模具自动化中微型有料检测装置
文献发布时间:2023-06-19 09:44:49
技术领域
本发明涉及模具技术领域,具体是一种模具自动化中微型有料检测装置。
背景技术
随着冲压生产自动化程度的提高,模具生产自动化已成为生产发展中的必然趋势,对于要符合自动化生产的模具,能否检测模具工作部位是否有料是自动化模具设计的一个重要环节。以往在拉延模具中大多采用的是检测开关标准件,但是这种标准件存在有明显缺陷:
(1)因标准件体积过大,导致模具工作部位要开很大的避位空间,导致成型零件在拉延工序成型不到位,后序再次成型,零件上有痕迹,不易消除,影响零件品质外观;
(2)标准件上的感应器元器件为交流电源,与现场设备使用不匹配,购回后还要进行更换,安装复杂,成本投入加大。
发明内容
为克服现有技术的不足,本发明的发明目的在于提供一种模具自动化中微型有料检测装置,以提高检测模具中工作部分是否有材料的自动化程度。
为实现上述发明目的,本发明检测杆下部的前端为检测面,检测杆与连接杆的一端用检测杆连接销轴相连,连接杆的另一端与L型定位块本体通过连接杆连接销轴连接,接近式检测开关通过定位块本体底部的螺孔固定在定位块本体上,定位块本体安装在模具的压边圈上;材料放入模具内,材料接触检测杆,检测杆向下运动,在连接杆的牵制作用下检测杆做弧线运动,当检测杆下部的前端挡住接近式检测开关,完成材料的投入检测。
所述检测杆为L型结构,检测杆的上部带有用于与材料接触的斜面,检测杆销孔为两个,位于检测杆竖直方向上的杆部。
所述连接杆为两个,两端分别带有用于与检测杆、定位块本体连接的连接杆销孔;在材料未放入模具内时,检测杆自重下沉状态下,上、下检测杆销孔分别高于上、下连接杆销孔。
所述定位块本体的水平方向底面上设有合销孔与腰型螺丝过孔,竖直方向上设有用于连接杆连接销轴穿过的定位块本体连接销孔。
本发明与现有技术相比,检测装置的结构小巧,简单易加工,便于安装调试,制作成本低,定位可靠,检测方便快捷,使零件成型质量得到大幅度提高,有效解决了小型拉延摸不能使用体积较大的检测开关标准件,无法实现自动化生产的问题,可应用于各种冲压成形拉延模具中。
附图说明
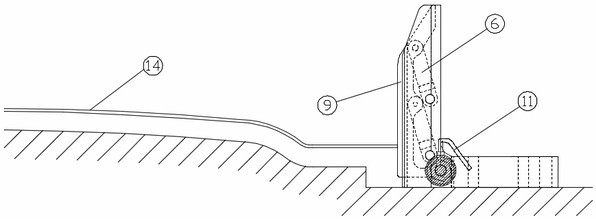
图1为本发明材料投入前的结构示意图。
图2为图1的俯视图。
图3为材料投入后的结构示意图。
图4为图3的俯视图。
图5为图1的材料投入前的局部结构放大示意图。
图6为图3的材料投入后的局部结构放大示意图。
具体实施方式
如图1、图2、图3、图4、图5、图6所示,本发明检测杆9下部的前端为检测面,检测杆9与连接杆6的一端用检测杆连接销轴8相连,连接杆6的另一端与L型定位块本体1通过连接杆连接销轴7连接,检测杆9、连接杆6、定位块本体1三者铰接处之间是滑配运动,接近式检测开关11通过定位块本体1底部的螺孔12固定在定位块本体1上,定位块本体1安装在模具的压边圈上。
所述检测杆9为L型结构,检测杆9的上部带有用于与材料14接触的斜面13,检测杆销孔10为两个,位于检测杆9竖直方向上的杆部。
所述连接杆6为两个,两端分别带有用于与检测杆9连接的连接杆销孔10、与定位块本体1连接的连接杆销孔5;在材料14未放入模具内时,检测杆9自重下沉状态下,上、下检测杆销孔10分别高于上、下连接杆销孔5。
所述定位块本体1的水平方向底面上设有用于与模具的压边圈连接的合销孔3与腰型螺丝过孔2,竖直方向上设有用于连接杆连接销轴7穿过的定位块本体连接销孔。
如图1、图2、图5所示,当材料14未放入模具内时,检测杆9由于自重下沉,使得检测杆9末端阴影区域未与接近式检测开关11发生接触,接近式检测开关11不工作,因此,冲床检测不到模具内有零件放入,不进行正常工作。
如图3、图4、图6所示,当材料14放入模具内时,材料14接触检测杆9的斜面13,检测杆9后退,在连接杆6的牵制作用下做弧线运动,最终检测杆9的末端阴影区域挡住接近式检测开关11,完成材料14的投入检测。
- 模具自动化中微型有料检测装置
- 模具自动化中微型有料检测装置