一种无尺码的女童成长内裤和男童成长内裤
文献发布时间:2024-01-17 01:27:33
技术领域
本发明涉及一种无尺码的女童成长内裤和男童成长内裤,属于内衣技术领域。
背景技术
儿童身体在发育期间,生长快速,身材的高矮、胖瘦变化较大,导致儿童内衣的尺码较多,目前市场上的常规儿童内裤尺码基本依据儿童身高构成,大概分成以下尺码范围,例如:幼童(3岁~6岁)内裤尺码有100CM、110CM、120CM;中童(7岁~12岁)内裤尺码有130CM、140CM、150CM;大童(13岁~17岁)内裤尺码有160CM、165CM、170CM。以上尺码分布广泛,一方面:父母需要及时依据儿童的身高体型频繁地去更换尺码合适的内裤,如因更换不及时,不仅导致儿童贴身穿着不舒适,还影响着儿童的成长发育;另一方面:常规儿童内裤的尺码号型体系大多以身高作为主要的确定标准,且普通针织面料拉伸弹性不大,回复性能不佳,所以对体型围度较胖的儿童不太适合,胖体型的儿童父母在选择内裤时较难选到合适的内裤。
另外从市场销售的角度看,儿童因其生长快速的原因,导致儿童内衣产品尺码范围宽广,产品SKU数过多,较易产生库存;从工厂的生产角度看,儿童内衣的尺码分布较多,导致生产工序较多,成本较高,生产管控不能更高效。
目前市场上有众多无尺码内衣产品,但大部分是围绕成人文胸展开,儿童内裤的无尺码产品较少且是个空白。
综上所述,市场需要有能适应儿童不同阶段,不同身高体型的无尺码儿童内裤。
发明内容
本发明所要解决的技术问题是:儿童内裤尺码较多,父母需频繁采购内裤的问题,尤其是胖体型儿童内裤难选的问题。
为了解决上述技术问题,本发明提供了一种无尺码的女童成长内裤,其包括内裤主体,所述内裤主体为由采用针织圆机编织得到的筒状结构裁剪而成的三角内裤主体或平角内裤主体;所述内裤主体包括腰头、前片、后片及底裆,所述内裤主体为三角内裤主体时,腰头、前片、后片及底裆的前侧为一体成型结构,底裆的下端连接后片的下端;所述内裤主体为平角内裤主体时,腰头、前片及后片为一体成型结构,底裆的前端连接前片的下端,底裆的后端连接后片的下端;所述腰头为1×1罗纹组织结构,前片、后片、底裆为平纹组织结构;所述内裤主体所采用的纱线包括以重量份数计的棉30~45份、莫代尔62~43份及莱卡8~12份;所述内裤主体的面料克重为200~210g/m
优选地,所述纱线中各成分的规格为:棉:20D,50S;莫代尔:20D,50S;莱卡:20D。
优选地,所述底裆内设有内裆。
优选地,所述内裤主体为三角内裤主体时,所述女童成长内裤平铺时的尺码如下表所示:
优选地,所述内裤主体为平角内裤主体时,所述女童成长内裤平铺时的尺码如下表所示:
本发明还提供了一种无尺码的男童成长内裤,其特征在于,包括内裤主体,所述内裤主体为由采用针织圆机编织得到的筒状结构裁剪而成的三角内裤主体或平角内裤主体;所述内裤主体包括腰头、前片、后片及底裆,前片的中部设有前裆,所述内裤主体为三角内裤主体时,腰头、前片、前裆、后片为一体成型结构,前裆的下端连接后片的下端形成底裆;所述内裤主体为平角内裤主体时,腰头、前片、前裆、后片为一体成型结构,底裆的前端连接前裆的下端,底裆的后端连接后片的下端;腰头为1×1罗纹组织结构,前片、后片为平纹组织结构,前裆与前片之间通过2×1罗纹组织结构连接;所述内裤主体、底裆所采用的纱线包括以重量份数计的棉30~45份、莫代尔62~43份及莱卡8~12份;所述内裤主体、底裆的面料克重为200~210g/m
优选地,所述纱线中各成分的规格为:棉:20D,50S;莫代尔:20D,50S;莱卡:20D。
优选地,所述内裤主体为三角内裤主体时,所述男童成长内裤平铺时的尺码如下表所示:
优选地,所述内裤主体为平角内裤主体时,所述男童成长内裤平铺时的尺码如下表所示:
与现有技术相比,本发明的有益效果在于:
1、本发明可适用于幼童和中童,所述内裤主体为由采用针织圆机编织得到的筒状结构裁剪而成的三角内裤主体或平角内裤主体,所述内裤主体为一体成型结构,腰头为1×1罗纹组织结构,前片、后片、底裆为平纹组织结构,本体的拉伸度较大,可以将幼童和或中童的多个尺码合为一个均码内裤,以解决现有技术中因儿童内裤尺码较多,父母需频繁采购内裤的痛点。
2、本发明解决了尤其是胖体型儿童内裤难选的问题。
3、本发明提供的面料及版型,使得所提供的儿童内裤尺码范围适用性更广,减少了产品SKU数量,同时减小了工厂生产压力,避免了库存囤积的问题。
附图说明
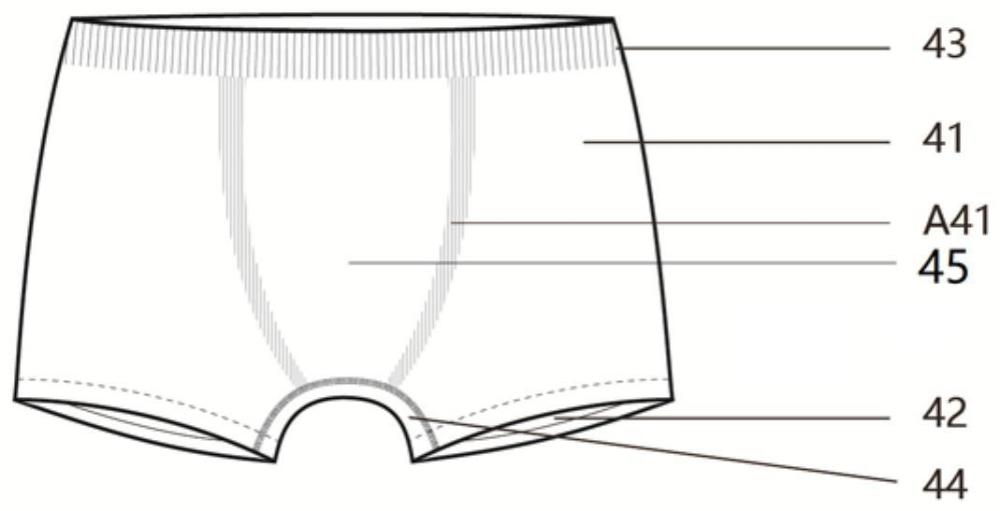
图1为实施例1提供的男童成长平角内裤的主视图;
图2为图1的后视图;
图3为实施例1提供的男童成长平角内裤的裁片图;
图4为男童成长平角内裤各尺寸测量位置的示意图;
图5为针织圆机编织时的示意图;
图6为实施例2提供的女童成长平角内裤的主视图;
图7为图6的后视图;
图8为实施例2提供的女童成长平角内裤的裁片图;
图9为女童成长平角内裤各尺寸测量位置的示意图;
图10为实施例3提供的男童成长三角内裤的主视图;
图11为图10的后视图;
图12为实施例3提供的男童成长三角内裤的裁片图;
图13为男童成长三角内裤各尺寸测量位置的示意图;
图14为实施例4提供的女童成长三角内裤的主视图;
图15为图14的后视图;
图16为实施例4提供的女童成长三角内裤的裁片图;
图17为女童成长三角内裤各尺寸测量位置的示意图。
具体实施方式
为使本发明更明显易懂,兹以优选实施例,并配合附图作详细说明如下。
实施例1
如图1、2所示,为本实施例提供的一种无尺码的男童成长平角内裤,其包括内裤主体一,所述内裤主体一为由采用针织圆机编织得到的筒状结构裁剪而成的平角内裤主体;所述内裤主体一包括腰头三43、前片三41、后片三42及底裆三44,前片三41的中部设有前裆三45;腰头三43、前片三41、后片三42及前裆三45为一体成型结构,底裆三44的前端连接前片三41的下端,底裆三44的后端连接后片三42的下端;腰头三43为1*1罗纹组织结构,前片三41、后片三42、前裆三45、底裆三44为平纹组织结构,前裆三45与前片三41之间为2×1罗纹组织结构A41;所述内裤主体一所采用的纱线包括以重量份数计的棉30~45份、莫代尔62~43份及莱卡8~12份(本实施例中为棉40份、莫代尔50份及莱卡10份);所述内裤主体一的面料克重为200~210g/m
上述内裤的制备方法如下:
1.设计师根据市场需求设计出款式图,并给出详细的款式、颜色、工艺、尺寸、版型指示说明;
2.工厂工艺版师依据设计师的指示说明在Photon SANTONI软件中通过画图的方式制作花型设计,建立花型的宽度(针数)和高度(横列数)的尺寸数据,形成花型特征图;
4.工厂工艺版师在D3p SANTONI软件中制作3D的编织程序,完成对机器的指令输出;
5.确定编织方案,采用针织圆机(高腾GOLDEN-GDSJ18)通过织造获得筒状织片(如图5所示);在生产时,机器外的温度为25~26℃,机器内的温度为50~60℃;生产一条儿童内裤织筒布的时间约为2.5min,圆机机器转一圈为1152~1344针,一圈的误差范围约为±2cm;
6.裁剪工人将筒状织片按尺寸裁出前片一、后片一的形状,另拿出一块底裆面料,按尺寸裁剪出底裆一的形状,如图3所示;
7.车缝工人将底裆一与裁剪后的筒状织片车缝拼接在一起,底裆的前端连接前片的下端,底裆的后端连接后片的下端,腰部、脚口处向内翻折踩边即可。
上述男童成长平角内裤平铺时的尺码如表1所示。
表1
将上述男童成长平角内裤进行弹力测试(以下各实施例采用相同的测量方法),为方便进行数据对比,分别在内裤主体面料的径向(横)和纬向(竖)、腰头的径向(横)上截取10cm进行拉伸,测得拉伸前、拉伸至最大、拉伸10次后回弹的长度,数据如表2所示。
表2(单位:cm)
实施例2
如图6、7所示,为本实施例提供的一种无尺码的女童成长平角内裤,其包括内裤主体二,所述内裤主体二为由采用针织圆机编织得到的筒状结构裁剪而成的平角内裤主体;所述内裤主体二包括腰头二33、前片二31、后片二32及底裆二34;腰头二33、前片二31及后片二32为一体成型结构,底裆二34的前端连接前片二31的下端,底端二34的后端连接后片二32的下端;底裆二34的内侧设有内裆;腰头二33为1×1罗纹组织结构,前片二31、后片二32、底裆二34为平纹组织结构;所述内裤主体二所采用的纱线包括以重量份数计的棉30~45份、莫代尔62~43份及莱卡8~12份(本实施例中为棉40份、莫代尔50份及莱卡10份);所述内裤主体二的面料克重为200~210g/m
上述内裤的制备方法同实施例1,不同之处在于,在底裆二34的内侧还缝上了内裆。
上述女童成长平角内裤平铺时的尺码如表3所示:
表3
上述女童成长平角内裤的弹力数据如表4所示:
表4(单位:cm)
实施例3
如图10、11所示,为本实施例提供的一种无尺码的男童成长三角内裤,其包括内裤主体三,所述内裤主体三为由采用针织圆机编织得到的筒状结构裁剪而成的三角内裤主体;所述内裤主体三包括腰头三23、前片三21、后片三22及底裆三,前片三21的中部设有前裆三24;腰头三23、前片三21、后片三22、前裆三24为一体成型结构,前片三21的下端连接后片三22的下端成底裆三;腰头三23为1×1罗纹组织结构,前片三21、后片三22、前裆三24为平纹组织结构,前裆三24与前片三21之间为2×1罗纹组织结构A21;所述内裤主体三所采用的纱线包括以重量份数计的棉30~45份、莫代尔62~43份及莱卡8~12份(本实施例中为棉40份、莫代尔50份及莱卡10份);所述内裤主体一的面料克重为200~210g/m
上述内裤的制备方法如下:
1.设计师根据市场需求设计出款式图,并给出详细的款式、颜色、工艺、尺寸、版型指示说明;
2.工厂工艺版师依据设计师的指示说明在Photon SANTONI软件中通过画图的方式制作花型设计,建立花型的宽度(针数)和高度(横列数)的尺寸数据,形成花型特征图;
4.工厂工艺版师在D3p SANTONI软件中制作3D的编织程序,完成对机器的指令输出;
5.确定编织方案,采用针织圆机(高腾GOLDEN-GDSJ18)通过织造获得筒状织片;在生产时,机器外的温度为25~26℃,机器内的温度为50~60℃;生产一条儿童内裤织筒布的时间约为2.5min,圆机机器转一圈为1152~1344针,一圈的误差范围约为±2cm;
6.裁剪工人将筒状织片按尺寸裁出前片三、后片三的形状,如图12所示;
7.车缝工人将前片三的下端和后片三的下端车缝拼接在一起。
上述男童成长三角内裤平铺时的尺码如表5所示:
表5
上述男童成长三角内裤的弹力数据如表6所示:
表6(单位:cm)
实施例4
如图15、16所示,为本实施例提供的一种无尺码的女童成长三角内裤,其包括内裤主体三,所述内裤主体三为由采用针织圆机编织得到的筒状结构裁剪而成的三角内裤主体;所述内裤主体三包括腰头三13、前片三11、后片三12及底裆三14;腰头三13、前片三11、后片三12及底裆三14的前侧为一体成型结构,底裆三14的下端连接后片三12的下端;底裆三14的内侧设有内裆;腰头三13为1×1罗纹组织结构,前片三11、后片三12、底裆三14为平纹组织结构;所述内裤主体三所采用的纱线包括以重量份数计的棉30~45份、莫代尔62~43份及莱卡8~12份(本实施例中为棉40份、莫代尔50份及莱卡10份);所述内裤主体一的面料克重为200~210g/m
上述内裤的制备方法同实施例3,不同之处在于,在底裆二14的内侧还缝上了内裆。
上述女童成长三角内裤平铺时的尺码如表7所示:
表7
上述女童成长三角内裤的弹力数据如表8所示:
表8(单位:cm)