耳挂式三维面膜片材及其生产设备和制造方法
文献发布时间:2023-06-19 11:06:50
技术领域
本发明涉及一种耳挂式三维面膜片材、以及制造这种片材的设备和方法。
背景技术
爱美之心,人皆有之。随着人们生活水平的提高,越来越多的人在平时休闲时会敷上一块面膜来改善、美容面部皮肤。当前的面膜片材在展开时主要有两种形状:
一种是平面的,由于设计简单、生产方便和成本低,当前的大多数面膜片材基本上都是平面的,这种片材做成的面膜在使用时,容易从脸上脱落下来,于是人们在敷面膜时基本上都要躺下来,不能兼做其它事情,我们知道敷面膜的时间比较长,因此这种面膜片材在使用时不太方便和缺乏人性化。
另一种立体的,如专利号为2009101312989的立体面膜,其生产工艺为:在片材中间撒上粉状热朔粘接材料后对折,接着热压粘结在一起后,再根据人脸面部中线和两侧脸部轮廓冲切出来,用这种片材制成的面膜能跟人脸贴合面广泛一些,但要起到更佳的美容效果,这种片材做成的面膜要展开来使用时存在不太方便等不足。
为此,本申请人开发出了一种根据人脸凹凸轮廓设计出的能使面部敷盖全面贴合、也更人性化的耳挂式三维面膜片材,以及专门制造这种片材的设备和方法。
发明内容
本发明的目的是在于克服现有技术的不足,提供了一种使用更方便和更人性化的耳挂式三维面膜片材,其制成的面膜能使面部敷盖更全面贴合以达到全方位的面部美容效果。
本发明的另一目的是提供了一种生产效率高、且采用超声波焊接生产耳挂式三维面膜片材的成型设备。
本发明的再一目的是提供了用上述设备生产耳挂式三维面膜片材的方法。
为了解决上述存在的技术问题,本发明采用下述技术方案:
一种耳挂式三维面膜片材,包括与人体面部两侧轮廓及下颚相对应的上、下层面膜布,以及沿人脸中线的三维弯曲走向来夹在该上、下层面膜布之间用于超声波焊接的中间PP膜粘合层;在所述上、下层面膜布上均有眼孔、沿鼻孔端面斜切的鼻端切缝、嘴唇外露切口和向下倾斜的耳线上沿切缝;所述上、下层面膜布在位于该耳线上沿切缝上方的面膜后方上边缘上设有方便打开上、下层面膜布的耳抓手位;所述上、下层面膜布的耳抓手位相互错开;所述上、下层面膜布在靠向该耳线上沿切缝处的面膜后方下边缘上设有弧形的挂耳切口。
在对上述耳挂式三维面膜片材的改进方案中,所述鼻端切缝B、下斜的耳线上沿切缝在里端均呈上弯钩状。
在对上述耳挂式三维面膜片材的改进方案中,在所述的耳抓手位上设有弧形的手指钩切边。
一种用来生产上述耳挂式三维面膜片材的生产设备,包括机台,第一滚刀组、第二滚刀组、第三滚刀组、第四滚刀组、超声波焊接组、下层面膜布卷料、PP膜粘合材料卷料、上层面膜布卷料和废料收集装置,其中:
所述第一滚刀组包括第一滚刀和驱动该第一滚刀滚动的第一滚筒;所述第一滚刀是用来滚切出下层面膜布的带耳抓手位的面膜后方上边缘的刀具,且下层片材的面膜后方上边缘在下层片材的耳线上沿切缝以上的位置;
所述第二滚刀组包括第二滚刀和驱动该第二滚刀滚动的第二滚筒;所述第二滚刀是用来将中间PP膜粘合层滚切出内侧废料切边的刀具;所述内侧废料切边由三维曲线切口和中间层后方上边缘围成;
所述第三滚刀组包括第三滚刀和驱动该第三滚刀滚动的第三滚筒;所述第三滚刀是用来滚切出上层面膜布的带耳抓手位的面膜后方上边缘的刀具,且上层片材的面膜后方上边缘在上层片材的耳线上沿切缝以上的位置;
所述第四滚刀组包括第四滚刀和驱动该第四滚刀滚动的第四滚筒,所述第四滚刀是产品成型切刀,其刀型包括滚切出眼孔的眼部切刀部、滚切出鼻端切缝的鼻端切刀部、滚切出嘴唇外露切口的嘴唇刀部、滚切出耳线上沿切缝的耳线刀部、滚切出挂耳切口的挂耳刀部、以及将上、下层面膜布除面膜后方上边缘以外的部分滚切出片材造型的成型刀部;
所述的超声波焊接组包括超声波焊接滚筒和驱动该超声波焊接滚筒的超声波驱动滚筒、以及用来控制超声波焊接滚筒进行焊接工作的超声波机箱;所述超声波焊接滚筒将与人脸中线的三维弯曲走向对应的那一段中间PP膜粘合层与上、下层面膜布焊接在一起;在所述超声波焊接滚筒上设有与人脸中线的三维弯曲走向匹对的焊接部;
所述废料收集装置包括将滚切出片材成品后的三层废料同时卷起来的废料卷筒和驱动废料卷筒工作的废料电机;
所述下层面膜布卷料经该第一滚筒组的滚切后从机台台面的左侧滑向右侧;
所述PP 卷料经该第二滚刀组的滚切后层叠在该机台台面的下层面膜布上;
所述上层面膜布卷料经该第三滚刀组的滚切后层叠在该机台台面的中间PP膜粘合层上;
所述第一滚刀组、超声波焊接组和第四滚刀组设在机台台面左、中、右位置处;所述第二滚刀组、第三滚刀组设在该机台台面的上方,并介于所述的第一滚刀组、超声波焊接组之间;
所述第一滚筒、第二滚筒、第三滚筒、第四滚筒和超声波驱动滚筒通过同步带或齿轮传动连接后由滚筒电机带动同步工作。
在对上述三维面膜片材的生产设备的改进方案中,在所述的第一滚刀、第三滚刀上设有在各自对应的耳抓手位上滚切出弧形的手指钩切边的手指钩位滚刀部。
一种用上述耳挂式三维面膜片材生产设备制造三维面膜片材的方法,包括如下步骤:
一、滚切下层面膜布的面膜后方上边缘段:下层面膜布卷料进入该第一滚筒组,由第一滚刀滚切出下层面膜布的面膜后方上边缘,滚切后的下层面膜布平铺在机台台面上并从台面的左侧滑向右侧;
二、滚切中间PP膜粘合层的废料边:PP膜粘合材料卷料进入第二滚刀组,由第二滚刀滚切出由三维曲线切口和中间层后方上边缘组成的一段废料边;滚切后的中间PP膜粘合层平铺在机台台面的下层面膜布上并与下层面膜布一起从台面的左侧滑向右侧;
三、滚切上层面膜布的面膜后方上边缘段:上层面膜布卷料进入该第三滚刀组,由第三滚刀滚切出下层面膜布的面膜后方上边缘;滚切后的上层面膜布平铺在机台台面的中间PP膜粘合层上并与中间PP膜粘合层和下层面膜布一起从台面的左侧滑向右侧;
四、超声波焊接面膜布:从上往下层叠在一起的上层面膜布、中间PP膜粘合层和下层面膜布进入超声波焊接滚筒和超声波驱动滚筒之间的缝隙后,由超声波焊接滚筒按人脸中线的三维弯曲走向将上、下层面膜布的前部焊接在一起成为面膜片材半成品;
五、滚切三维面膜片材的成品:焊接后的面膜片材半成品进入第四滚刀组,由第四滚刀滚切出上、下层面膜布的眼孔、鼻端切缝、嘴唇外露切口、耳线上沿切缝、挂耳切口、以及除面膜后方上边缘以外的面膜片材造型后,成型出三维面膜片材的成品;
六、废料收集:在废料收集装置的废料电机的驱动下,废料卷筒把位于三维面膜片材成品以外的废料卷绕收集起来。
现有技术相比,本发明的有益效果:
1、 一方面,由于上、下层面膜布在位于该耳线上沿缺口上方的上边缘处设有方便打开上、下层面膜布的耳抓手位,并且上、下层面膜布的耳抓手位相互错开一定的距离;另一方面,由于上、下层面膜布在靠向该耳线上沿切缝处的下边缘处设有弧形的挂耳切口,这样在把上、下层面膜布的挂耳切口挂在耳朵上时,面膜片材上拉不会脱落且全面敷盖后兜起下颚、拉紧片材以使面部左侧和右侧形成三维形状,达到人们敷上面膜后也可以随意走动来做一些家庭事务或其它事务的目的,因此,耳挂式三维面膜片材的使用更方便,也更人性化,而且整块面膜能完全贴合在脸上来真正达到全方位的面部美容效果;
2、生产设备的结构合理,自动化程度和生产效率高;
3、生产的各个步骤紧凑、连贯。
下面结合附图与具体实施方式对本发明作进一步的详细描述:
【附图说明】
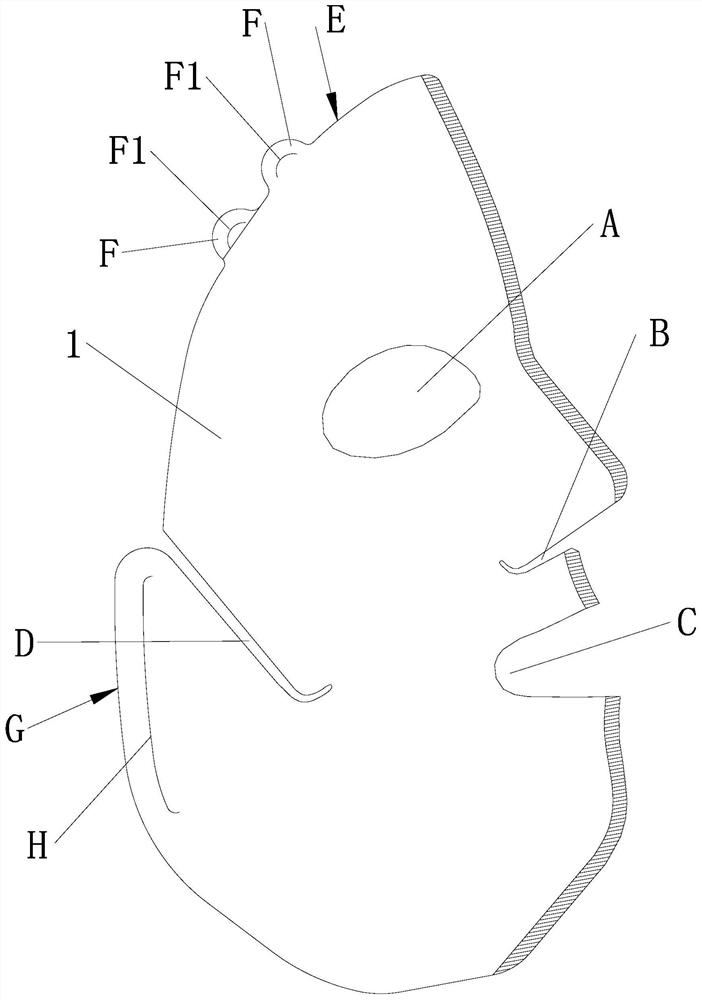
图1 是本发明实施例的面膜片材平面示意图;
图2是本发明实施例的设备的结构示意图;
图3是本发明实施例的设备的机械传动示意图;
图4是本发明实施例的第一滚刀组所加工出的下层面膜布的切口示意图;
图5是发明实施例的第二滚刀组所加工出的中间PP膜粘合层的切口示意图;
图6 是本发明实施例的第三滚刀组所加工出的上层面膜布的切口示意图;
图7 是本发明实施例的超声波焊接出来的半成品示意图;
图8 是本发明实施例的第四滚刀组所加工出的面膜片材成品与废料的分切后的示意图。
【具体实施方式】
一种耳挂式三维面膜片材,采用两层薄布作为主材,再用PP膜粘合材料夹在它们前端之间来焊接,这是利用布的弹性来更好地将面膜拉紧地贴到脸上。耳挂式三维面膜片材在合拢状态时是薄片状(如图1所示),在拉开来使用时呈三维状,其包括与人体的侧面轮廓相对应的上、下层面膜布1、2,以及沿人脸中线的三维弯曲走向夹在该上、下层面膜布1、2的前部之间用于超声波焊接的中间PP膜粘合层3(其宽度约3-8mm);在所述上、下层面膜布1、2上均有眼孔A、沿鼻孔端面斜切的鼻端切缝B、嘴唇外露切口C和向下倾斜的耳线上沿切缝D;所述上、下层面膜布1、2在位于该耳线上沿切缝D上方的面膜后方上边缘E上各设有方便打开上、下层面膜布1、2的耳抓手位F,其作用是方便两只手的手指抓在耳抓手位上来将折叠浸泡了药液的左、右片材分开,通常情况下,上、下层面膜布的耳抓手位相互错开一定的距离;所述上、下层面膜布1、2在靠向该耳线上沿切缝D处的面膜后方下边缘G上设有弧形的挂耳切口H,这样在将耳挂式三维面膜片材(在实际使用时,是将片材对折一至两次后再浸泡药液制成面膜)敷在脸上时,把上、下层面膜布1、2的挂耳切口H挂在两只耳朵上,使面膜片材上拉不会脱落且全面敷盖后兜起下颚、拉紧片材以使面部左侧和右侧形成三维形状,从而使片材不会脱落,于是人们敷上面膜后也可以随意走动来做一些家庭事务或其它事务(如观看手机等),因此,耳挂式三维面膜片材的使用更方便,也更人性化,而且整块面膜能完全贴合在脸上来真正达到全方位的面部美容效果。
我们知道,眼孔A、嘴唇外露切口C在当前所有面膜上都必须具备的,而本片材专门设置的鼻端切缝B、下斜的耳线上沿切缝D,除了更利于面膜与整个脸部和鼻子贴合外,还可以使面膜下半部拉紧地贴向下鄂部位,以起到更佳的敷脸美容效果。图1所示的片材作为较佳的实施方案,鼻端切缝B、下斜的耳线上沿切缝D在里端均呈上弯钩状,以使具一定弹性的面膜布起到更好地提拉面膜下半部后紧贴下鄂的同时,还有助于V型下巴的塑型。
图1所示的片材作为较佳的实施方案,在所述的耳抓手位F上设有弧形的手指钩切边F1。
为生产上述的耳挂式三维面膜片材,我们开发出了一种耳挂式三维面膜片材的生产设备,如图2、3所示,其包括机台10,第一滚刀组20、第二滚刀组30、第三滚刀组40、第四滚刀组50、超声波焊接组60、下层面膜布卷料70、PP 膜卷料80、上层面膜布卷料90和废料收集装置100,其中:
所述第一滚刀组20包括第一滚刀201和驱动该第一滚刀201滚动的第一滚筒202;所述第一滚刀201是用来滚切出(即滚动切出)下层面膜布2的带耳抓手位F的面膜后方上边缘E的刀具,且下层片材的面膜后方上边缘E在下层片材的耳线上沿切缝D以上的位置,如图4所示;
所述第二滚刀组30包括第二滚刀301和驱动该第二滚刀301滚动的第二滚筒302;所述第二滚刀301是用来将中间PP 膜粘合层3滚切出内侧废料切边的刀具,图5所示为第二滚刀滚切出的中间层PP 膜内侧废料切边,它由沿人脸中心的走向形成的三维曲线切口31和中间层后方上边缘32围成,这样在焊接、成品滚切成型之后,才能将夹在上、下层面膜布之间的多余PP膜粘合层废料抽出来;为更好地抽出PP膜粘合层废料,在中间层后方上边缘32上也滚切出中间层耳抓手33,其与上、下层面膜布1、2的耳抓手位要相互错开;
所述第三滚刀组40包括第三滚刀401和驱动该第三滚刀401滚动的第三滚筒402;所述第三滚刀401是用来滚切出上层面膜布1的带耳抓手位F的面膜后方上边缘E的刀具,且上层片材的面膜后方上边缘E在上层片材的耳线上沿切缝D以上的位置,如图6所示;
所述第四滚刀组50包括第四滚刀501和驱动该第四滚刀501滚动的第四滚筒502,所述第四滚刀501是产品成型切刀,其刀型包括滚切出眼孔A的眼部切刀部、滚切出鼻端切缝B的鼻端切刀部、滚切出嘴唇外露切口C的嘴唇刀部、滚切出耳线上沿切缝D的耳线刀部、滚切出挂耳切口H的挂耳刀部、以及将上、下层面膜布1、2的外沿除面膜后方上边缘E以外的部分滚切出片材造型的成型刀部,如图8所示为第四滚刀对上、下片材滚切成型后的切口示意图;
所述的超声波焊接组60包括超声波焊接滚筒601和驱动该超声波焊接滚筒601的超声波驱动滚筒602、以及用来控制超声波焊接滚筒601进行焊接工作的超声波机箱603;所述超声波焊接滚筒601将与人脸中线的三维弯曲走向对应的那一段中间PP膜粘合层3与上、下层面膜布1、2焊接在一起,图7所示的阴影部分则为超声波焊接区域,可以看出,焊接的区域是沿着人脸中线的三维弯曲走向来进行的,为此,在所述超声波焊接滚筒601上设有与人脸中线的三维弯曲走向匹对的焊接部;
所述废料收集装置100包括将滚切出片材成品后的三层废料同时卷起来的废料卷筒1001和驱动废料卷筒1001工作的废料电机1002,废料卷筒1001将废料往上拉动并卷起时,合拢状态的耳挂式三维面膜片材脱落在机台台面上,这样就可以将最终成型出来的耳挂式三维面膜片材收集起来后再浸泡药液制成面膜。
所述下层面膜布卷料70在面膜布电机110的驱动下经该第一滚筒组20的滚切后从机台台面的左侧滑向右侧;
所述PP膜粘合材料卷料80经该第二滚刀组30的滚切后层叠在该机台台面的下层面膜布2上;
所述上层面膜布卷料90经该第三滚刀组40的滚切后层叠在该机台台面的中间PP膜粘合层3上;
所述第一滚刀组20、超声波焊接组60和第四滚刀组50设在机台台面左、中、右位置处;所述第二滚刀组30、第三滚刀组40设在该机台台面的上方(相当于悬挂在机台台面的上方),并介于所述的第一滚刀组20、超声波焊接组60之间;
所述第一滚筒202、第二滚筒302、第三滚筒402、第四滚筒502和超声波驱动滚筒602通过同步带或齿轮传动连接后由滚筒电机120带动同步工作,在本实施例中,如图3所示,第一滚筒202、第三滚筒402、第四滚筒502和超声波驱动滚筒602采用同步带传动,而第二滚筒302则由第三滚筒402通过齿轮的传动来实现同步,如图3所示;
从上可以看出,由于耳挂式三维面膜片材机具有如下特点:
一方面,采用两个滚刀(第一、三滚刀)分别滚切出上、下层面膜布1、2的一段外轮廓(即带耳抓手位F的面膜后方上边缘E)后,再用共用的第四滚刀501来同时滚切出上、下层面膜布的其余外轮廓、眼孔A、鼻孔端切缝B和挂耳切边口H,这样方便我们利用耳抓手位分开折叠浸泡的面膜左、右两半和敷在脸上,从而达到生产出更人性化的面膜片材;
另一方面,把第二、三滚刀组30、40设在机台台面的上方,以此来实现将滚切后的PP膜粘合层和上层面膜布依次层叠地平铺在下层面膜布上后,再由机台台面处的超声波焊接组60沿人脸中线的三维弯曲走向来将上、下层面膜布和夹在它们之间的PP膜粘合层焊接在一起,进而形成在展开后与整个人脸紧贴的三维面膜片材,达到更佳的敷脸美容效果;
因此,本耳挂式三维面膜片材生产设备的结构合理,自动化程度和生产效率高。在本实施例中,从图4至8可以看出,生产设备是同时生产两个面膜片材的“一出二”设备,这样可以进一步提高生产效率。
优选地,在所述的第一滚刀201、第三滚刀401上设有在各自对应的耳抓手位F上滚切出弧形的手指钩切边F1的手指钩位滚刀部,以更好地让手指勾在耳抓手上来敷面膜。
我们在用上述设备生产耳挂式三维面膜片材时,包括如下步骤:
一、滚切下层面膜布2的面膜后方上边缘E段:下层面膜布卷料70在面膜布电机110的驱动下进入该第一滚筒组20,由第一滚刀201滚切出下层面膜布2的面膜后方上边缘E(同时滚切出耳抓手位F),如图4所示,滚切后的下层面膜布平铺在机台台面上并从台面的左侧滑向右侧;
二、滚切中间PP膜粘合层的废料边:PP膜粘合材料卷料进入第二滚刀组30,由第二滚刀301滚切出由三维曲线切口31和中间层后方上边缘32组成的一段废料边,如图5所示,目的是为后续抽出夹在上、下层面膜布之间的PP膜废料做好准备,否则无法抽出夹在上、下层面膜布之间的PP膜废料;在滚切中间PP膜粘合层的后方上边缘32的切边时,也顺便滚切出中间层耳抓手33,它与上、下面膜布1、2的耳抓手位F相互错开,以便于抽出PP膜粘合材料废料;这中间层的三维曲线切口31是沿着人脸中线的三维弯曲走向滚切出来的;滚切后的中间PP膜粘合层平铺在机台台面的下层面膜布2上并与下层面膜布2一起在废料收集装置的拉动下从台面的左侧滑向右侧;
三、滚切上层面膜布1的面膜后方上边缘E段:上层面膜布卷料90进入该第三滚刀组40,由第三滚刀401滚切出下层面膜布2的面膜后方上边缘E,如图6所示,然后,滚切后的上层面膜布1平铺在机台台面的中间PP膜粘合层3上并与中间PP膜粘合层3和下层面膜布2一起在废料收集装置的拉动下从台面的左侧滑向右侧;
四、超声波焊接面膜布:从上往下层叠在一起的上层面膜布1、中间PP膜粘合层3和下层面膜布2进入超声波焊接滚筒601和超声波驱动滚筒602之间的缝隙后,超声波焊接滚筒601按人脸中线的三维弯曲走向将上、下层面膜布1、2的前部焊接在一起成为面膜片材半成品,如图7的阴影部分所示是超声波焊接的区域;
五、滚切三维面膜片材的成品:焊接后的面膜片材半成品进入第四滚刀组50,由第四滚刀501滚切出上、下层面膜布1、2的眼孔A、鼻端切缝B、嘴唇外露切口C、耳线上沿切缝D、挂耳切口H、以及除面膜后方上边缘E以外的面膜片材轮廓后,成型出耳挂式三维面膜片材的成品,如图8的实线所示即为本步骤滚切后的切边;
六、废料收集:在废料收集装置100的废料电机1002的驱动下,废料卷筒1001把位于耳挂式三维面膜片材成品以外的废料卷绕收集起来,在废料往上拉卷时,三维面膜片材会自动掉落到机台右侧的台面上,这样就完成了三维面膜片材的自动化生产过程。在接下来的使用时,要将夹在上、下层面膜布之间的中间层废料抽出来,在本设备,采用人工来处理,当然,也可以设计专门的结构或装置来处理。
在本发明的描述中,需要理解的是,如出现术语“中心”、“纵向”、“横向”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位等来定义的,这些仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
综上所述仅为本发明较佳的实施例,并非用来限定本发明的实施范围,即凡依本发明申请专利范围的内容所作的等效变化及修饰,皆应属于本发明的技术范畴。
- 耳挂式三维面膜片材及其生产设备和制造方法
- 一种挂耳式肌肤保养的表皮干细胞面膜