一种测量平面与基准对称度的测具及测量方法
文献发布时间:2023-06-19 10:30:40
技术领域
本发明涉及航空零件加工技术领域,具体涉及一种测量平面与基准对称度的测具及测量方法。
背景技术
航空燃料开关活塞类零件主要应用于在航空发动机燃烧室燃油到旋流室之间的连接,燃料开关活塞零件的平面与基准对称度的测量,目前没有直接有效的测量方案,通常采用三坐标建立基准的测量方法进行测量,由于其外形不规则,组成外形的线段及圆弧较多,三坐标建立角向基准及定位面耗时长、精度差。
因此,为测量零件平面与基准对称度,通过设计新的测具,确定合理的零件定位面及测量面,从而达到测量平面与基准对称度的要求。
发明内容
本发明目的提供一种测量平面与基准对称度的测具及测量方法,其直接测量平面与基准的对称度,测量精度高,可提高测量效率,避免或减小用其他测量方法带来的测量误差,使测量平面与基准对称度的测量更加精确,检测更加高效。
为解决现有技术存在的问题,本发明的技术方案是:一种测量平面与基准对称度的测具,包括矩形的测具底座,其特征在于:所述的测具底座下部左右对称设置有第一L型块和第二L型块,所述的第一L型块和第二L型块的顶部设置有V型槽,所述的第一L型块的V型槽深度大于第二L型块的V型槽深度,所述的第一L型块和第二L型块的中间测具底座上设置有导套;所述的导套内设置有堵头螺钉,堵头螺钉上套设有弹簧,弹簧上设置有支撑块,支撑块伸出于导套顶部,所述的测具底座上部左右对称设置有支撑螺钉一和支撑螺钉二,所述的支撑螺钉一和支撑螺钉二的顶部分别设置有第一压板和第二压板,第一压板和第二压板的另一端设置于第一L型块和第二L型块的高边上部,所述的第一压板和第二压板上分别设置有腰型槽,第一压板的腰型槽内穿设有双头螺柱一,第二压板的腰型槽内穿设有双头螺柱二,所述的第一压板上的双头螺柱一上设置有螺形螺母一,所述的第二压板上的双头螺柱二上设置有螺形螺母二,支撑螺钉一和支撑螺钉二中间的测具底座上设置有测量块,测量块与导套设置于一条轴线上。
进一步,支撑螺钉一和支撑螺钉二的轴线分别与第一L型块和第二L型块的高边的轴线在一条直线上。
进一步,第一L型块的左侧设置有挡块,挡块通过螺钉一与第一L型块连接。
进一步,螺形螺母一和螺形螺母二下的双头螺柱一和双头螺柱二上设置有垫片。
一种测量平面与基准对称度的测具的测量方法步骤为:
1):将测具底座放在平整的工作台上,将被测零件的大端定位圆放置于第一L型块的V型槽内,零件的小端定位圆放置于第二L型块的V型槽内,使零件大端定位圆与第一L型块的V型槽贴合,零件小端定位圆与第二L型块的V型槽贴合;
2):安装第一压板,使第一压板的一端压紧零件的大端定位圆,第一压板的另一端放置在支撑螺钉一上,拧紧螺形螺母一,使零件的大端固定在第一L型块上。
3):安装第二压板,使第二压板的一端压紧零件的小端定位圆,第二压板的另一端放置在支撑螺钉二上,拧紧螺形螺母二,使零件的小端固定在第二L型块上,此时,零件的大端定位面与支撑块的上端面自动贴合。
4):对比测量平面与测量块28的高度差,即为测量平面与基准的对称度。
与现有技术相比,本发明的优点如下:
1)本发明通过设置第一V型块和第二V型块,使第一V型块的两侧定位面与被测零件的大端外圆贴合,第二V型块的两侧定位面与被测零件的小端外圆贴合,使用V型块定位,零件重复性定位精度高,定位方便快捷;
2)本发明通过在导套内设置可活动的支撑块,使零件的下端定位面与支撑块的上端定位面贴合,通过零件定位面与支撑块的小间隙精密配合,保证零件定位面始终平行于支撑块,实现了零件角向精确定位;
3)本发明通过设置测量块,测量对称度时,只要零件上端面位于测量块的上下测量面之间,即可认为对称度合格,零件检测方便、高效。
附图说明
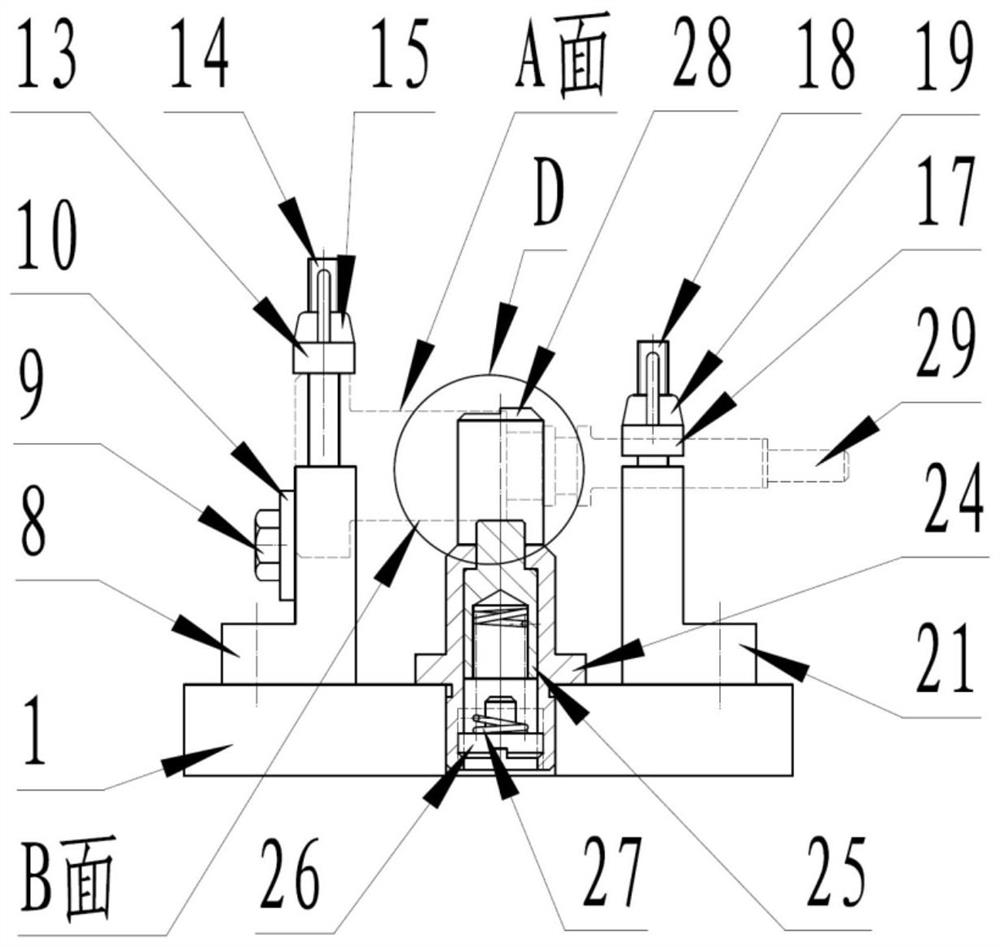
图1是本发明的结构示意图;
图2是图1的俯视图;
图3是图1的右侧视图;
图4是底座结构示意图;
图5是D处放大示意图;
图6是导套内的结构示意图;
附图标记说明:1-测具底座,2-螺纹孔一,3-螺纹孔二,4-定位孔一,5-螺纹孔三,6-定位孔二,7-定位孔三,8-第一L型块,9-螺钉一,10-挡块,11-销子一,12-螺钉二,13-第一压板,14-双头螺柱一,15-螺形螺母一,16-支撑螺钉一,17-第二压板,18-双头螺柱二,19-螺形螺母二,20-支撑螺钉二,21-第二L型块,22-销子二,23-螺钉三,24-导套,25-支撑块,26-堵头螺钉27-弹簧,28-测量块,29-零件,A面-测量平面,B面-大端定位面。
具体实施方式
下面结合附图对本设计做详细描述:
本发明提供一种测量平面与基准对称度的测具,如图1-3所示,包括矩形的测具底座1;所述的测具底座1下部左右对称设置有第一L型块8和第二L型块21,第一L型块8通过销子一11和螺钉二12与夹具底座1连接;第二L型块21通过销子二22和螺钉三23与夹具底座1连接;所述第一L型块8的左侧设置有挡块10,挡块10通过螺钉一9与第一L型块8连接,挡块10用于挡住零件端面,防止零件轴向移动;
上述第一L型块8和第二L型块21的顶部设置有V型槽,所述的第一L型块8的V型槽深度大于第二L型块21的V型槽深度,所述的第一L型块8和第二L型块21的中间测具底座1上设置有导套24;所述的导套24内设置有堵头螺钉26,堵头螺钉26上套设有弹簧27,弹簧27上设置有支撑块25,支撑块25伸出于导套24顶部。
上述测具底座1上部左右对称设置有支撑螺钉一16和支撑螺钉二20,所述的支撑螺钉一16和支撑螺钉二20的轴线分别与第一L型块8和第二L型块21的高边的轴线在一条直线上,所述的支撑螺钉一16和支撑螺钉二20的顶部分别设置有第一压板13和第二压板17,第一压板13和第二压板17的另一端设置于第一L型块8和第二L型块21的高边上部,所述的第一压板13和第二压板17上分别设置有腰型槽,第一压板13的腰型槽内穿设有双头螺柱一14,第二压板17的腰型槽内穿设有双头螺柱二18,所述的第一压板13上的双头螺柱一14上设置有螺形螺母一15,所述的第二压板17上的双头螺柱二18上设置有螺形螺母二19,支撑螺钉一16和支撑螺钉二20中间的测具底座1上设置有测量块28,测量块28与导套24设置于一条轴线上。
上述螺形螺母一15和螺形螺母二19下的双头螺柱一14和双头螺柱二18上设置有垫片。
上述测具底座1下部中心设置有定位孔三7,定位孔7的两边分别对称并纵向设置有2组螺纹孔三5和2组定位孔二6, 2组定位孔二6设置于2组螺纹孔三5的中间;所述的底座1的上部设置有螺纹孔一2和螺纹孔二3,底座1靠近螺纹孔一2的位置设置有定位孔一4,如图1所示。
测量块28穿设在定位孔一4中,与底座1连接,导套24穿设在定位孔三7中,与底座1连接,所述的两个螺纹孔一2和螺纹孔二3分别与支撑螺钉一16、支撑螺钉二20、双头螺柱一14和双头螺柱一18连接,2组螺纹孔三5和2组定位孔二6分别通过螺钉二12、销子一11和螺钉三23、销子二22将第一L型块8和第二L型块21与测量底座1连接于一起。
所述螺纹孔一2设置有2个,螺纹孔二3设置有2个,螺纹孔三5设置有4个,定位孔二6设置有4个。
所述销子一11设置有2个,螺钉二12设置有2个,销子二22设置有2个,螺钉三23设置有2个。
一种测量平面与基准对称度的测具的测量方法的步骤为:
第一步:将测具底座1放在平整的工作台上,将被测零件29的大端定位圆放置于第一L型块8的V型槽内,零件29的小端定位圆放置于第二L型块21的V型槽内,使零件大端定位圆与第一L型块8的V型槽贴合,零件小端定位圆与第二L型块21的V型槽贴合,将零件29向第一L型块8推动,使零件29的左端面与挡块10贴合;
第二步:安装第一压板13,使第一压板13的一端压紧零件29的大端定位圆,第一压板13的另一端放置在支撑螺钉一16上,拧紧螺形螺母一15,使零件29的大端固定在第一L型块8上;
第三步:安装第二压板17,使第二压板17的一端压紧零件29的小端定位圆,第二压板17的另一端放置在支撑螺钉二20上,拧紧螺形螺母二19,使零件29的小端固定在第二L型块21上,此时,零件29的大端定位面(B面)与支撑块25的上端面自动贴合;
第四步:对比测量平面(A面,即本发明所述的测量平面)与测量块28的高度差,即为测量平面与基准的对称度。
测量结果说明:测量平面(A面)高于测量块28的a2面,且低于测量块28的a1面,即视为测量平面对基准的对称度合格;若测量平面(A面)低于测量块28的a2面,则测量平面对基准的对称度不合格;若测量平面(A面)高于测量块28的a1面,则测量平面对基准的对称度不合格;
当然,上述说明并非是对本发明的限制,本发明也并不仅限于上述举例,本技术领域的技术人员在本发明的实质范围内所做出的变化、改型、添加或替换,均属于本发明的保护范围。
- 一种测量平面与基准对称度的测具及测量方法
- 一种孔与端平面的垂直度测具及其测量方法