一种螺栓热压成型结构
文献发布时间:2023-06-19 10:18:07
技术领域
本发明涉及螺栓制造领域,具体地是一种螺栓热压成型结构。
背景技术
沉头螺栓,又称作平机螺栓,其头部有工具拧紧槽,有一字形、十字形、内六角形等。而一字槽沉头螺栓作为一种常规标准件,广泛应用于各个领域,其一字槽通常用铣床铣出来的,但是铣床加工成型速度很慢,有些甚至还是纯粹手工活。因此急需一种方便的一字槽加工装置。
发明内容
本发明所要解决的技术问题是:提供一种螺栓热压成型结构,其能高效方便地加工螺栓或螺钉端部的一字槽,不仅结构简单,而且装卸方便,易实现。
本发明所采取的技术方案是:提供一种螺栓热压成型结构,它依次包括送料模块、加热模块、固定模块及模头;
送料模块包括进料斗、顶杆及第一驱动件,进料斗内置有多根水平放置的料棒,进料斗底部两端开有允许单根料棒通过的第一通孔,顶杆抵于底部料棒的末端,顶杆与第一驱动件连接并通过第一驱动件作水平方向往复平移;
加热模块包括第一通道与加热管,第一通道一端连接于送料模块的第一通孔,另一端连接于固定模块,加热管固定于第一通道上,用来加热软化第一通道内的料棒;
固定模块内设有第二通道,第二通道一端与第一通道连通,另一端开有沉头孔;
模头包括方槽刀头、第二驱动件及固定块,方槽刀头固定于固定块,固定块与第二驱动件连接并通过第二驱动件作垂直方向往复移动。
优选地,固定模块包括一机壳,机壳内设有左定位块、右定位块、上定位块及下定位块,左定位块与右定位块并列设置,其相对接触面上各开有半圆内凹的第二通道,从而形成完整的第二通道,上定位块与下定位块分别位于左定位块与右定位块的上下位置,对左定位块与右定位块起到限位作用。
优选地,上定位块中间位置且位于第二通道正上方开有导向槽,方槽刀头位于导向槽内并沿着导向槽移动。
优选地,加热管沿着第一通道轴线方向缠绕于第一通道外壁上。
优选地,第二通道内壁上设有定位通孔。
本发明的有益效果是:本发明作为自动加工螺栓或螺钉端部一字槽的装置,首先能自动进行单根料棒的进料,接着对料棒进行加热并软化,最后对软化的料棒一端进行冲压而形成一字槽,最后形成单个螺栓或螺钉,全程实现自动化制造。
附图说明
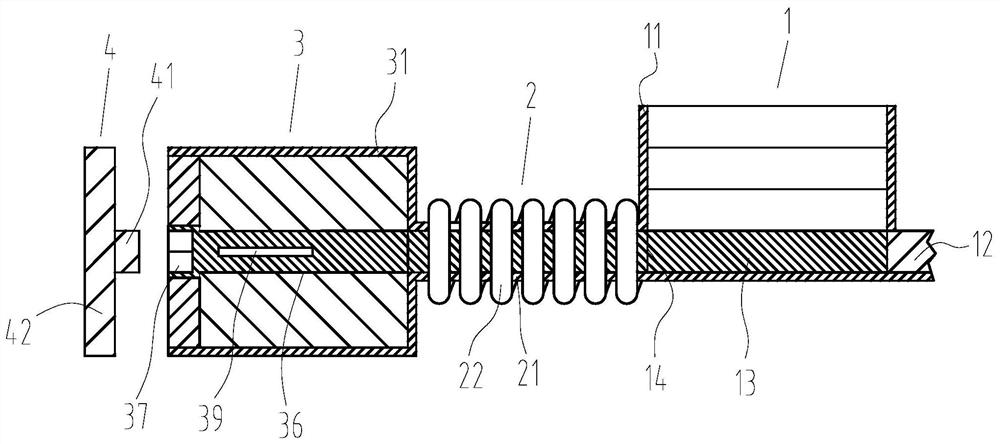
图1是本发明整体结构剖视图。
图2是本发明料棒冲压面端面视图。
其中,1、送料模块;11、进料斗;12、顶杆;13、料棒;14、第一通孔;
2、加热模块;21、第一通道;22、加热管;
3、固定模块;31、机壳;32、左定位块;33、右定位块;34、上定位块;35、下定位块;36、第二通道;37、沉头孔;38、导向槽;39、定位通孔;
4、模头;41、方槽刀头;42、固定块。
具体实施方式
下面结合附图和具体实施方式对本发明作进一步说明。
如图1所示,它依次包括送料模块1、加热模块2、固定模块3及模头4,相应功能即为料棒13送料、加热料棒13、固定料棒13及最后的冲压料棒13端面形成一字槽,最终形成螺栓或螺钉成品。
其中,送料模块1包括进料斗11、顶杆12及第一驱动件,进料斗11内置有多根水平放置的料棒13,料棒13从进料斗11上方开口处加料,料棒13呈水平躺置并叠加于进料斗11内,进料斗11底部两端开有允许单根料棒13通过的第一通孔14,也就是进料斗11底部的宽度及长度只允许存在单根料棒13,顶杆12抵于底部料棒13的末端,顶杆12与第一驱动件连接,第一驱动件为气动马达或液压马达,其驱动顶杆12作水平方向向前平移,顶杆12抵于料棒13,从而推动料棒13前进并进入加热模块2区域,当前一根料棒13被推至加热模块2区域后,顶杆12收缩回复至原位置,进料斗11内也就是前料棒13正上方的料棒13会自动下落至前料棒13的位置处,顶杆12再次抵于该料棒13端部并推动该料棒13,以此往复动作。
加热模块2包括第一通道21与加热管22,第一通道21一端连接于送料模块1的第一通孔14,另一端连接于固定模块3,从进料斗11过来的料棒13被推至第一通道21内,加热管22沿着第一通道21轴线方向缠绕于第一通道21外壁上,用来加热第一通道21内的料棒13,从而使料棒13软化。
固定模块3内设有第二通道36,第二通道36一端与第一通道21连通,另一端开有沉头孔37,第一通道21内的料棒13经过软化后被推至第二通道36,这里需要说明的是,由于进料斗11、第一通道21及第二通道36都紧密连接,因此,三者之间的料棒13前后收尾相抵,当进料斗11上的料棒13经过第一驱动件推动后,第一通道21及第二通道36内的料棒13也顺势被推动并前进,料棒13代加工端面被推至沉头孔37内。
如图2所示,本实施例中,固定模块3包括一机壳31,机壳31内设有左定位块32、右定位块33、上定位块34及下定位块35,左定位块32与右定位块33并列设置,其相对接触面上各开有半圆并内凹的第二通道36,从而形成完整的第二通道36,上定位块34与下定位块35分别位于左定位块32与右定位块33的上下位置,对左定位块32与右定位块33起到限位作用,防止料棒13待加工端面被挤压时,造成左定位块32与右定位块33移动并错位,从而使得料棒13卡滞在第二通道36内。
模头4包括方槽刀头41、第二驱动件及固定块,方槽刀头41固定于固定块,固定块与第二驱动件连接并通过第二驱动件作垂直方向往复移动,本实施例中,第二驱动件为气动马达或液压马达,第二驱动件推动固定块,固定块带动方槽刀头41作垂直方向上的移动,作为冲压动作,软化的料棒13待加工端面被轻易的冲压成型,形成一字槽,待温度冷却,最终形成一字槽螺栓或螺钉成品。
另外,上定位块34中间位置且位于第二通道36正上方开有导向槽38,方槽刀头41位于导向槽38内并沿着导向槽38移动,导向槽38对方槽刀头41起到导向并限位的作用,防止方槽刀头41在冲压时产生移位或卡滞。
第二通道36内壁上设有定位凸起通孔,定位通孔39沿着第二通道36轴线方向分布,本实施例中,定位通孔39呈直线状结构,当料棒13移动至第二通道36内后,定位通孔39正好位于料棒13棒身上方,因此,通过定位通孔39,可以设置抵紧结构,将料棒13更加紧固地固定于第二通道36内,防止料棒13在加工一字槽时候进行晃动或移位。
以上就本发明较佳的实施例作了说明,但不能理解为是对权利要求的限制。本发明不仅局限于以上实施例,其具体结构允许有变化,凡在本发明独立要求的保护范围内所作的各种变化均在本发明的保护范围内。
- 一种十字螺栓热压成型结构
- 一种螺栓热压成型结构