一种球铁铸件薄壁上狭长孔槽的制作方法
文献发布时间:2023-06-19 10:33:45
技术领域
本发明涉及砂型铸造技术领域,特别是涉及一种球铁铸件薄壁上狭长孔槽的制作方法。
背景技术
在重型机械的箱体和配套零件上,经常会出现一些要求铸出的槽或孔,这些槽、孔往往都是因为难以加工(加工成本极高)或者根本无法加工才要求铸出的。但有一些槽、孔如:壁厚薄、宽度窄、深度大、孔直径小,这类铸件一般要求不能使用泥芯撑,例如图1所示。这在传统砂型铸造的条件下铸造难度非常大,主要有以下几点:①制芯时不便于手工填砂,造型难度较高;②砂型强度不足,在铁水的冲击下易断裂;③由于该处砂型薄,铁水容易渗透、侵蚀,产生铁夹砂,清理成本高效率低,严重时将导致铸件报废。
发明内容
本发明的目的在于降低造型制芯操作难度,解决由于砂型性能不合格而引起的铸件穿孔、夹砂等缺陷,提供一种球铁铸件薄壁上狭长孔槽的制作方法。
本发明的目的是这样实现的:
一种球铁铸件薄壁上狭长孔槽的制作方法,包括以下步骤:
S1、单独制作狭长孔槽的砂芯;
S2、待砂芯固化成型后,对砂芯进行表面处理;
S3、在砂芯表面涂抹一层涂料膏,用于填充砂芯表面的砂砾间隙;
S4、待涂料膏干燥之后,磨光砂芯表面,然后在砂芯表面涂抹一层锆英涂料,并烘干;
S5、在砂芯对应铸件狭长孔槽的部位缠上玻璃丝布;
S6、在缠好的玻璃丝布表面涂抹耐火涂料;强化其耐热能力;
S7、铸造球铁铸件薄壁上的狭长孔槽,并同时铸造球铁铸件。
优选地,所述砂芯采用悬臂芯结构,砂芯的芯头厚度为狭长孔槽厚度的2-5倍,砂芯的过渡段呈坡型过渡。
优选地,砂芯的芯骨呈鱼骨状。
优选地,所述砂芯采用硌矿砂舂紧固化而成,砂芯的芯骨完全没入硌矿砂内。
优选地,所述步骤S5中,在砂芯对应铸件狭长孔槽的部位缠上一层玻璃丝布。待铸造完成后随砂芯一并脱落。
优选地,所述步骤S6中,在砂芯表面涂抹两层耐火涂料,需在上一层耐火涂料完全烘干之后,再进行下一层耐火涂料的涂抹、烘干。
由于采用了上述技术方案,本发明具有如下有益效果:
在传统工艺方案上,根据铸件结构,结合实际经验和生产造型条件,从三个方面进行工艺创新。
1.将铸出槽、孔部分单独下芯,能有效简化其他芯盒结构;填砂方式更多更灵活,降低了制芯难度。
2.泥芯使用传热性能更好、强度更高的硌矿砂制作。
3.泥芯对应槽、孔的部分缠绕耐热玻璃丝带,耐热玻璃丝带有较强的耐热性(1000℃左右)、隔热性,能够有效解决铸件粘砂;同时由于其渗透性强,能和各种树脂很好的相容,表面光滑,对铸件外观质量影响较小。
附图说明
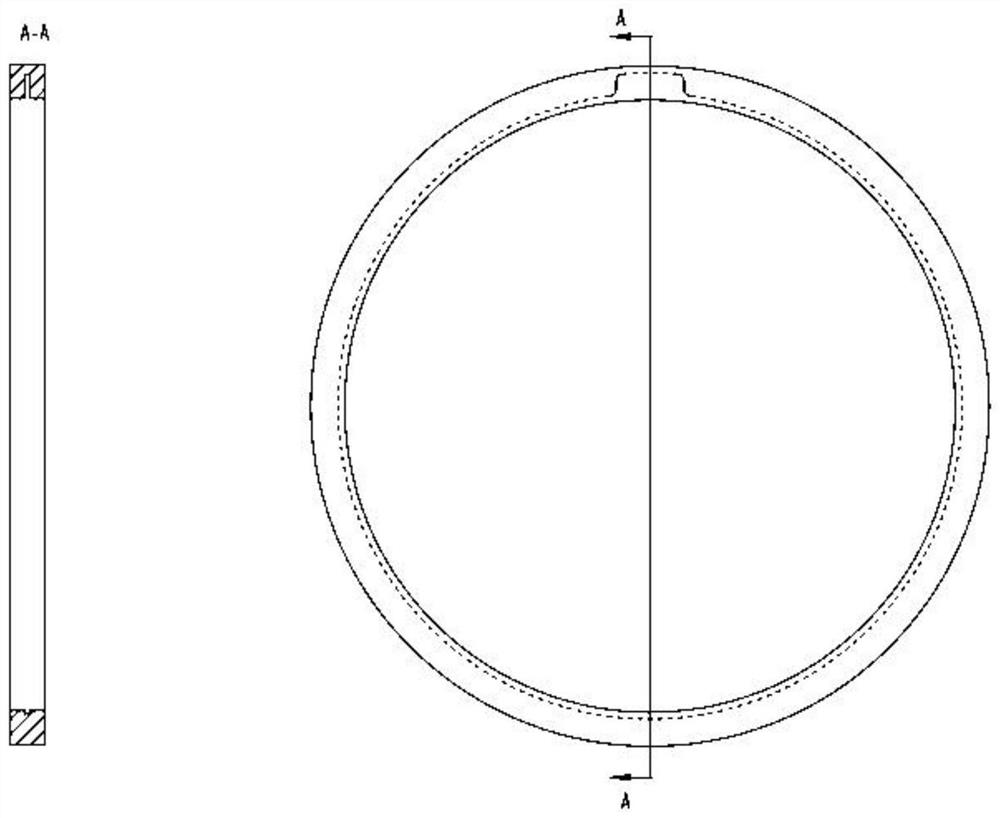
图1为球铁铸件的立体示意图;
图2为球铁铸件的结构示意图;
图3为狭长孔槽的结构示意图;
图4为砂芯的结构示意图;
图5为芯骨的结构示意图。
具体实施方式
一种球铁铸件薄壁上狭长孔槽的制作方法,图2中的铸件有一个狭长的铸出槽,使用加工手段成本较高且效率低下。其沿圆周方向宽度为100mm,其余尺寸如图3所示。
本发明在该处单独下芯,如图4所示。考虑到该芯子是悬臂芯,故刻意将芯头加大加深,芯子过渡段加厚。提前制作鱼骨状芯骨备用。(图5所示)
操作主要步骤:
1.使用硌矿砂制作泥芯,要求工人舂紧砂型,芯骨不暴露在外,等待砂型固化;
2.待固化后对该砂芯进行表面处理(打磨、修补等);然后在表面涂抹一层能够填充砂砾间隙的涂料膏;待涂料膏干燥之后再次磨光表面,然后刷涂耐热性能较好的锆英涂料,点火烘干。
3.待烘烤干燥之后,在泥芯上对应铸件槽子的部位缠上一层玻璃丝布,待铸造完成后随砂芯一并脱落。
4.再次刷涂两层耐火涂料,要求上一层涂料完全烘干之后再进行下一层刷涂。
5.后续步骤按传统工艺进行。
最后说明的是,以上优选实施例仅用以说明本发明的技术方案而非限制,尽管通过上述优选实施例已经对本发明进行了详细的描述,但本领域技术人员应当理解,可以在形式上和细节上对其作出各种各样的改变,而不偏离本发明权利要求书所限定的范围。
- 一种球铁铸件薄壁上狭长孔槽的制作方法
- 一种内壁上有横槽或/和横孔的井管