一种凸轮轴导向工装及装配方法
文献发布时间:2023-06-19 09:38:30
技术领域
本申请实施例涉及凸轮轴加工技术领域,尤其涉及一种凸轮轴导向工装及装配方法。
背景技术
发动机广泛应用于工程机械、农业机械、船点配套等领域,其中凸轮轴是发动机配气机构中的主要零件,凸轮轴通过控制进排气门的开合来控制各个气缸的进、排气门有规律的打开和闭合,从而让燃烧后的废气及时排除并从外吸入新鲜空气,来保证发动机持续的运转。因此,凸轮轴的设计以及工装质量对于发动机的运转起关键性作用。
在现有技术中装配凸轮轴时,手握凸轮轴导向装置的凸轮轴导向棒端,将凸轮轴导向装置通过全螺纹结构旋入凸轮轴后端的螺纹孔内,直到凸轮轴导向套的端面与凸轮轴后端贴合,这样使用螺纹固定连接在凸轮轴一端,装配过程步骤繁琐,导致装配效率低。
发明内容
本申请实施例提供了一种凸轮轴导向工装的装配方法,通过强力磁铁和定位杆能快速将导向套固定在凸轮轴上,提高了装配效率。
本申请实施例第一方面提供了一种凸轮轴导向工装,包括:凸轮轴、导向套、强力磁铁以及定位杆;所述导向套与所述强力磁铁过盈配合连接;所述定位杆与所述导向套通过螺纹连接;所述导向套与所述凸轮轴固定连接。
可选的,所述导向套与所述凸轮轴固定连接,包括:
所述导向套通过所述强力磁铁与所述凸轮轴的端面贴合固定连接。
可选的,所述导向套与所述凸轮轴固定连接,包括:
所述导向套通过所述定位杆与所述凸轮轴螺纹固定连接。
可选的,所述导向套通过所述强力磁铁与所述凸轮轴的端面贴合固定连接,包括:
所述凸轮轴的端面设置为平面;
所述导向套的端面设置为平面;
所述导向套通过所述强力磁铁吸附在所述凸轮轴的端面上,使得所述导向套的端面与所述凸轮轴的端面紧密贴合连接。
可选的,所述导向套通过所述定位杆与所述凸轮轴固定螺纹连接,包括:
所述凸轮轴与所述定位杆连接一端内设置有螺纹孔;
所述导向套凸轮轴导向工装通过所述定位杆一端套入所述凸轮轴端的螺纹孔内。
可选的,所述定位杆与所述导向套通过螺纹连接,包括:
所述导向套一端内部设置螺纹孔;
所述定位杆一端表面设置有圆柱螺纹;
所述定位杆一端装入与所述导向套内部的螺纹孔内。
可选的,所述导向套与所述强力磁铁过盈配合连接,包括:
所述导向套内设置有凹槽,所述凹槽内涂有紧固胶;
所述强力磁铁装入所述导向套的凹槽内,以使得所述强力磁铁与所述导向套通过所述紧固胶过盈配合连接。
可选的,所述导向套不含导向面的部分长度大于或等于所述凸轮轴的相邻支撑轴颈的间距,所述导向套不含导向面的部分的直径等于所述凸轮轴的支撑轴颈的直径。
可选的,所述导向套为聚氨酯材料。
本申请实施例第二方面提供了一种凸轮轴导向工装的装配方法,所述方法应用于凸轮轴导向工装,所述凸轮轴导向工装包括:
凸轮轴、导向套、强力磁铁以及定位杆;
所述导向套与所述强力磁铁过盈配合连接;
所述定位杆与所述导向套通过螺纹连接;
所述导向套与所述凸轮轴固定连接;
所述方法包括:
将所述导向套与所述强力磁铁过盈配合连接;
将所述定位杆与所述导向套通过螺纹连接;
将所述导向套与所述凸轮轴固定连接;
当所述凸轮轴导向工装与所述凸轮轴连接时,将所述凸轮轴和所述凸轮轴导向工装整体从机体端面推入轴承孔中。
从以上技术方案可以看出,本申请实施例具有以下优点:
本申请中,设置了其中导向套与强力磁铁过盈配合连接,定位杆与导向套连接,凸轮轴导向工装与凸轮轴连接,该凸轮轴导向工装特征是不需要操作步骤复杂的螺纹连接到凸轮轴上,靠强力磁铁和定位杆就能快速将导向套固定在凸轮轴上,这样提高了装配效率。
附图说明
图1为本申请实施例中凸轮轴导向工装的一种结构主视图;
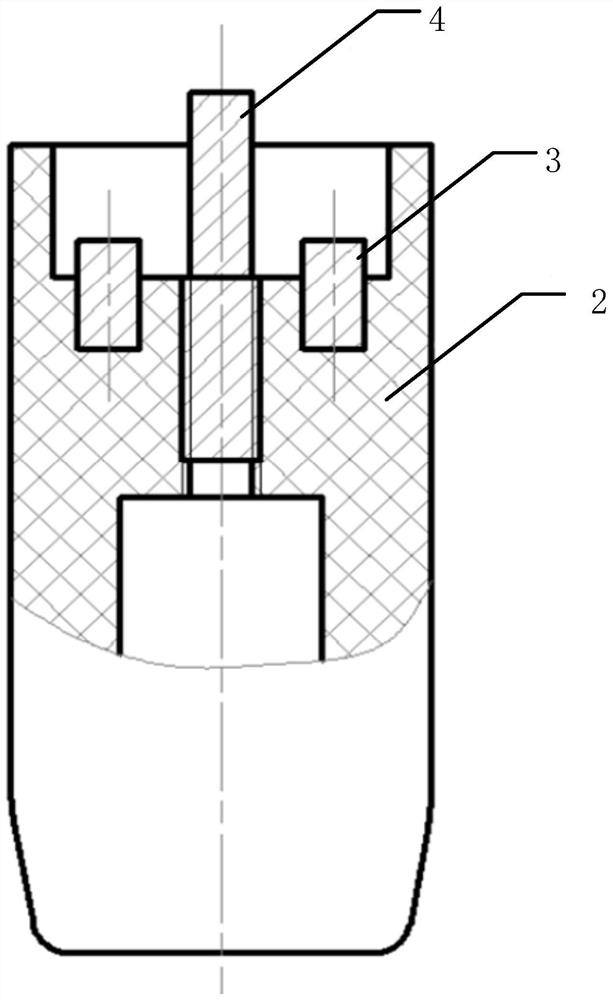
图2为本申请实施例中凸轮轴导向工装的另一种结构主视图;
图3为本申请实施例中凸轮轴导向工装的安装使用状态一种装配主视图。
具体实施方式
本申请实施例提供了一种凸轮轴导向工装及装配方法,该凸轮轴工装通过强力磁铁和定位杆就能快速将导向套固定在凸轮轴上,这样提高了装配效率。
下面将结合本申请实施例中的附图,对本申请中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本申请一部分实施例,而不是全部的实施例。基于本申请中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本申请保护的范围。
请参阅图1至图3,本申请第一方面提供了一种凸轮轴导向工装的一个实施例,包括:凸轮轴1、导向套2、强力磁铁3以及定位杆4,将导向套与清理磁铁过盈配合连接;将定位杆与导向套螺纹连接;将导向套与凸轮轴固定连接;当凸轮轴导向工装与凸轮轴连接时,将凸轮轴和凸轮轴导向工装整体从机体端面推入轴承孔中。
在本实施例中,凸轮轴在发动机中起着重要的作用,其中凸轮轴的导向装置也是在与凸轮轴固定连接后整体与发动机连接,使得发动机能稳定的作业,而现有的技术凸轮轴导向工装与凸轮轴是通过螺纹连接,设置了导向棒与凸轮轴连接,因为凸轮轴在作业过程中作用力很大,所以只是通过螺纹将两者连接就需要把螺纹旋入更深,这样才能更加稳定,此操作过程比较复杂。因此,本申请用定位杆和强力磁铁代替导向棒,凸轮轴端面内的螺纹孔不变,在装配时,先把定位杆与导向套连接好,强力磁铁与导向套连接好,然后工作人员手握导向工装,将定位杆直接套入凸轮轴端面内的螺纹孔内直到强力磁铁将凸轮轴吸附,使得凸轮轴端面与导向套端面贴合就完成装配。其中,在发动机作业过程中,凸轮轴导向工装不仅起到了导向作用,同时在与凸轮轴衬套接触时不会引起衬套刮伤,避免凸轮轴与衬套直接碰撞。这样通过定位杆和强力磁铁就能快速的将导向套固定在凸轮轴上,提高了装配效率。
可选的,凸轮轴导向工装还包括:导向套2内部设置有螺纹孔5,定位杆4与导向套2一端连接表面设置有圆柱螺纹,导向套2内还设置有凹槽6,凹槽内涂有紧固胶。
当装配定位杆4与导向套2时,将定位杆4一端装入导向套2内部的螺纹孔5,具体的,因为定位杆4面积比较相对凸轮轴1比较小,所以设置的螺纹作业面积也比较小,相对的旋入孔内时也不需要很大的做功,这样装配效率也比较高。
当装配强力磁铁3与导向套2时,将强力磁铁3装入导向套2的凹槽6内,强力磁铁3与导向套2是采用过盈配合连接,涂紧固胶是防止强力磁铁3松动,并且密封防漏,任何平面连接后都不可能完全紧密接触,所以涂紧固胶是为防止强力磁铁3和导向套2在作业过程中出现松动的情况。
可选的,凸轮轴1的端面以及导向套2的端面都设置为平面,以使得当强力磁铁3与凸轮轴1在可以吸附作用的范围内时,凸轮轴1的端面与导向套2的端面快速贴合,因为有强力磁铁3的磁力,平面的设置能使得两者更加紧密贴合。
可选的,导向套2不含导向面的部分长度大于或等于凸轮轴1的相邻支撑轴颈的间距,导向套2不含导向面的部分的直径等于凸轮轴的支撑轴颈的直径,凸轮轴导向工装的作用不仅是导向作用,还要保证在于凸轮轴衬套接触时不会引起刮伤,所以设置长度与直径使得减少凸轮轴在作业时的损坏。
可选的,凸轮轴1与凸轮轴导向工装连接的一端内设置有螺纹孔7,定位杆4与凸轮轴1的一端直径小于凸轮轴1螺纹孔7,在本申请之前凸轮轴导向工装与凸轮轴1是通过螺纹与导向棒连接,所以本申请不改变螺纹的形状,直接将定位杆4套入凸轮轴的螺纹孔7中,所以定位杆2的端面直径小于螺纹孔7的直径。
具体的,当装配凸轮轴1与凸轮轴导向工装时,需要工作人员先装配好定位杆4以及强力磁铁3,然后将凸轮轴导向工装通过定位杆4直接套入凸轮轴连接一端的螺纹孔7中,不需要螺纹旋入,直到强力磁铁3吸附凸轮轴1端面,以使得凸轮轴1的端面与导向套2的端面紧密贴合连接,其中,导向套采用聚氨酯材料,耐磨性、耐水性以及冲击性都很高,这样就直接快速完成凸轮轴1与凸轮轴导向工装的装配,避免了需要螺纹操作复杂的连接以及容易松动的问题。再将凸轮轴1和凸轮轴导向工装整体从机体端面缓缓推入轴承孔。
本申请第二方面提供了一种凸轮轴导向工装及装配方法的另一个实施例,包括:
将导向套2与强力磁铁3过盈配合连接,将定位杆4与导向套2螺纹连接,将导向套2与凸轮轴1固定连接,当凸轮轴导向工装与凸轮轴1连接时,将凸轮轴1和凸轮轴导向工装整体从机体端面推入轴承孔中。
进一步的,导向套2内部与定位杆4连接处设置有螺纹孔5,与强力磁铁3连接设置有凹槽6,凸轮轴1与定位杆4连接处为螺纹孔7,当装配凸轮轴1与凸轮轴导向工装时,将定位杆4套入凸轮轴1的螺纹孔7内,直到强力磁铁3吸附凸轮轴1端面,使得凸轮轴1的端面与导向套2的端面紧密贴合连接这样就直接快速完成凸轮轴1与凸轮轴导向工装的装配,避免了需要螺纹操作复杂的连接以及容易松动的问题。
需要说明的是,对所公开的实施例的上述说明,使本领域专业技术人员能够实现或使用本申请。对这些实施例的多种修改对本领域的专业技术人员来说将是显而易见的,本文中所定义的一般原理可以在不脱离本申请的范围的情况下,在其它实施例中实现。因此,本申请不会被限制于本文所示的这些实施例,而是要符合与本文所公开的原理和新颖特点相一致的最宽的范围。
- 一种凸轮轴导向工装及装配方法
- 一种凸轮轴导向工装