一种轻钢结构厂房建造型钢表面防腐处理方法
文献发布时间:2023-06-19 10:22:47
技术领域
本发明涉及轻钢结构厂房表面防腐处理领域,具体的说是一种轻钢结构厂房建造型钢表面防腐处理方法。
背景技术
型钢是一种有一定截面形状和尺寸的条型钢材,是钢材四大品种(板、管、型、丝)之一。根据断面形状,型钢分简单断面型钢和复杂断面型钢(异型钢),前者指方钢、圆钢、扁钢、角钢、六角钢等;后者指工字钢、槽钢、钢轨、窗框钢、弯曲型钢等。
型钢加工出来后需要对表面的毛刺进行打磨处理,本发明是针对槽钢进行打磨处理,但是在打磨处理时还普遍存在以下问题:
(1)在打磨处理中,首先需要对型钢进行位置固定后,才可以进行打磨,因此在对型钢多个表面进行打磨时需要固定元件不停更换固定位置以方便打磨元件进行打磨,从而降低了打磨加工速度。
(2)槽钢根据相配合的尺寸不同,槽钢的凹槽尺寸均不同,而工厂需要对不同凹槽尺寸的槽钢进行打磨处理,则需要购买相应的打磨设备,或者打磨零件,从而提高了打磨成本。
为了解决上述问题,本发明提供了一种轻钢结构厂房建造型钢表面防腐处理方法。
发明内容
为了实现上述目的,本发明采用以下技术方案来实现:一种轻钢结构厂房建造型钢表面防腐处理方法,该型钢表面防腐处理方法采用如下型钢表面防腐处理设备,该型钢表面防腐处理设备包括支座、横向装置和纵向装置;支座的上端面安装有横向装置,横向装置的后方设置有纵向装置,纵向装置安装在支座的后端面上;
所述的支座包括工作台、脚座、左侧板、右侧板、后板和顶板,工作台下端面靠近拐角位置安装有脚座,工作台上端面靠近左端位置安装有左侧板,工作台上端面靠近右端位置安装有右侧板,工作台上端面靠近后端位置安装有后板,后板的前端面均与左侧板和右侧板的后端面相连接,左侧板、右侧板和后板的上端面均与顶板下端面相连接;
所述的横向装置包括电动推杆、滑动环、打磨气缸、连动板、连接块、打磨架和打磨板,顶板上端面开设有腰形孔,腰形孔内通过滑动配合方式连接有滑动环,滑动环固定套设在电动推杆的固定端外壁上,电动推杆的固定端右侧外壁与打磨气缸的伸缩端相连接,右侧板与打磨气缸伸缩端相对应位置开设有安装孔,安装孔内壁与打磨气缸的固定端外壁固定连接,电动推杆的伸缩端与连动板上端面相连接,连动板下端面左右对称安装有连接块,连接块下端面均安装有打磨架,工作台上端面与打磨架相对应位置均通过滑动配合方式安装有打磨板;具体工作时,通过工人或者机器将型钢放置在打磨板上端面的指定位置,再通过设置块带动执行板将型钢左右两端夹紧,将型钢位置固定,通过电动推杆启动,电动伸缩杆的伸缩端通过连动板和连接块带动打磨架向下移动,打磨架下端面与打磨板上端面相贴合,打磨气缸启动,打磨气缸的伸缩端通过滑动环带动电动推杆在腰形孔内左右滑动,通过电动推杆左右滑动带动打磨架和打磨板左右移动对型钢的四周表面进行打磨处理。
所述的纵向装置包括安装板、支撑伸缩杆、移动气缸、设置块和执行板,工作台下端面靠近后端的脚座在之间连接有安装板,安装板上端面的中部开设有气缸孔,安装板上端面位于气缸孔左右两侧均开设有设置孔,气缸孔内壁与移动气缸的固定端外壁相连接,设置孔内壁内均与支撑伸缩杆的固定端外壁相连接,支撑伸缩杆和移动气缸的伸缩端均与设置块下端面相连接,设置块后端面通过滑动配合方式与后板前端面相连接,设置块前端面左右对称设有执行板;具体工作时,通过电动推杆启动,电动伸缩杆的伸缩端通过连动板和连接块带动打磨架向下移动,打磨架下端面与打磨板上端面抵紧,从而将型钢上下两端夹紧,再通过移动气缸带动支撑伸缩杆的伸缩端上下移动,带动设置块和执行板上下移动,从而对型钢的左右两端进行打磨处理,通过打磨工作的连续性,将型钢外表面进行打磨,从而提高了打磨效率,横向装置和纵向装置既可以用作打磨元件又可做为固定元件,从而节省了打磨时间和打磨或者固定零件。
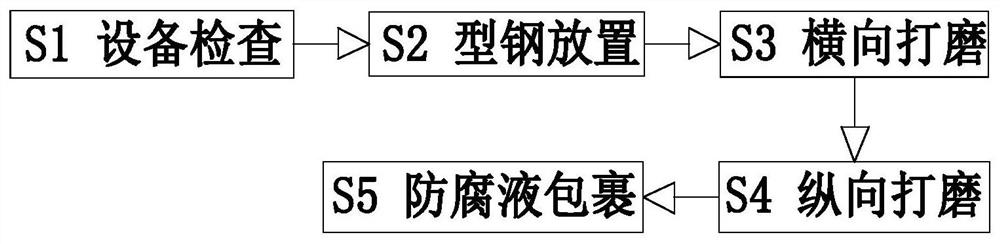
使用上述型钢表面防腐处理设备对型钢表面进行防腐处理的方法包括如下步骤:
S1、设备检查:在启用该型钢表面防腐处理设备对型钢表面进行防腐处理的之前,对设备运行进行检查;
S2、型钢放置:通过工人或者机器将型钢放置在打磨板上的指定位置;
S3、横向打磨:通过纵向装置将型钢左右两端夹紧,将型钢位置固定,通过横向装置左右移动对型钢的四周表面进行打磨处理;
S4、纵向打磨:通过横向装置将型钢上下两端进行抵紧,将型钢位置固定,通过纵向装置上下移动对型钢的左右端面进行打磨处理;
S5、防腐液包裹:将打磨处理后的型钢放入防腐液中使防腐液将型钢表面进行包裹,再取出晾干。
优选的,所述的滑动环包括连接环和滚动珠,连接环内壁固定套设在电动推杆的固定端外壁上,连接环外壁沿其周向方向均匀滚动连接有多个滚动珠,腰形孔内为从上至下均匀开设有半圆环槽,滚动珠均通过滚动配合方式设置在半圆环槽内,通过滚珠在半圆环槽内移动带动电动推杆移动。
优选的,所述的打磨架为匚形架、中间块、调节板和双向伸缩弹簧杆,匚形架为开口向下设置,匚形架上端面中部与连接块相连接,匚形架的上端内壁中部安装有中间块,中间块前后两端均开设有调节槽,调节槽靠近中间块中部一侧端面从上至下等距开设有调节孔,调节孔内壁与双向伸缩弹簧杆的固定端外壁相连接,双向伸缩弹簧杆的伸缩端均与调节板相连接,调节板设置在调节槽内,调节板上端面通过滑动配合方式与匚形架的上端内壁相连接,匚形架下端面前后两侧均开设有对接槽。具体工作时,双向伸缩杆启动,双向伸缩杆的伸缩端型钢的尺寸大小带动调节板左右移动,当打磨架从上向下移动时,型钢中间的间隔与中间块和调节板相配合进行打磨,根据型钢的尺寸大小调节打磨架中部的尺寸,从而可对不同尺寸的型钢进行打磨,节省了成本。
优选的,所述的打磨板上端面与对接槽相对应位置均安装有对接块,对接块形状和尺寸大小均与对接槽相配合,打磨板下端面为前后对称的外凸结构,工作台上端面与打磨板下端面相对应位置均开有移动槽,移动槽为与打磨板下端面相配合的内凹结构,通过打磨板与匚形架凹凸配合,保证了打磨架和打磨板准确对接。
优选的,所述的设置块内部开设有设置槽,设置块前端面与设置槽相对应位置开设有通槽,双向伸缩杆安装在设置槽内,双向伸缩杆的伸缩端均安装有移动块,移动块通过滑动配合方式设置在设置槽与通槽内,移动块均与执行板后端面中部相连接,设置块后端面中部安装有滑块,后板前端面与滑块相对应位置开设有滑槽,滑块通过滑动配合方式设置在滑槽内,通过双向伸缩杆启动,双向伸缩杆的伸缩端筒移动块带动执行板从两侧向中间移动,将型钢左右两端夹紧固定;通过滑块与滑槽相配合起到限位作用。
优选的,所述的执行板后端面靠近上端面与下端面位置均为外凸的矩形结构,后板前端面与执行板后端面相对应位置均开设有配合槽,后板前端面通过滑动配合方式设置在配合槽内,从而起到了限位作用,防止上下移动的同时左右移动。
本发明的有益效果是:
1.本发明通过横向装置和纵向装置既可以用作打磨元件又可做为固定元件,从而节省了打磨时间,通过打磨工作的连续性,提高了打磨效率以及节省了打磨或者固定的零件;通过调节板和双向伸缩弹簧杆相配合可根据型钢凹槽的尺寸大小进行调节,从而可对不同尺寸凹槽的型钢进行打磨,从而节约了成本。
2.本发明设计的型钢左右两端通过设置块带动执行板将其夹紧,将型钢位置固定,通过打磨架和打磨板左右移动对型钢的四周表面进行打磨处理,再通过打磨架和打磨板将型钢上下两端进行打磨,在通过设置块带动执行板上下移动对型钢左右两端进行打磨,横向装置同时对型钢的外壁表面进行打磨后,通过纵向装置同时对型钢的左右两端进行打磨,从而节省了打磨的时间,提高了打磨效率。
3.本发明设计的双向伸缩杆的伸缩端型钢的尺寸大小带动调节板左右移动,当打磨架从上向下移动时,型钢中间的间隔与中间块和调节板相配合进行打磨,根据型钢的尺寸大小调节打磨架中部的尺寸,从而可对不同尺寸的型钢进行打磨,节省了成本。
附图说明
下面结合附图和实施例对本发明进一步说明。
图1是本发明的流程图;
图2是本发明的立体示意图;
图3是本发明的左视剖视图;
图4是本发明的图3中A-A向断面图;
图5是本发明的图3中B-B向断面图;
图6是本发明的图3中C处局部放大图;
图7是本发明的图3中D处局部放大图;
图8是本发明的图4中E处局部放大图;
图9是本发明的中间板的立体示意图;
图10是本发明的作业对象的立体示意图。
具体实施方式
以下结合附图对本发明的实施例进行详细说明,但是本发明可以由权利要求限定和覆盖的多种不同方式实施。
如图1到图10所示,一种轻钢结构厂房建造型钢表面防腐处理方法,该型钢表面防腐处理方法采用如下型钢表面防腐处理设备,该型钢表面防腐处理设备包括支座1、横向装置2和纵向装置3;支座1的上端面安装有横向装置2,横向装置2的后方设置有纵向装置3,纵向装置3安装在支座1的后端面上;
所述的支座1包括工作台11、脚座12、左侧板13、右侧板14、后板15和顶板16,工作台11下端面靠近拐角位置安装有脚座12,工作台11上端面靠近左端位置安装有左侧板13,工作台11上端面靠近右端位置安装有右侧板14,工作台11上端面靠近后端位置安装有后板15,后板15的前端面均与左侧板13和右侧板14的后端面相连接,左侧板13、右侧板14和后板15的上端面均与顶板16下端面相连接;
所述的横向装置2包括电动推杆21、滑动环22、打磨气缸23、连动板24、连接块25、打磨架26和打磨板27,顶板16上端面开设有腰形孔,腰形孔内通过滑动配合方式连接有滑动环22,所述的滑动环22包括连接环221和滚动珠222,连接环221内壁固定套设在电动推杆21的固定端外壁上,连接环221外壁沿其周向方向均匀滚动连接有多个滚动珠222,腰形孔内为从上至下均匀开设有半圆环槽,滚动珠222均通过滚动配合方式设置在半圆环槽内,通过滚珠在半圆环槽内移动带动电动推杆21移动;滑动环22固定套设在电动推杆21的固定端外壁上,电动推杆21的固定端右侧外壁与打磨气缸23的伸缩端相连接,右侧板14与打磨气缸23伸缩端相对应位置开设有安装孔,安装孔内壁与打磨气缸23的固定端外壁固定连接,电动推杆21的伸缩端与连动板24上端面相连接,连动板24下端面左右对称安装有连接块25,连接块25下端面均安装有打磨架26,工作台11上端面与打磨架26相对应位置均通过滑动配合方式安装有打磨板27;具体工作时,通过工人或者机器将型钢放置在打磨板27上端面的指定位置,再通过设置块34带动执行板35将型钢左右两端夹紧,将型钢位置固定,通过电动推杆21启动,电动伸缩杆的伸缩端通过连动板24和连接块25带动打磨架26向下移动,打磨架26下端面与打磨板27上端面相贴合,打磨气缸23启动,打磨气缸23的伸缩端通过滑动环22带动电动推杆21在腰形孔内左右滑动,通过电动推杆21左右滑动带动打磨架26和打磨板27左右移动对型钢的四周表面进行打磨处理。
所述的打磨架26为匚形架261、中间块262、调节板263和双向伸缩弹簧杆264,匚形架261为开口向下设置,匚形架261上端面中部与连接块25相连接,匚形架261的上端内壁中部安装有中间块262,中间块262前后两端均开设有调节槽,调节槽靠近中间块262中部一侧端面从上至下等距开设有调节孔,调节孔内壁与双向伸缩弹簧杆264的固定端外壁相连接,双向伸缩弹簧杆264的伸缩端均与调节板263相连接,调节板263设置在调节槽内,调节板263上端面通过滑动配合方式与匚形架261的上端内壁相连接,匚形架261下端面前后两侧均开设有对接槽。具体工作时,双向伸缩杆341启动,双向伸缩杆341的伸缩端型钢的尺寸大小带动调节板263左右移动,当打磨架26从上向下移动时,型钢中间的间隔与中间块262和调节板263相配合进行打磨,根据型钢的尺寸大小调节打磨架26中部的尺寸,从而可对不同尺寸的型钢进行打磨,节省了成本。
所述的打磨板27上端面与对接槽相对应位置均安装有对接块271,对接块271形状和尺寸大小均与对接槽相配合,打磨板27下端面为前后对称的外凸结构,工作台11上端面与打磨板27下端面相对应位置均开有移动槽,移动槽为与打磨板27下端面相配合的内凹结构,通过打磨板27与匚形架261凹凸配合,保证了打磨架26和打磨板27准确对接。
所述的纵向装置3包括安装板31、支撑伸缩杆32、移动气缸33、设置块34和执行板35,工作台11下端面靠近后端的脚座12在之间连接有安装板31,安装板31上端面的中部开设有气缸孔,安装板31上端面位于气缸孔左右两侧均开设有设置孔,气缸孔内壁与移动气缸33的固定端外壁相连接,设置孔内壁内均与支撑伸缩杆32的固定端外壁相连接,支撑伸缩杆32和移动气缸33的伸缩端均与设置块34下端面相连接,设置块34后端面通过滑动配合方式与后板15前端面相连接,设置块34前端面左右对称设有执行板35;具体工作时,通过电动推杆21启动,电动伸缩杆的伸缩端通过连动板24和连接块25带动打磨架26向下移动,打磨架26下端面与打磨板27上端面抵紧,从而将型钢上下两端夹紧,再通过移动气缸33带动支撑伸缩杆32的伸缩端上下移动,带动设置块34和执行板35上下移动,从而对型钢的左右两端进行打磨处理,通过打磨工作的连续性,将型钢外表面进行打磨,从而提高了打磨效率,横向装置和纵向装置3既可以用作打磨元件又可做为固定元件,从而节省了打磨时间和打磨或者固定零件。
所述的设置块34内部开设有设置槽,设置块34前端面与设置槽相对应位置开设有通槽,双向伸缩杆341安装在设置槽内,双向伸缩杆341的伸缩端均安装有移动块342,移动块342通过滑动配合方式设置在设置槽与通槽内,移动块342均与执行板35后端面中部相连接,设置块34后端面中部安装有滑块343,后板15前端面与滑块343相对应位置开设有滑槽,滑块343通过滑动配合方式设置在滑槽内,通过双向伸缩杆341启动,双向伸缩杆341的伸缩端筒移动块342带动执行板35从两侧向中间移动,将型钢左右两端夹紧固定;通过滑块343与滑槽相配合起到限位作用。
所述的执行板35后端面靠近上端面与下端面位置均为外凸的矩形结构,后板15前端面与执行板35后端面相对应位置均开设有配合槽,后板15前端面通过滑动配合方式设置在配合槽内,从而起到了限位作用,防止上下移动的同时左右移动。
使用上述型钢表面防腐处理设备对型钢表面进行防腐处理的方法包括如下步骤:
S1、设备检查:在启用该型钢表面防腐处理设备对型钢表面进行防腐处理的之前,对设备运行进行检查;
S2、型钢放置:通过工人或者机器将型钢放置在打磨板27上的指定位置;
S3、横向打磨:通过设置块34带动执行板35将型钢左右两端夹紧,将型钢位置固定,电动伸缩杆的伸缩端通过连动板24和连接块25带动打磨架26向下移动,打磨架26下端面与打磨板27上端面相贴合,打磨气缸23启动,打磨气缸23的伸缩端通过滑动环22带动电动推杆21在腰形孔内左右滑动,通过电动推杆21左右滑动带动打磨架26和打磨板27左右移动对型钢的四周表面进行打磨处理;
S4、纵向打磨:通过电动伸缩杆的伸缩端通过连动板24和连接块25带动打磨架26向下移动,打磨架26下端面与打磨板27上端面抵紧,从而将型钢上下两端夹紧,再通过移动气缸33带动支撑伸缩杆32的伸缩端上下移动,带动设置块34和执行板35上下移动,从而对型钢的左右两端进行打磨处理;
S5、防腐液包裹:将打磨处理后的型钢放入防腐液中使防腐液将型钢表面进行包裹,再取出晾干。
以上显示和描述了本发明的基本原理、主要特征和优点。本行业的技术人员应该了解,本发明不受上述实施例的限制,上述实施例和说明书中的描述的只是说明本发明的原理,在不脱离本发明精神和范围的前提下,本发明还会有各种变化和改进,这些变化和改进都要求保护的本发明范围内。本发明要求保护范围由所附的权利要求书及其等效物界定。
- 一种轻钢结构厂房建造型钢表面防腐处理方法
- 一种轻型钢结构厂房建造型钢搭建处理方法