一次成型结晶器铜管镦挤装置
文献发布时间:2023-06-19 09:46:20
技术领域
本发明涉及一次成型结晶器铜管墩粗装置,可有效提高成型效率。
背景技术
结晶器铜管主要通过连铸铜棒-锯切坯料-热挤压(包括将坯料进行一次加热、放入凹模型腔、挤压凸模镦粗坯料、送中频炉二次加热、更换铜管挤压凸模、将坯料再次放入凹模型腔、挤压凸模将坯料挤压成铜管)-冷拉伸-热处理-电镀来完成。上述的热挤压工序中包括坯料二次加热、二次更换挤压凸模(镦粗挤压凸模和铜管挤压凸模)才能将镦粗坯料挤压成铜管的复杂工序。由于加工铜管种类有数百种,通过不同模具挤压成型。其中,热挤压镦粗坯料是铜管生产的重要工序之一,除由于坯料需要二次加热和两次挤压(镦粗道序和挤压道序均属于挤压道序),以及更换中频加热炉(根据坯料直径进行更换,一般来讲,镦粗后的坯料直径变大)等多种工序,具有电能消耗大,生产效率低的问题之外,挤压镦粗坯料的墩粗模具也是非常重要的一环。因此,根据坯料直径进行更换,墩粗模具也随着改变,这样就会备用一定规格的实体墩粗模具,而且设计成多个实体墩粗模具不仅笨重,人工搬运更换不方便,而且导致了墩粗模具的制作成本高的问题。
发明内容
鉴于上述现状,本发明提供了一次成型结晶器铜管镦挤装置,不仅降低了单个墩粗模具的制作成本,有利于提高加工成型效率。
本发明的技术解决方案是:一次成型结晶器铜管镦挤装置,包括墩粗模具;其中所述墩粗模具为实体芯模和盲孔外套模两个独立体,实体芯模与盲孔外套模通过连接件连接成可拆卸的组合墩粗模具,所述实体芯模可独立体使用或是与盲孔外套模组合使用,所述的实体芯模及盲孔外套模分别设有芯模、盲孔外套模扳手。
上述中,所述连接件连,包括在实体芯模的径向开有环形凹槽与轴向对称开有轴向凹槽相交形成T形凹槽,以及在盲孔外套模的径向对称设有向内套突出的凸起卡销,该凸起卡销的位置与实体芯模的径向凹槽位置相等,所述凸起卡销是一个圆头螺栓,通过圆头螺栓安装在盲孔外套模的径向螺孔内。
进一步地,所述连接件连,包括实体芯模及盲孔外套模的径向开有通孔,通过定位销连接固定。
进一步地,所述连接件连,包括在实体芯模两端的芯模扳手设有定位槽孔,以及在盲孔外套模两端的外套模扳手上铰接有锁紧螺杆、螺母,通过锁紧螺杆、螺母与定位槽孔锁紧配合。
本发明的有益效果是:通过设计了分体使用或是组合使用的镦粗模具,加工时将坯料加热完成后放入下模凹型腔,将镦粗模具放入凹模型腔,利用挤压凸模镦粗模具共同作用将坯料镦粗,待坯料与下模凹模型腔尺寸吻合镦粗完成,移开镦粗模具。当改变下模凹模型腔尺寸时,通过组合墩粗模具满足了铜管挤压成型。因此,本发明通过设计的组合墩粗模具,不仅节约了电能,而且还能满足坯料镦粗规格,降低了多个墩粗模具的制作成本,有利于提高加工效率。解决了传统热挤压工艺需要二次加热和更换笨重的挤压模具问题。
附图说明
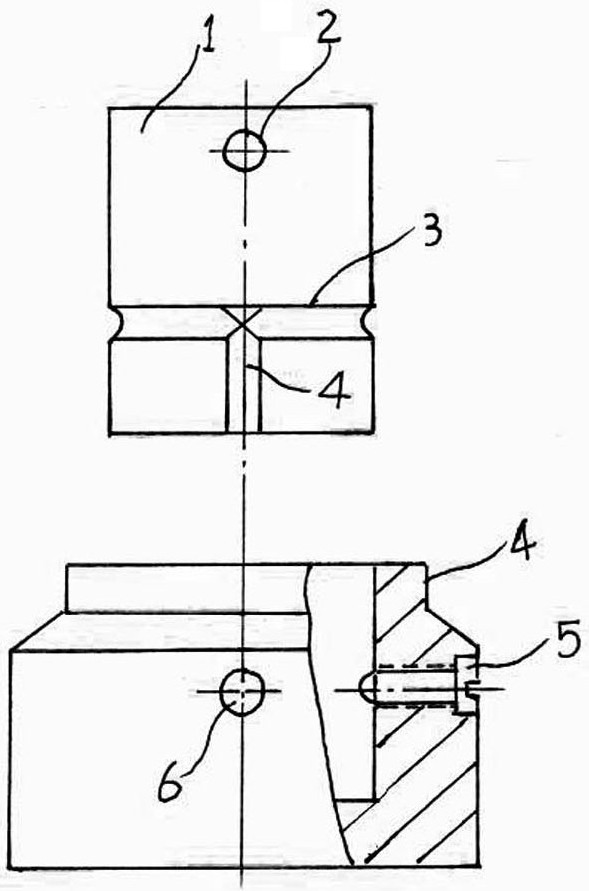
图1是本发明的结构视图;
图2是图1组合状态示意图;
图3、图4给出了不同组合连接的另一实施例;
图5给出了坯料墩粗过程参考图。
具体实施方式
下面将结合附图实施例对本发明作进一步说明。
见图1至图2所示的一次成型结晶器铜管镦挤装置,包括墩粗模具。本实施例所述墩粗模具采用一个实体芯模1和一个盲孔外套模4两个独立体,将上述两个独立体的实体芯模1与盲孔外套模4通过连接件连接成可拆卸的组合墩粗模具A。本实施例中,在所述实体芯模1及盲孔外套模4分别设有芯模扳手2、盲孔外套模扳手6。通过两体上的扳手方便墩粗模具的搬运或是组合使用。本实施例所述实体芯模1可独立体使用或是与盲孔外套模4组合使用。上述中,所述的连接件分别是由实体芯模1的径向开有环形凹槽3和轴向对称开有轴向凹槽4彼此相交形成T形凹槽,通过T形凹槽与盲孔外套模4的径向对称设有向内套突出的凸起卡销5安装配合,通过盲孔外套模4上与实体芯模1的环形凹槽3位置相等的凸起卡销5嵌入实体芯模1的环形凹槽3内进行旋转定位。本实施例所述凸起卡销5是一个圆头螺栓,通过圆头螺栓安装在盲孔外套模4的径向螺孔内。上述中,实体芯模1与盲孔外套模4组合安装时,通过芯模扳手2将实体芯模1抬起,按照实体芯模1上的轴向凹槽4所对应于盲孔外套模4上的凸起卡销5位置放入,安装后通过作用芯模扳手2任意方向旋转,使其盲孔外套模4的凸起卡销卡5卡在实体芯模1上的环形凹槽3内旋转位移并锁紧形成一体的组合墩粗模具(见图2)。上述中的盲孔外套模4不能单独使用,必须与实体芯模1组合使用。上述中,所述实体芯模1用于小于实体芯模1墩粗模具的坯料,而大于实体芯模1墩粗模具的坯料使用实体芯模1与盲孔外套模4组合墩粗模具。
图3给出了与图1不同组合连接的实施例。它是在图1结构的基础上做了相应的变化。相同的部分采用了同样结构的实体芯模1及盲孔外套模4。所不同的是实体芯模1与盲孔外套模4之间的连接关系发生了变化。即在所述实体芯模1及盲孔外套模4的径向分别开有同一中心位置的通孔7,并在两体的通孔7内插入定位销8连接固定。其功能作用与图1相同。该组合连接结构省去了盲孔外套模4的凸起卡销卡5及实体芯模1上的T形凹槽。
图4给出了与图1、图3不同组合连接的实施例。它与图1、图3采用同样结构的实体芯模1及盲孔外套模4。所不同是在实体芯模1两端的芯模扳手2上设有定位槽孔10,以及在盲孔外套模4两端的外套模扳手6上铰接有锁紧螺杆9、螺母11,通过锁紧螺杆9、螺母11与定位槽孔10锁紧配合。因此,通过锁紧螺杆9、螺母11与定位槽孔10锁紧配合限制了实体芯模1、盲孔外套模4组合体的松动形成一体。该组合连接结构省去了图1盲孔外套模4的凸起卡销卡5及实体芯模1上的T形凹槽及图3中的通孔、插销。
本发明的组合墩粗模具结合一次成型结晶器铜管墩粗工艺及流程进行说明。包括:连铸铜棒、锯切坯料、热挤压、冷拉伸、热处理、电镀;
其中热挤压工序包括:
1、坯料加热;
2、将加热坯料送入下模凹型腔;
3、将镦粗模具放入下模凹型腔及加热坯料上;
4、取规格要求的挤压凸模安装在上挤压模上;
5、通过挤压凸模下降挤压力作用到镦粗模具上,完成坯料镦粗;
6、退出镦粗模具,利用挤压凸模下降挤压作用镦粗坯料完成铜管镦挤一次成型。
图5给出了坯料墩粗过程参考图。热挤压墩粗工序是,首先将加热后的坯料15放入下模凹型腔13内,再将放在支撑平台14上的组合镦粗模具A移送到下模凹型腔11及坯料15上,控制上挤压杆12及其上挤压凸模下降作用组合镦粗模具A进行墩粗坯料15,使墩粗后的坯料15与下模凹型腔13的尺寸吻合。当坯料15镦粗完成后,将组合镦粗模具A退出,通过油压机作用上挤压杆7及其上的挤压凸模下降直接作用组合镦粗模具A,在压力作用下完成铜管11挤压成型。
工艺优化后,减少了一次加热,减少一次了模具更换、减少了一次上料,减少了一次更换中频加热炉,生产效率大大提高。
- 一次成型结晶器铜管镦挤装置
- 结晶器铜管镦挤一次成型工艺