一种烟支滤嘴质量检测装置及方法
文献发布时间:2023-06-19 10:57:17
技术领域
本发明属于检测技术领域,具体涉及一种烟支滤嘴质量检测装置及方法。
背景技术
在香烟加工生产的过程中,在滤棒成型机生产滤嘴滤棒时,可能因刀口切棒的位置和滤嘴棒在卷接机各个工位传递过程中因机械刮蹭、挤压等原因造成最终成型烟支的滤嘴凹陷;烟支在卷接和包装产线的皮带传送过程中,由于存在震动以及烟库堵塞等机械原因可能会造成最终生产出的烟包内滤嘴缺失(缺嘴)。另外,烟支从卷接机输送到包装线的过程中可能出现颠倒的情况,造成最终生产出的烟包内存在烟支颠倒(反支)。为了保证最终烟包的质量,在香烟包装线上都需要安装烟支检测器,用于检测是否存在缺嘴、反支等缺陷。
随着电子技术的发展,烟支质量检测方式先后出现了机械接触式、红外光电式及机器视觉式等多种检测方式。机械接触式检测方式检测灵敏度较低,且无法检测反支情况;红外光电式检测方式均根据烟丝与滤嘴对红外光线反射强度的差异可以实现对烟包内的反支烟进行检测,但由于其差异不明显,实际检测效果不佳;机器视觉式采用正面拍摄烟支滤嘴端面的方式,对污渍及反支检测效果较好,但对于烟支滤嘴凹陷的残缺烟支无法进行准确检测。因机械探针式的明显缺点,目前已经不再使用,目前主流的检测方式是红外光电式、机器视觉式。
发明内容
针对现有技术中存在的上述技术问题,本发明提出了一种烟支滤嘴质量检测装置及方法,设计合理,克服了现有技术的不足,具有良好的效果。
为了实现上述目的,本发明采用如下技术方案:
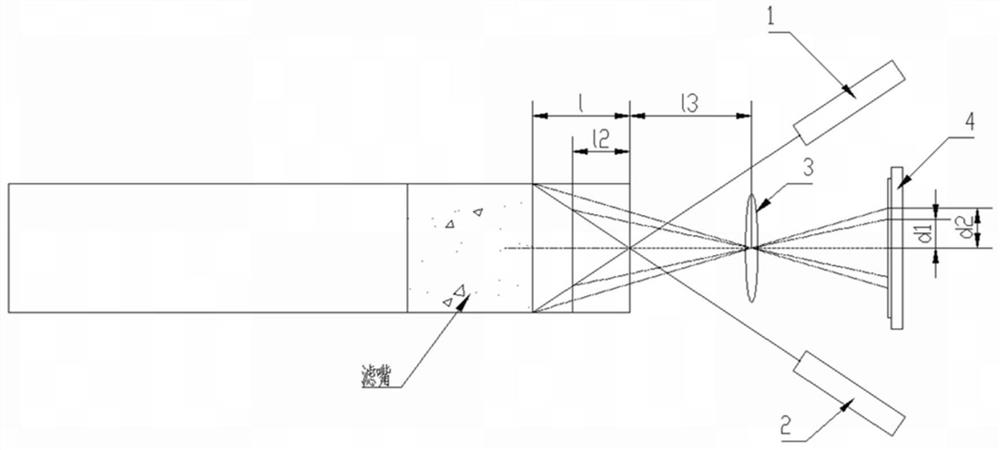
一种烟支滤嘴质量检测装置,包括第一线形激光器、第二线形激光器、成像透镜组和线阵图像传感器;第一线形激光器和第二线形激光器对称放置于成像透镜组的光轴两侧,线阵图像传感器垂直并对称于成像透镜组的光轴放置。
优选地,第一线形激光器和第二线形激光器成一定角度,且第一线形激光器和第二线形激光器的激光线平面均垂直于纸面。
此外,本发明还提到一种烟支滤嘴质量检测方法,该方法采用如上所述的烟支滤嘴质量检测装置,包括如下步骤:
步骤1:采用第一线形激光器和第二线形激光器,照射待检测烟支的滤嘴端面;
步骤2:采用成像透镜组将照射在滤嘴端面上的激光线成像到对应的线阵图像传感器上;
步骤3:计算线阵图像传感器上两个光斑的中心距离以及两个光斑与阵图像传感器的中心的相对位置关系;
对于不同深度滤嘴凹陷的情况,激光线在滤嘴上的两条亮线距离发生变化,成像在线阵图像传感器上形成两个关于线阵图像传感器中心对称的亮斑,其中心距会对应发生变化,从而实现对滤嘴凹陷深度的检测。
优选地,如果存在烟支颠倒即反支的情况,即激光线照射在烟丝上,激光线成像的两个亮斑的亮度会明显低于在滤嘴正常端面上成像的亮度,且因烟丝端面不平整,线阵图像传感器上成像的两个亮斑不再关于中心对称;
如果存在滤嘴污渍的情况,激光线成像的亮斑的亮度会明显低于在滤嘴正常端面上成像的亮度;
如果存在滤嘴凹陷的情况,对于不同深度的滤嘴凹陷,激光线在滤嘴上的两条亮线距离发生变化,成像在线阵图像传感器上形成两个关于线阵图像传感器中心对称的亮斑,其中心距会对应发生变化,从而实现对滤嘴凹陷深度的检测;
如果存在缺嘴的情况,激光线无法在线阵图像传感器上成像,即可检测出存在缺嘴。
本发明所带来的有益技术效果:
本发明采用两支结构体成一定角度、光线平行的线形激光器照射待检测烟支的滤嘴端面,烟支滤嘴端面位置发生变化时,两条激光线在图像传感器上成像的两个光斑位置会发生变化;根据两条激光线在图像传感器上成像的亮度及与线阵传感器中心位置的相对关系可判断并区分存在烟支颠倒和滤嘴污渍的情况;解决了红外光电式对于烟支反支无法进行准确检测的不足、解决了机器视觉检测方式对于滤嘴凹陷的残缺烟支无法进行准确检测的不足。
本发明中采用的线形激光源、成像透镜组、高速线阵图像传感器技术均为光电子技术领域成熟技术,通过设计新的光路和结构布置方式实现了一种光斑中心距离随待测物距离变化的测距技术,整体技术可行性较强。
本发明提出的烟支滤嘴凹陷、污渍、缺嘴、反支检测方法可用于检测是否存在滤嘴缺失(缺嘴)、烟支颠倒(反支)、滤嘴凹陷、污渍的情况,解决了目前常用检测技术的某些不足,可以提高烟草质量控制水平,具有良好的经济性和广泛的应用空间。
附图说明
图1为本发明检测装置示意图。
图2为激光照射在滤嘴端面上的效果图;
其中,图2a为正常滤嘴照射效果图;图2b为凹陷滤嘴照射效果图;
图3为正常滤嘴的线阵传感器采样曲线示意图。
图4为滤嘴污渍的线阵传感器采样曲线示意图。
图5为缺嘴的线阵传感器采样曲线示意图。
图6为反支的线阵传感器采样曲线示意图。
图7为凹陷滤嘴的线阵传感器采样曲线示意图。
图8为线阵传感器采样曲线放大示意图。
其中,1-第一线形激光器;2-第二线形激光器;3-成像透镜组;4-线阵图像传感器。
具体实施方式
下面结合附图以及具体实施方式对本发明作进一步详细说明:
采用两支结构体成一定角度、光线平行的线形激光器照射待检测烟支的滤嘴端面,被照射区域会形成两条亮线、且亮度会明显高于其它区域,为后续采集及处理提供基础。
采用一个成像透镜组将照射在滤嘴端面上的激光线成像到对应的高速线阵图像传感器上,烟支滤嘴端面距离发生变化时,激光线在滤嘴上的两条亮线距离发生变化,成像在线阵图像传感器上形成两个关于线阵图像传感器中心对称的亮斑,其中心距会对应发生变化,从而实现对缺嘴、滤嘴凹陷的检测。如果存在烟支颠倒(反支)的情况,即激光线照射在烟丝上,激光线成像的两个亮斑的亮度会明显低于在滤嘴正常端面上成像的亮度,且线阵图像传感器上成像的两个亮斑不再关于中心对称(烟丝端面不平整)。如果存在滤嘴污渍的情况,激光线成像的亮斑的亮度会明显低于在滤嘴正常端面上成像的亮度。
通过计算线阵图像传感器上两个光斑的中心距离以及与线阵传感器的中心的相对位置关系就可以实现烟支滤嘴凹陷、污渍、缺嘴、反支的检测。
图1是本发明检测装置示意图,采用线形激光器照射待检测烟支的滤嘴端面,被照射区域亮度会明显高于其它区域,为后续图像采集及处理提供基础。
一种烟支滤嘴质量检测装置,包括第一线形激光器1、第二线形激光器2、成像透镜组3和线阵图像传感器4;第一线形激光器1和第二线形激光器2对称放置于成像透镜组3的光轴两侧,线阵图像传感器4垂直并对称于成像透镜组3的光轴放置。
图1中l
其中l是设计量程,l
图2为激光照射在滤嘴端面上的效果图;
其中,图2a为正常滤嘴照射效果图;图2b为凹陷滤嘴照射效果图。
参见图8,其中H1、H2分别表示两个光斑的峰值强度对应的峰值电压。通过计算线阵传感器采样曲线的数据得到d1、d2和H1、H2的值即可实现缺嘴、反支、滤嘴凹陷、滤嘴污渍的检测。假设判定峰值阈值为h;其组合结构如下:
正常滤嘴:d1=d2=0;(H1+H2)/2>h,对应图3。
滤嘴污渍:d1=d2=0;(H1+H2)/2 缺嘴:计算曲线得不到d1、d2、H1、H2,均保持初始值0,对应图5。 反支:d1>0,d2>0,d1≠d2;H1 凹陷滤嘴:d1=d2>0,d1-d2=0,H1>h、H2>h,(H1+H2)/2>h,对应图7。 各种情况的检测判断依据列于表1。 表1各种检测类型判断依据
从表1中的各种组合可以看出,通过组合判断距离和峰值满足的条件即可准确区分待测滤嘴的类型,实现滤嘴的质量检测。 本发明涉及一种烟支滤嘴质量检测方法。本发明解决了红外光电式对于烟支反支无法进行准确检测的不足、解决了机器视觉检测方式对于滤嘴凹陷的残缺烟支无法进行准确检测的不足,本方法具有创新性和科学性。 当然,上述说明并非是对本发明的限制,本发明也并不仅限于上述举例,本技术领域的技术人员在本发明的实质范围内所做出的变化、改型、添加或替换,也应属于本发明的保护范围。
- 一种烟支滤嘴质量检测装置及方法
- 一种烟支抽吸过程中过滤嘴温度场的检测装置及方法