位卡接后焊接固定。
本申请提供的颅内压探头的制作方法一方面降低了颅内压监测中压力传感器芯片和温度传感器芯片与导线的焊接难度,显著提高生产效率,提高成品率,降低成本、从而可以降低销售价格,给患者带来直接的经济效益;另一方面,提高了颅内压探头制作的一致性,提高测量精度,减小芯片漂移,为医生提供准确颅内压和温度数据,使医生能给患者提供准确的治疗方案。
以上所述是本申请的优选实施方式,应当指出,对于本领域技术人员来说,在不脱离本申请原理的前提下,还可以做出若干改进和润饰,这些改进和润饰也应视为本申请的保护范围。