真空卷绕镀膜装置及其处理方法
文献发布时间:2023-06-19 11:08:20
技术领域
本发明涉及一种真空卷绕镀膜装置及其处理方法。
背景技术
以往,真空卷绕镀膜技术得到广泛的应用。其产品主要用于装饰、彩印及功能性薄膜的制备,常用基材以PET、BOPP、CPP、涂漆纸、超薄不锈钢等。
近年来,在纺织面料上利用真空镀膜技术制备薄膜逐渐兴起,而薄膜制备的过程也属于纳米表面处理技术范畴。与以往的基材不同,纺织面料具有不同于以往材料的特性,而其用途也更为广泛,例如可以赋予其抗菌、防污染、防辐射、防紫外线、保温等特殊功能。而且还能制备出色泽丰富具有高观赏性的装饰面料,如金属色、渐变色、角度色、双面色等装饰色。其终端产品可以是用于民生可穿戴的衣物、帽子、口罩及具备特殊功能的防护用品,如医疗卫生行业用的防护服及军事领域的特殊功能的帐篷等,此类产品具有广阔的市场前景。而且,国家愈加重视生态环境的保护,政策对高污染的传统印染行业的环境监管进一步趋严,环境压力正在倒逼着印染行业转型升级。而与传统印染相比真空镀膜对环境几乎零污染,随着真空卷绕镀膜技术的日渐成熟,一部分装饰色面料的染色加工完全可以用真空镀膜技术来替代。
目前,以纺织面料为基材的真空卷绕镀膜设备市场上不多,而现有的基本都是一些功能性膜领域的小型设备或实验性设备。尤其在替代传统印染的部分装饰色面料用的大型真空卷绕镀膜连续线设备还属于空白。
该连续线设备采用磁控溅射技术,根据特定的工艺配方在大幅宽的纺织面料上制备均匀的膜层,具备长时间连续性的生产能力。设备主要关键技术点有;1、基材传输系统结构,要求基材以一定的速度在真空环境下保持恒定张力下的匀速传输,传输过程中不能出现褶皱、卷边及拉力过大导致的收缩等现象;2、稳定的真空气场环境,既膜层沉积过程中确保每个磁控阴极以及相邻镀膜室段间的气场环境相对隔离互不干扰;3、磁控阴极的安装方式及整机设备维护便捷性的相关结构设计,尤其是磁控阴极及相关部件必须定期进行维护,而量产型设备上磁控阴极数量多、尺寸、重量较大,后期使用维护比较耗时费力;该设备属于大型生产线,真空腔体模块数量较多,腔体结构设计尤为重要,结构与大小直接影响着真空系统的配置、装机调试与维护便捷性及整线制造成本。
发明内容
有鉴于上述现有技术中存在的问题,本发明提供一种真空卷绕镀膜装置,其特征在于,具有:放卷室,其用于设置并供给基材;镀膜室,其对由所述放卷室供给的基材在真空中进行镀膜处理;收卷室,其对由所述镀膜室进行镀膜处理后的基材进行卷绕而收卷;第一隔离室,其设置在所述放卷室和所述镀膜室之间;和第二隔离室,其设置在所述收卷室和所述镀膜室之间,所述第一、第二隔离室具有阀门,在所述镀膜室的上下游两端形成独立的密封空间。根据本实施方式,能够单独对放卷室和/或收卷室进行破空处理,完成设备维护,基材更换等。
在一些实施方式中,优选具有串联设置的多个第一隔离室,和/或具有串联设置的多个第二隔离室。由此可分多级控制从两端的隔离室到中部的镀膜室的真空度,在恢复作业时,能够快速达到作业所需的真空度。
在一些实施方式中,优选所述第一、第二隔离室为模块化隔离室。模块化构成的隔离室,配合镀膜室,能够方便地进行组合,大大降低设备安装布置成本。
在一些实施方式中,优选所述阀门构成为,具有,座板,其设置在第一或第二隔离室的端部,形成有使基材通过槽口;和阀板,其可翻转覆盖所述槽口,而对槽口进行密封。另外优选其对柔性基材进行真空镀膜处理。特别优选对纺织面料的基材进行真空镀膜处理。该阀门结构具有良好的密封性能,特别适用于对纺织面料的基材进行镀膜处理时,密封隔离室端部。
在一些实施方式中,优选所述第一、第二隔离室具有用于抽真空的真空管路。由此可单独控制隔离室的真空度,使镀膜室内真空度损耗降至最低。
另外,本发明提供一种真空卷绕镀膜装置的处理方法,其特征在于:关闭所述第一、第二隔离室的阀门,对放卷室和收卷室进行破空处理。
在一些实施方式中,优选对放卷室和收卷室进行破空处理后,更换放卷室和收卷室内的卷材,对放卷室和收卷室抽真空后,开启所述第一、第二隔离室的阀门。
在一些实施方式中,优选具有串联设置的多个第一隔离室,和串联设置的多个第二隔离室,所述第一、第二隔离室具有用于抽真空的真空管路,在对收放卷室和收卷室进行破空处理后,使从两端的所述第一、第二隔离室,至中部的镀膜室的真空度呈梯度升高。
根据本发明,能够利用隔离室单独控制镀膜室的真空度,在恢复作业中,无需对镀膜室进行破空处理,提高恢复作业的效率,从而提高生产率。
附图说明
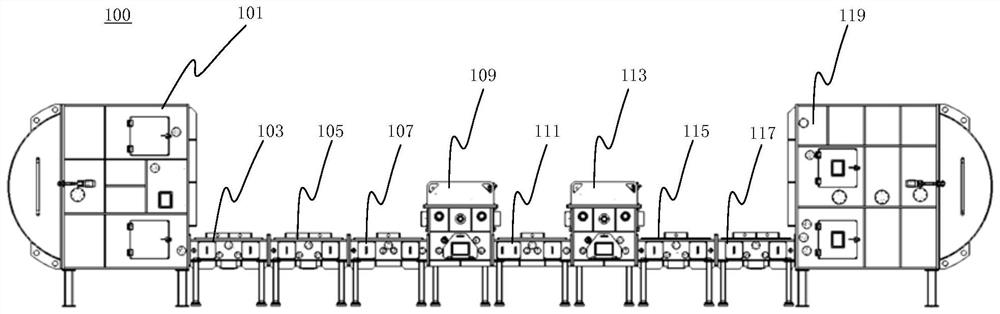
图1是本发明优选实施方式的真空卷绕镀膜装置的整体结构图。
图2是本发明优选实施方式的真空卷绕镀膜装置中隔离室的结构图。
图3是本发明优选实施方式的真空卷绕镀膜装置中隔离室的阀门部分结构放大图。
图4是本发明优选实施方式的真空卷绕镀膜装置的工作原理图。
图5是本发明优选实施方式的真空卷绕镀膜装置的系统模块图。
图6是本发明优选实施方式的真空卷绕镀膜装置的控制流程图。
具体实施方式
下面,结合附图对本发明的优选实施方式进行详细说明。
图1是本发明优选实施方式的真空卷绕镀膜装置的整体结构图。如图1所示,本实施方式中的真空卷绕镀膜装置100从左侧的供给端到右侧的收卷端依次包括:放卷室101、第一隔离室103、第二隔离室105、第一过渡室107、第一镀膜室109、第二过渡室111、第二镀膜室113、第三隔离室115、第四隔离室117以及收卷室119。
其中,第一~第四隔离室103、105、115、117为相同的模块化结构;第一、第二过渡室107、111为相同的模块化结构,而第一、第二镀膜室109、113可以为相同的模块,也可以是根据不同的镀膜材料使用的不同模块,或者仅是配置在其中的阴极为不同的结构。由于各部分,尤其是各隔离室103、105、115、117和过渡室109、113具有相同的结构,作为必要的连接用单元,可以通过与相同或不同的镀膜室109、113进行任意组合,而能够容易地构成用于应对各种复杂镀膜加工的大型的真空卷绕镀膜装置。
而作为连接用单元,隔离室和过渡室,可以使用通用的外壳部件,从而大大降低设备的安装、维护成本。下面,以隔离室103为例,对各隔离室的结构进行说明。
在本实施方式中,图2、3分别是本发明优选实施方式的隔离室结构图。隔离室103具有扁形的箱体10301,两端分别设置有作为连接接口的法兰10303,可利用两端的法兰10303将多个隔离室103(105、115、117等)连接,或将隔离室103与同样设置有与法兰10303相配合的法兰的其他处理模块连接。一端的法兰10303内侧设置有座板10305,在座板10305上开设槽口10307,用于穿设基材。在槽口10307的一侧(在本实施方式中为上侧),与槽口10307平行的设置阀轴10309,长形的阀板10311沿阀轴10309设置而与阀轴10309固定。由此可通过驱动阀轴10309使阀板10311摆动,并使阀板10311覆盖并封闭槽口10307,实现与利用法兰10303与隔离室103相连的其他设备之间的密封。在本实施方式中,阀轴10309利用设置在其一端的摆臂10313和气缸10315驱动。其结构简单,动作稳定,能够利用气缸10315对阀轴10309施加足够的扭力,以确保阀板10311覆盖槽口10307的密封性。在使用状态下,由于使阀板10311转动而覆盖槽口10307实现密封时,在槽口10307中是由基材穿设其中的,而基材为纺织面料的情况下,一方面不必担心纺织面料的基材发生损坏,另一方面,因在纺织面料的长度方向上由足够的接触长度,能够最大程度确保密封的可靠性,减少真空泄漏。对于其功能,将在后述进行详细说明。
在箱体10301的对置的侧壁根据需要设置轴安装孔10317、10319、10321,并在箱体中穿设传输用的辊组,在本实施方式中,隔离室103中设置的辊组为驱动辊组。另外,在箱体一侧(在本实施方式中为下侧)设置有与气体通路相连的气路法兰10323,用于与外部的真空设备连接,在作业时排出隔离室103的箱体10301内的空气,形成真空状态。
在本实施方式中,过渡室109、113与隔离室103同样的,形成为具有扁形箱体,并在箱体的两端形成法兰,以与隔离室103或其他设备连接。与隔离室103的不同之处在于,在过渡室109、113中除具有驱动辊组外,还在设置有张紧辊组,形成驱动辊组和张紧辊组串联的结构,对此将在后述详细说明。
通过将多个隔离室103、105、115、117、过渡室109、113、镀膜室109、113以及作为供给部的放卷室101和作为回收部的收卷室119连接,使得真空卷绕镀膜装置100的内部,形成能够连通的密封腔室。在对各个模块进行抽真空处理,能够保证在对纺织面料制的基材进行镀膜处理时整个装置内的真空度维持稳定。
图4是本发明优选实施方式的真空卷绕镀膜装置的各部分功能的说明图。在图4中省略了图1所示各模块的壳体,而仅示出功能部分。通过对模块化的隔离室、过渡室、镀膜室以及收放卷室进行模块化的组合,能够得到任意的处理工序。
如图4所示,驱动辊组203、205、215、217分别是设置于隔离室103、105、115、117中辊组;驱动辊组207A与张紧辊组207B是设置在过渡室107中的辊组,驱动辊组211A与张紧辊组211B是设置在过渡室111中的辊组;放卷辊201设置于放卷室101中;收卷辊219设置于收卷室119中。图5是本实施方式中真空卷绕镀膜装置的控制模块的方框图。控制单元301通过总线303,对收放卷辊201、219、各个辊组以及各镀膜辊的运转进行控制。下面对本实施方式的真空卷绕镀膜装置100的工作原理进行详细说明。
【启动和运行】
在对收放卷辊201、219分别安装好基材的情况下,准备启动由放卷辊201供给基材,并由收卷辊219回收基材,并在使基材经过各镀膜辊209、213完成镀膜处理之前,首先,控制单元301控制放卷辊201和收卷辊219分别向相反方向旋转。在本实施方式中所指的相反方向并非放卷辊201和收卷辊219实际旋转的方向,而是两者正常工作进行供给和回收时的旋转方向。在放卷辊201和收卷辊219向相反方向旋转时,所安装的处理对象的基材被施以预张紧力。此时利用过渡室107、111中的张紧辊组207B、211B检测预张紧力的大小,使预张紧力达到规定数值。
然后,控制单元301控制放卷辊201和收卷辊219以及镀膜辊209、213和各个驱动辊组203、205、207A、211A、215、217以相同线速度旋转,完成启动。因在启动之前,使放卷辊201和收卷辊219分别向相反方向旋转,而对基材施加了规定的预张紧力,因此在启动各辊组以相同速度正向旋转时,能够从一开始就保持规定张力。从而使收卷辊219最内层的基材保持平整,不会因启动时收卷不平整而对接下来收卷的完成镀膜处理的基材造成褶皱变形的影响。
控制单元301接收张紧辊组207B、211B检测的张紧力信息,并根据该信息控制各驱动辊组以及镀膜辊的转速,保证从放卷到收卷过程中,各个部分的基材表面的张力均匀。由此可以良好地控制基材表面的镀膜厚度。尤其在本实施方式中,是对纺织面料制基材进行处理,一旦在对基材在镀膜室209、213中进行镀膜时,基材的张紧力不均匀,则会导致镀膜渗透至基材内部的深度、均匀性发生变动,进而造成镀膜后基材质地不均匀,严重影响基材的使用性能等,造成良品率的下降。
通过在镀膜辊209和213之前,分别设置过渡室107、111,而利用其中的张紧力辊组207B、211B检测进入到镀膜室109、113中的基材的张紧力,能够及时主动地调整进入到镀膜室107、111中接受镀膜处理的基材的张紧力,实现实时控制。并且通过在镀膜辊209、213上游侧,设置张紧力辊组207B、211B,能够有效补偿系统传动误差,使接收镀膜处理的基材保持均匀的张紧力。
另一方面,利用也利用张紧力辊组207B、211B实现接收镀膜处理的基材张紧力的闭环控制。在此以张紧力辊组207B为例进行说明,当张紧力辊组207B检测到的张紧力小于阈值时,表示基材供给速度过快,此时控制模块301控制上游侧的驱动辊组203、205、207A降低供给速度,以保证基材能够连续地以匀速通过镀膜辊209的同时,保持规定的张紧力;相反,当张紧力辊组207B检测到张紧力大于阈值时,表示基材供给速度过慢,此时控制模块301控制上游侧的驱动辊组203、205、207A提高供给速度,以保证基材能够连续地以匀速通过镀膜辊209的同时,保持规定的张紧力。对于张紧力辊组211B和镀膜辊213也是同样,通过根据张紧力辊组211B的检测信息,控制上游侧的驱动辊组211A的转速,使得进入镀膜室113的基材保持规定的张紧力,以保证基材能够连续地以匀速通过镀膜辊213的同时,保持规定的张紧力。从而可以是镀膜室109和镀膜室113中进行镀膜处理的基材的张紧力不同,而独立控制各镀膜室109、113的镀膜处理时基材的张紧力。
进而可以根据镀膜室109、113进行不同材质和规格的需求,使供给至各镀膜室109、113的连续基材以不同的张紧力进行不同阶段的镀膜处理。由此,可使真空卷绕镀膜装置100,在依次收放卷过程中,完成不同规格的多种处理,适应性更为广泛。尤其如本实施方式所示,采用模块化的隔离室103、105、115、117和过渡室107、111以及镀膜室109、113,能够灵活变更多种镀膜工艺的组合。
【恢复处理】
在本实施方式中,由于在真空的腔室内对基材进行供给、镀膜以及收卷处理,因此在一卷基材完成供给后,需要破真空进行放卷室101基材和收卷室119卷材的更换,而再次抽真空才能恢复处理。下面对本实施方式实现恢复处理的流程进行说明。
在完成一卷的基材供给准备更换时,首先,在步骤S601中,控制单元301进行控制,关闭上游侧隔离室103、105以及下游侧隔离室115、117的阀板10311,使阀板10311覆盖槽口10307。
然后,在步骤S602中,控制放卷室101和收卷室119的腔室破空,此时,保持对镀膜室109、113抽真空,也可保持或下调各隔离室103、105、115、117的抽真空状态。
接着,在步骤S603中,开启放卷室101和收卷室119的舱门,完成基材和成品卷材的更换。
接着,在步骤S604中,对放卷室101和收卷室119抽真空,并回复各隔离室103、105、115、117的真空状态。
然后,在步骤S605中,在放卷室101和收卷室119达到规定的真空度后,开启各隔离室103、105、115、117的阀板10311。
最后,可基于上述的启动方式完成启动,实现恢复处理。
在本实施方式中,由于隔离室103、105、115、117分别设置有可覆盖槽口10307的阀板10311,因此,在恢复作业中,通过封闭槽口10307使隔离室103、105和隔离室115、117之间的过渡室107、镀膜室109、过渡室111以及镀膜室113的连通腔体隔离,而能够独立的保持真空状态,因此仅对放卷室101和收卷室119进行破空处理,即可实现放卷室101和收卷室119中的基材和卷材的更换。
完成更换后,仅需对放卷室101和收卷室119再次进行抽真空处理,即可使真空卷绕镀膜装置的全部腔室恢复至作业所需的真空度,再次开启各阀板10311即可恢复镀膜作业。
由于抽真空需要花费很多的处理时间,并且耗费大量能源,而基于本实施方式的真空卷绕镀膜装置100,在恢复作业中,仅需对放卷室101和收卷室109进行破空和恢复真空的操作,因此恢复作业的时间大大缩短,提高了设备的生产效率。并且,尽可能地减少了能源的浪费,而降低成本。
另外,在本实施方式中,由于使隔离室103、105、115、117和过渡室107、111形成为模块化,因此,在设置多组上游侧的隔离室103、105和下游侧的隔离室115、117的情况下,能够通过组合模块方便地实现利用两级的阀板10311进行局部封闭,一方面提高了密封的可靠性,另一方面,也减少了镀膜室109、113中真空度的泄漏。特别是,即使使用正常的抽真空的功率维持镀膜室109、113的真空度,也不会在完成基材和卷材的更换后使镀膜室109的真空度过多地下降。而且,由于隔离室103、105、115、117分别在镀膜室109、113的上下游两端,形成独立的密封空间,可以通过利用作为真空管路的气路10323对隔离室103、105、115、117以很小的功率保持其具有规定的真空度,形成从上下游两端的隔离室103、117,向中部的镀膜室109、113真空度阶梯状升高,从而可进一步降低镀膜室109、113中真空度的损耗,显著缩短恢复作业中,破空以及恢复真空的时间。
在本实施方式中,由于真空卷绕镀膜装置的处理对象物为柔性的基材,特别是纺织面料制基材,在有基材穿过隔离室103、105、115、117的情况下对上下游端部进行密封时,其密封效果往往很差。根据本实施方式,通过采用以阀板10311翻转覆盖槽口10309的方式形成密封结构时,基材会在槽口10309处被阀板10311压向座板10305,并且厚度会被压缩。此时,会在座板10305和阀板10311之间形成厚度小于压缩的基材厚度的面状缝隙,且该面状缝隙仅产生在未夹持基材的一侧,因而其空气泄漏的流通距离长,阻力大,整体密封性好。与从基材传输方向上下两侧加紧基材的阀门相比,由于基材本身为纺织面料,因此纺织面料本身的缝隙直接形成泄漏孔隙,气体流通距离短,阻力小,而且,空气高速泄漏时流过织物纤维的缝隙,对密封处的纤维结构造成损害,强度下降;另一方面,为了提高密封性,夹紧基材的情况下,会使基材的织物纤维受损,这都导致在恢复作业重新开始时,因基材纤维受损强度下降,而使基材断裂,存在不能顺利地进行连续生产,必须整条生产线全部破空重新恢复的风险。
以上,对本发明优选实施方式进行了详细说明,但上述说明并不构成对本发明范围的限定,本领域技术人员能够在上述优选实施方式的基础上进行各种变更、修改、删除等,这些变更、修改、删除均属于本发明的保护范围,而且,本发明的保护范围应基于权利要求书记载来确定。
- 真空卷绕镀膜装置及其处理方法
- 一种卷绕装置及真空卷绕镀膜设备