一种解决模具飞边问题的机构
文献发布时间:2023-06-19 09:27:35
技术领域:
本发明涉及镁、铝合金模具制造技术领域,更具体地说涉及一种解决模具飞边问题的机构。
背景技术:
模具在生产过程中,容易发生各种突发情况,其中逃料问题为常见的一种,在传统模具设计中,模具分为动模框和静模框两个大的部分,而其在锁紧部分,完全依靠机床锁紧力,若出现逃料问题,很难得到有效解决,轻则造成产品飞边过大,员工工作量和劳动强度的增加,重则造成员工或设备的损伤,这给企业带来很大的安全隐患,造成企业劳动成本和安全成本的增加。
发明内容:
本发明的目的是克服现有技术的不足,提供一种解决模具飞边问题的机构,它可以有效解决因动模框和静模框压合时锁模力不够导致产品飞边过大或逃料的问题。
本发明解决所述技术问题的方案是:
一种解决模具飞边问题的机构,包括动模框和静模框,其所述动模框和静模框上下压合;
所述动模框的侧壁上安装有至少两个对称的大油缸,静模框对应的侧壁上安装有至少两个锁紧座;
所述大油缸的推杆的顶部插套在对应的锁紧座的底面中部成型有定位孔中,锁紧座的侧壁上成型有插槽,插槽的内端穿过对应的定位孔的中部,插槽的两侧与定位孔中部内侧壁上成型有的内限位槽相通,大油缸的推杆的顶端设有限位块,限位块处于定位孔中,动模框对应的侧壁中部安装有小油缸,小油缸的推杆上安装有滑块,滑块插套在插槽中,滑块的两侧部插入对应的内限位槽中,大油缸的推杆插套在滑块的内侧壁中部成型有的定位凹槽中,限位块的边部底面压靠在滑块的顶面上,滑块的边部底面压靠在内限位槽的底面上。
所述动模框的侧壁上成型有两个动模框油缸固定槽,大油缸插套在动模框油缸固定槽中并固定在动模框油缸固定槽的内壁面上。
所述限位块的直径大于大油缸的推杆的直径。
所述锁紧座的内壁面上成型有连接部,连接部插套在静模框对应的侧壁上成型有的定模框油缸固定槽中,锁紧座固定在静模框对应的侧壁上。
所述静模框对应的侧壁上成型有两个定模框油缸固定槽,两个定模框油缸固定槽之间的静模框侧壁上固定有两个小油缸固定座,小油缸固定在对应的小油缸固定座上,小油缸的推杆上固定有滑块固定座,滑块固定座上固定有滑块。
所述锁紧座的侧壁上固定有导向杆,导向杆插套在对应的滑块固定座上成型有的导向通孔中。
所述滑块固定座上固定有限位横向杆,限位横向杆上固定有两个定位块,小油缸上固定有行程开关,行程开关杠杆上的滚轮处于对应的两个定位块之间,滚轮靠在其中一个定位块上。
所述动模框的前侧壁、左侧壁和右侧壁上均安装有两个大油缸,静模框的前侧壁、左侧壁和右侧壁上安装有对应的锁紧座。
本发明的突出效果是:
它通过在动模框的侧壁上安装大油缸,在静模框上安装锁紧座和小油缸,通过大油缸的限位块与滑块锁紧在锁紧座上,实现动模框和静模框压紧牢固,可以有效解决因动模框和静模框压合时锁模力不够导致产品飞边过大或逃料的问题。
附图说明:
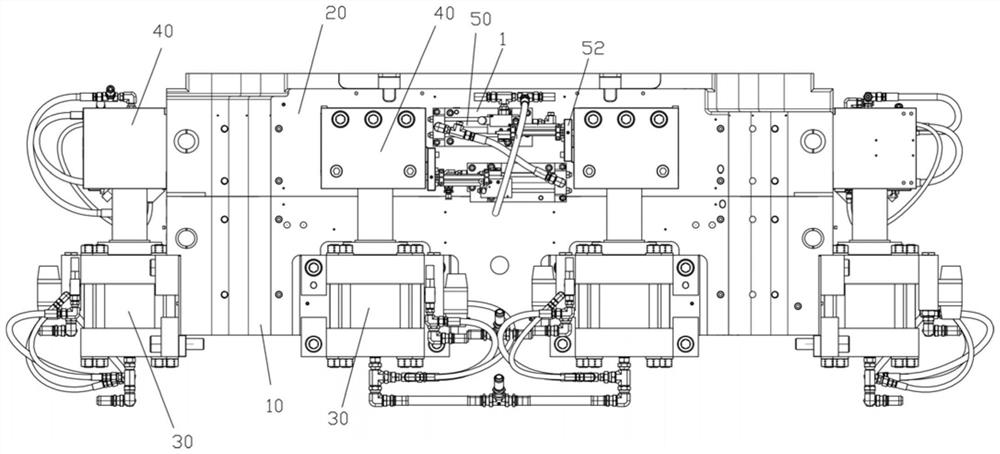
图1是本发明的局部结构示意图;
图2是本发明的局部俯视图;
图3是大油缸、锁紧座和小油缸之间的局部结构示意图;
图4是图3的局部剖视图;
图5是滑块与锁紧座之间的局部剖视图;
图6是一个滑块、锁紧座和小油缸之间的局部结构示意图;
图7是锁紧座与小油缸之间的局部分解示意图;
图8是本发明的锁紧座、大油缸与动模框、静模框之间的局部分解示意图。
具体实施方式:
实施例,见如图1至8所示,一种解决模具飞边问题的机构,包括动模框10和静模框20,所述动模框10和静模框20上下压合;
所述动模框10的侧壁上安装有至少两个对称的大油缸30,静模框20对应的侧壁上安装有至少两个锁紧座40;
所述大油缸30的推杆的顶部插套在对应的锁紧座40的底面中部成型有定位孔41中,锁紧座40的侧壁上成型有插槽42,插槽42的内端穿过对应的定位孔41的中部,插槽42的两侧与定位孔41中部内侧壁上成型有的内限位槽43相通,大油缸30的推杆的顶端上螺接有限位杆,限位杆的端部成型有限位块31,限位块31处于定位孔41中,动模框10对应的侧壁中部安装有小油缸50,小油缸50的推杆上安装有滑块51,滑块51插套在插槽42中,滑块51的两侧部插入对应的内限位槽43中,限位杆插套在滑块51的内侧壁中部成型有的定位凹槽511中,限位块31的边部底面压靠在滑块51的顶面上,滑块51的边部底面压靠在内限位槽43的底面上。
进一步的说,所述动模框10的侧壁上成型有两个动模框油缸固定槽11,大油缸30插套在动模框油缸固定槽11中并固定在动模框油缸固定槽11的内壁面上。
进一步的说,所述限位块31的直径大于大油缸30的推杆的直径。
进一步的说,所述锁紧座40的内壁面上成型有连接部44,连接部44插套在静模框20对应的侧壁上成型有的定模框油缸固定槽21中,锁紧座40固定在静模框20对应的侧壁上。
进一步的说,所述静模框20对应的侧壁上成型有两个定模框油缸固定槽21,两个定模框油缸固定槽21之间的静模框20侧壁上固定有两个小油缸固定座1,小油缸50固定在对应的小油缸固定座1上,小油缸50的推杆上固定有滑块固定座52,滑块固定座52上固定有滑块51。
进一步的说,所述锁紧座40的侧壁上固定有导向杆2,导向杆2插套在对应的滑块固定座52上成型有的导向通孔中。
进一步的说,所述滑块固定座52上固定有限位横向杆53,限位横向杆53上固定有两个定位块54,小油缸50上固定有行程开关4,行程开关4杠杆上的滚轮处于对应的两个定位块54之间,滚轮靠在其中一个定位块54上。
进一步的说,所述动模框10的前侧壁、左侧壁和右侧壁上均安装有两个大油缸30,静模框20的前侧壁、左侧壁和右侧壁上安装有对应的锁紧座40。
其中图7中,为保持导向杆2与滑块固定座52之间的关系,其导向杆2与锁紧座40分离,其导向杆2直接插套在滑块固定座52上成型有的导向通孔中,其在导向通孔中还固定有导向套,导向杆2插套在导向套中。
工作原理:在使用时,在机床将静模框20和动模框10压合锁紧到位后,此时,大油缸30的推杆的端部和限位块31处于对应的锁紧座40的定位孔41中,然后,小油缸50的推杆推动,使得滑块51伸入插槽42中,滑块51的两侧部插入对应的内限位槽43中,进行锁紧,其滑块51移动到位后,此时,行程开关4的杠杆上的滚轮被对应的定位块54压靠并推动,触动,行程开关4给机床传递信号,机床得到信号后控制液压系统的控制阀,使得大油缸30的推杆回拉,使得,限位块31的边部底面压靠在滑块51的顶面上,滑块51的边部底面紧靠在内限位槽43的底面上,从而保证静模框20和动模框10压合锁紧更加牢固,其内的动模和静模进一步锁紧,从而解决模具飞边问题,其效果非常好。在模具设计过程中,本实施例中的结构可根据设计需求添到不同的模具上,本设计适用于所有的压铸模具和塑料模具。
以上实施方式仅用于说明本发明,而并非对本发明的限制,有关技术领域的普通技术人员,在不脱离本发明的精神和范围的情况下,还可以做出各种变化和变型,因此所有等同的技术方案也属于本发明的范畴,本发明的专利保护范围应由权利要求限定。