激光选区熔化与激光冲击强化复合增材制造装置及方法
文献发布时间:2023-06-19 10:55:46
技术领域
本发明涉及激光增材制造和激光冲击强化技术领域,更具体的说是涉及一种激光选区熔化与激光冲击强化复合增材制造装置及方法。
背景技术
激光选区熔化(Selective Laser Melting,SLM)又称激光粉末床熔,是目前研究最为广泛和成熟的增材制造技术之一。随着技术的不断进步,SLM的可靠性、零件密度、生产率和材料加工范围都有了显著提升,SLM的一个众所周知的优点是能够生产传统加工方式不可获得的复杂几何形状零件。
但是,SLM技术在进行打印时,最大的弊端在于残余拉应力的积累,由于残余拉应力会显著降低疲劳寿命,扭曲零件几何结构,促进材料(如镍基高温合金)出现裂纹,甚至在SLM制造阶段导致分层和工艺失效。故经SLM加工后的零件存在开裂等隐患,难以适用于制备高可靠性的激光增材构件。
因此,如何提供一种可靠性更高的激光选区熔化与激光冲击强化复合增材制造装置是本领域技术人员亟需解决的问题。
发明内容
有鉴于此,本发明提供了一种激光选区熔化与激光冲击强化复合增材制造装置及方法,通过在激光选区熔化增材过程中进行激光冲击强化,有效地解决了传统增材制造工艺得到的增材构件残余拉应力积累导致的疲劳性能下降的问题。
为了实现上述目的,本发明采用如下技术方案:
一方面,本发明提供了一种激光选区熔化与激光冲击强化复合增材制造装置,该装置包括:
基座,所述基座水平布置;
铺粉组件,所述铺粉组件设置于所述基座上;
运动成型缸,所述运动成型缸沿所述铺粉组件的铺粉路径布置,并设于所述铺粉组件的底部;
激光扫描组件,所述激光扫描组件一端设于所述基座的一旁,所述激光扫描组件的另一端延伸至所述铺粉组件的上方并在所述铺粉组件的上方水平移动;
扫描支撑导向组件,所述扫描支撑导向组件设于所述基座上,所述激光扫描组件的另一端与所述扫描支撑导向组件的顶部水平滑动连接;
所述激光扫描组件用于对所述铺粉组件铺设的粉末交替进行激光选区熔化增材制造和激光冲击强化处理。
进一步地,所述铺粉组件包括铺粉器、第一粉末存储室、第二粉末存储室和工作平台,所述工作平台架设于所述基座上,所述工作平台上设有铺粉导轨,所述铺粉器与所述铺粉导轨滑动连接,所述第一粉末存储室和所述第二粉末存储室分别设于所述铺粉导轨上靠近两侧位置,所述运动成型缸设于所述铺粉导轨的下方。
进一步地,所述运动成型缸包括成型缸体、活塞和基板,所述成型缸体顶部开口,所述活塞和所述基板均设于所述成型缸体内部,所述基板水平布置,所述活塞与所述基板垂直连接。
其中,激光选区熔化通过高功率的激光束熔化金属基材和金属粉末,由两个粉末存储室对金属粉末进行存放,并分别置于铺粉导轨两端,通过铺粉器实现金属粉末均匀铺设,成形缸内基板通过活塞升降实现平稳升降,由控制系统控制随沉积层高度的增加而逐层下降。
进一步地,所述激光扫描组件包括激光器、导光臂、激光扫描发生器和扫描振镜系统,所述激光器设于所述基座的一旁,所述导光臂一端与所述激光器连接,所述导光臂的另一端与所述激光扫描发生器连接,所述扫描振镜系统设于所述激光扫描发生器内。
进一步地,所述扫描支撑导向组件包括扫描导轨和扫描导轨支撑柱,所述扫描导轨横向布置,所述扫描导轨支撑柱设于所述铺粉组件的两侧,所述扫描导轨支撑柱一端与所述扫描导轨固定连接,其另一端与所述基座固定连接。
本发明通过扫描振镜系统和激光扫描发生器配合扫描支撑导向组件实现激光束多角度扫描,即进行激光选区熔化增材制造过程,从而提高加工精确度与生产效率。
通过激光器和导光臂实现激光束的传递,激光器产生的高能量密度激光束经导光臂内多个反射镜反射作用后,再经聚焦透镜聚焦成毫米尺度光斑,继而通过扫描振镜系统实现激光束多角度扫描作用在增材构件表面上,从而完成激光冲击强化过程。
本发明中激光选区熔化增材制造与激光冲击强化装置共用一套扫描振镜系统实现激光束多角度扫描作业。
进一步地,上述激光选区熔化与激光冲击强化复合增材制造装置还包括卧式车床,所述激光器和所述基座均设于所述卧式车床上。
进一步地,上述激光选区熔化与激光冲击强化复合增材制造装置还包括保护气源,所述基座、所述铺粉组件、所述运动成型缸、所述激光扫描组件以及所述扫描支撑导向组件均设于密封腔室内部,所述保护气源设于所述密封腔室外部并与所述密闭腔室连通。
进一步地,上述激光选区熔化与激光冲击强化复合增材制造装置还包括高效除尘机,所述高效除尘机设于所述密封腔室的外部并与所述密封腔室连通。
具有密封腔室的加工箱体外连接高效除尘机对多余粉末进行清理,并连接保护气源对加工过程中的操作室进行保护气体注入。
进一步地,上述激光选区熔化与激光冲击强化复合增材制造装置还包括控制系统,所述控制系统分别与所述铺粉组件、所述运动成型缸和所述激光扫描组件电连接。
另一方面,本发明还提供了一种激光选区熔化与激光冲击强化复合增材制造方法,该方法使用上述装置,包括:
步骤1:通过所述铺粉组件释放金属粉末并进行铺设;
步骤2:通过激光扫描组件对铺设的金属粉末进行扫描;
步骤3:控制所述运动成型缸内的基板下降与金属粉末的铺设厚度相等的距离;
步骤4:重复上述步骤1至步骤3,往复铺设3-15层的金属粉末层,获得激光选区熔化得到的初步增材;
步骤5:通过激光扫描组件对所述激光选区熔化得到的初步增材进行激光冲击强化;
步骤6:交替进行激光选区熔化增材制造和激光冲击强化操作后,清理多余的金属粉末,获得成型构件。
本发明中激光选区熔化,通过激光扫描发生器产生高能量密度激光作为热源,将激光光斑集中于极微小的范围内,对粉床上的球形金属粉末进行选择性熔化,不断扫描、层层堆积形成3D形态的金属部件,最终能够得到形状较为复杂的金属零件。激光选区熔化增材的主要参数包括激光功率、电流、扫描速度等。
本发明在激光选区熔化增材制造过程中对成型构件进行激光冲击表面强化,每3到15层粉床沉积之后,在热态下对增材表面进行激光冲击强化,消除增材构件内部的气孔、裂纹缺陷,调控增材构件的表面应力状态,整个制造过程中无隔离层(如水、玻璃等)和吸收层(如铝箔、胶带等)。
经由上述的技术方案可知,与现有技术相比,本发明公开提供了一种激光选区熔化与激光冲击强化复合增材制造装置及方法,将激光选区熔化增材制造技术和激光冲击强化技术相结合,装置结构设计合理,操作简单,适用性强;通过铺粉器和两个粉末存储室以及铺粉导轨,实现均匀铺设金属粉末,通过扫描振镜系统和激光扫描发生器实现激光束多角度扫描,即进行激光选区熔化增材制造过程,能够高效快速地生产预设形状的增材构件;在热态下对增材表面进行激光冲击强化,消除增材构件内部的气孔、裂纹缺陷和调控增材构件的表面应力状态,有效消除了激光选区熔化增材过程中由于产生的拉伸残余应力导致的降低零件疲劳寿命、扭曲零件几何结构、材料中的裂纹生成,从而达到改善构件性能的目的。
附图说明
为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据提供的附图获得其他的附图。
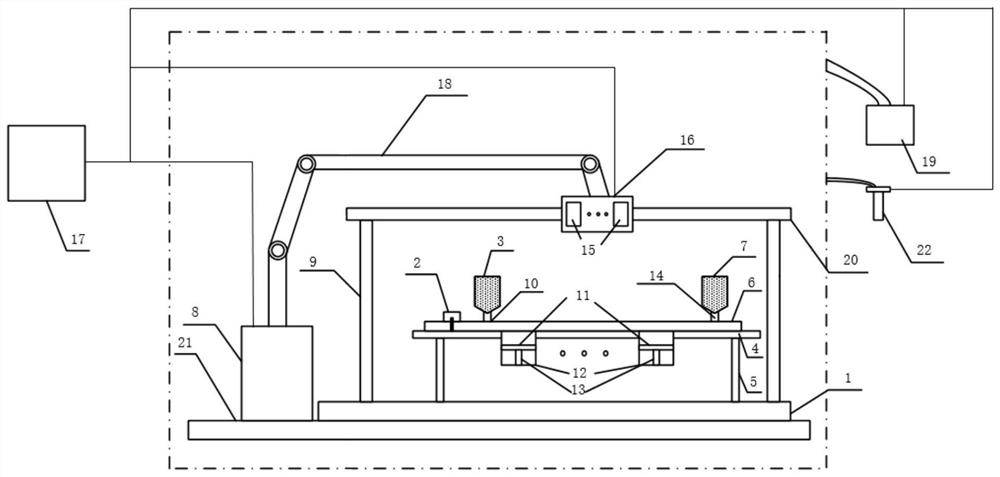
图1为本发明提供的一种激光选区熔化与激光冲击强化复合增材制造装置的结构示意图;
图2为本发明实施例中一种激光选区熔化与激光冲击强化复合增材制造方法的实现流程示意图。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
一方面,参见附图1,本发明实施例公开了一种激光选区熔化与激光冲击强化复合增材制造装置,该装置包括:
基座1,基座1水平布置;
铺粉组件,铺粉组件设置于基座1上;
运动成型缸,运动成型缸沿铺粉组件的铺粉路径布置,并设于铺粉组件的底部;
激光扫描组件,激光扫描组件一端设于基座1的一旁,激光扫描组件的另一端延伸至铺粉组件的上方并在铺粉组件的上方水平移动;
扫描支撑导向组件,扫描支撑导向组件设于基座1上,激光扫描组件的另一端与扫描支撑导向组件的顶部水平滑动连接;
激光扫描组件用于对铺粉组件铺设的粉末交替进行激光选区熔化增材制造和激光冲击强化处理。
具体地,铺粉组件包括铺粉器2、第一粉末存储室3、第二粉末存储室7和工作平台4,工作平台4通过工作平台支撑柱5架设于基座1上,工作平台4上设有铺粉导轨6,铺粉器2与铺粉导轨6滑动连接,铺粉导轨6上靠近两侧设有第一粉末存储室3和第二粉末存储室7,运动成型缸设于铺粉导轨6的下方。
本实施例中在铺粉导轨6上两侧设置了第一粉末储存室3、第一储粉室支架10、第二粉末储存室7以及第二储粉室支架14,第一粉末存储室3通过第一储粉室支架10架设于铺粉导轨6上,第二粉末存储室7通过第二储粉室支架14架设于铺粉导轨6上。并在第一粉末存储室3和第二粉末存储室7之间底部,设置了多个运动成型缸。
第一粉末存储室3释放粉末,铺粉器2从左到右进行铺粉,此时,铺粉器2运动到右侧,再进行激光选区熔化增材,然后第二粉末存储室7释放粉末,铺粉器2从右向左进行铺粉,此时,铺粉器2运动到左侧,再进行激光选区熔化增材,以此往复。
本实施例中运动成型缸在铺粉路径上可以设置多个,可布置在工作平台4上的两侧铺粉导轨6围成的区域内,继而进行选区熔化。
运动成型缸动力及轨迹由箱外的控制系统17提供,成型缸体12内部设有活塞13和基板11,通过上述铺粉器2和两个粉末存储室结合作业,粉末被铺于基板11上,进行激光选区熔化增材。完成后,在控制系统17的控制下,基板11沿竖直方向下降与零件切片层厚度相同的距离,再进行下一层粉床铺设,循环作业。这样,保证了增材表面与激光扫描发生器距离不变,保证作业稳定性。
具体地,运动成型缸包括成型缸体12、活塞13和基板11,成型缸体12顶部开口,活塞13和基板11均设于成型缸体12内部,基板11水平布置,活塞13与基板11垂直连接。
具体地,激光扫描组件包括激光器8、导光臂18、激光扫描发生器16和扫描振镜系统15,激光器8设于基座1的一旁,导光臂18一端与激光器8连接,导光臂18的另一端与激光扫描发生器16连接,扫描振镜系统15设于激光扫描发生器16内。
激光扫描发生器16的内部含有N个扫描振镜系统15,N≥1。根据生产需求,为每个运动成型缸分配待加工的金属零件;控制系统17将所有金属零件的CAD模型切片以生成激光扫描发生器16中的N个扫描振镜系统15的扫描轨迹,扫描振镜系统15自左向右依次对所有运动成型缸上表面铺设的金属粉末层进行激光选区熔化增材。
具体地,扫描支撑导向组件包括扫描导轨20和扫描导轨支撑柱9,扫描导轨20横向布置,两根扫描导轨支撑柱9设于铺粉组件的两侧,扫描导轨支撑柱9一端与扫描导轨20固定连接,其另一端与基座1固定连接。
具体地,上述激光选区熔化与激光冲击强化复合增材制造装置还包括卧式车床21,激光器8和基座1均设于卧式车床21上。
具体地,上述激光选区熔化与激光冲击强化复合增材制造装置还包括保护气源22,基座1、铺粉组件、运动成型缸、激光扫描组件以及扫描支撑导向组件均设于密封腔室内部,保护气源22设于密封腔室外部并与密闭腔室连通。
具体地,上述激光选区熔化与激光冲击强化复合增材制造装置还包括高效除尘机19,高效除尘机19设于密封腔室的外部并与密封腔室连通。
具体地,上述激光选区熔化与激光冲击强化复合增材制造装置还包括控制系统17,控制系统17分别与铺粉组件、运动成型缸和激光扫描组件电连接。控制系统17主要用来控制铺粉组件的启闭、运动方向和铺粉厚度,控制运动成型缸活塞运动进而带动基板下降至与粉末厚度相同的距离,并控制激光扫描组件对选区内的激光粉末进行扫描、熔化和激光强化处理。
本实施例中控制系统17用于处理待成型金属零件CAD模型,生成构件加工轨迹,驱动装置各部分协调运作。控制系统17(相当于计算机)与被控制的各部分电性连接,因为整个加工过程是在密闭箱体内完成的,图中虚线表示箱体,控制系统17在箱体外与各部件电性连接,实现控制。
另一方面,参见附图2,本发明还提供了一种激光选区熔化与激光冲击强化复合增材制造方法,该方法使用上述装置,包括:
步骤1:通过铺粉组件释放金属粉末并进行铺设;
步骤2:通过激光扫描组件对铺设的金属粉末进行扫描;
步骤3:控制运动成型缸内的基板下降与金属粉末的铺设厚度相等的距离;
步骤4:重复上述步骤1至步骤3,往复铺设3-15层的金属粉末层,获得激光选区熔化得到的初步增材;
步骤5:通过激光扫描组件对激光选区熔化得到的初步增材进行激光冲击强化;
步骤6:交替进行激光选区熔化增材制造和激光冲击强化操作后,清理多余的金属粉末,获得成型构件。
本实施例公开的上述方法,在激光选区熔化增材制造过程中同时对成型构件表面进行激光冲击强化,即在激光选区熔化增材制造的过程中,每沉积几层后就进行激光冲击强化处理。
激光冲击强化(Laser Shock Peening,LSP)作为一种新型的表面改性技术,其主要利用高功率密度(GW·cm
参见附图2,本实施例公开的上述方法具体包括如下步骤:
1)通过控制系统打开装置,通过保护气源注入保护气体,设定激光选区熔化增材制造工艺参数和激光冲击强化工艺参数。
2)激光选区熔化增材模块运行,采用铺粉器对第一粉末储存室内释放的金属粉末进行铺设。
3)采用扫描振镜系统和激光扫描发生器对铺设粉尘进行扫描,实现激光选区熔化形成沉积层。
4)成形缸内基板通过活塞下降上步粉末厚度的同等距离。
5)采用铺粉器对第二粉末储存室内释放的金属粉末进行铺设。
6)采用扫描振镜系统和激光扫描发生器对铺设粉尘进行扫描,实现激光选区熔化形成沉积层。
7)成形缸内基板通过活塞下降上步粉末厚度的同等距离。
8)往复完成三到十五层的沉积层。
9)通过控制系统,中断激光选区熔化增材制造模块。
上述提到的激光选区熔化增材制造模块由激光扫描发生器、扫描振镜系统、铺粉组件、运动成形缸以及扫描支撑导向机构组成。通过扫描振镜系统和激光扫描发生器实现激光束多角度扫描,即进行激光选区熔化增材制造过程。
10)激光冲击强化模块运行。
本实施例中激光冲击强化模块为由激光器、导光臂、扫描振镜系统组成。激光器置于卧式车床上,并与导光臂连接,导入扫描振镜系统,从而实现对上述通过激光选区熔化得到的增材部分进行激光冲击强化。
11)对通过SLM获得的三到十五层的沉积层进行激光冲击强化。
12)中断激光冲击强化模块,进行下一次激光选区熔化增材沉积,并重复以上步骤。
13)最终通过外部连接的高效除尘机进行多余粉末清理工作,获得最终成型构件。
本实施例中所选金属材料可以为高强钢、高温合金、钛合金、铝合金、镁合金等合金体系,粉末材料为高强钢、高温合金、钛合金、铝合金、镁合金等合金体系粉末,粉床为上述金属粉末沉积,每层粉末层厚度0.01-0.1mm。
激光选区熔化增材制造的工艺参数包括激光功率200-500W、电流90-120A、扫描速度300-8000mm/s。
激光冲击强化的工艺参数包括单脉冲能量2-50J、脉宽10-15ns、光斑直径1-5mm、冲频1-20Hz,斑点类型:圆形(搭接率为25-80%)或方形(搭接率10-50%),冲击次数1-3次。
下面通过一个具体的实例详细说明利用本实施例公开的上述装置实现激光选区熔化与激光冲击强化复合增材制造的过程:
本实施例基板采用奥氏体不锈钢316L,其尺寸为50mm×30mm×20mm,金属粉末是DIAMALLOY 1003粉末,采用N
1)打开控制系统,对各设备连接与运行进行检测,确保能正常操作,注入保护气体,设定激光选区熔化增材制造工艺参数和激光冲击强化工艺参数。
2)打开激光选区熔化增材制造模块,采用铺粉器与第一粉末储存室在铺粉导轨上进行一次粉尘铺设。
3)通过激光选区熔化增材制造模块实现粉床沉积,其中激光选区熔化增材的主要工艺参数为:激光功率400W,扫描速度1000mm/s,粉末层厚度0.03mm。
4)完成一次粉床沉积,成形缸内基板通过活塞下降0.03mm。
5)利用第二粉末储存室及铺粉器进行二层粉尘铺设。
6)与步骤3)激光选区熔化增材同样的工艺参数,再对其进行激光选区熔化增材制造。
7)完成二次粉床沉积,成形缸内基板通过活塞下降0.03mm。
8)重复上述过程三次,完成六层粉尘铺设及激光选区熔化。
9)中断激光选区熔化增材制造模块。
10)打开激光冲击强化模块,采用激光冲击强化模块对已增材构件表面进行冲击,激光冲击强化参数为:单脉冲激光能量10J,光斑直径1mm,脉宽6.3ns,冲频10Hz,斑点类型:圆形、搭接率50%,冲击次数1次。
11)中断激光冲击强化模块。
12)重复上述步骤2)-步骤11),逐层沉积并强化获得预设工件形状。
13)进行高效除尘,获得最终的成型构件。
本说明书中各个实施例采用递进的方式描述,每个实施例重点说明的都是与其他实施例的不同之处,各个实施例之间相同相似部分互相参见即可。对于实施例公开的装置而言,由于其与实施例公开的方法相对应,所以描述的比较简单,相关之处参见方法部分说明即可。
对所公开的实施例的上述说明,使本领域专业技术人员能够实现或使用本发明。对这些实施例的多种修改对本领域的专业技术人员来说将是显而易见的,本文中所定义的一般原理可以在不脱离本发明的精神或范围的情况下,在其它实施例中实现。因此,本发明将不会被限制于本文所示的这些实施例,而是要符合与本文所公开的原理和新颖特点相一致的最宽的范围。
- 激光选区熔化与激光冲击强化复合增材制造装置及方法
- 一种用于锰铜合金成型的激光选区熔化的增材制造方法及增材制造装置