一种新能源汽车部件装配设备
文献发布时间:2023-06-19 11:09:54
技术领域
本发明涉及汽车零部件技术领域,更具体地说,本发明涉及一种新能源汽车部件装配设备。
背景技术
随着新能源汽车快速崛起,汽车产业生态发生了巨大变化,汽车产品向着低碳、电动、智能化方向发展,目前,新能源汽车的动力来源有两种,一种是油电混合动力,油电混合动力类型是以燃油发动机作为主要动力,电动机作为辅助动力,另一种是纯电动类型,纯电动类型是以特斯拉为代表的纯电车型,彻底摆脱了燃油发动机,并能极大优化汽车结构,降低生产成本,新能源汽车能够极大地降低对环境的污染,适应低碳环保的要求,成为未来的发展趋势,并最终将会替代传统的燃油车型,汽车零件在轴孔过盈配合时,通常可以利用热胀冷缩的原理,使用热配合或冷配合的方式装配。
但现有的汽车零件在轴孔过盈配合时,其自动化程度低,人工干预较多,生产速度慢,无法满足市场需求。
在所述背景技术部分公开的上述信息仅用于加强对本公开的背景的理解,因此它可以包括不构成对本领域普通技术人员已知的现有技术的信息。
发明内容
为了克服现有技术的上述缺陷,本发明的实施例提供一种新能源汽车部件装配设备,本发明所要解决的技术问题是:现有的汽车零件在轴孔过盈配合时,其自动化程度低,人工干预较多,生产速度慢,无法满足市场需求。
为实现上述目的,本发明提供如下技术方案:一种新能源汽车部件装配设备,包括机架,所述机架中部的一侧开设有落料口,所述机架上方中部的两侧均设有清洁加热机构,两个所述清洁加热机构的一侧均设有夹紧机构,两个所述夹紧机构之间远离清洁加热机构的一侧设置有第一料筒,两个所述清洁加热机构之间远离第一料筒的一侧设置有第二料筒,所述第二料筒远离第一料筒的一侧设置有执行机构;
所述清洁加热机构包括固定块,所述固定块的底端与机架的上端固定连接,所述固定块的一端转动连接有弧形齿条,所述弧形齿条的一端固定连接有固定半圆筒,所述固定半圆筒的内侧靠近机架中部的一端固定连接有半圆筒形清洁刷,所述固定半圆筒的内侧远离机架中部的一端固定嵌设有半高频感应加热线圈,两个清洁加热机构的半高频感应加热线圈可相互合并成一个完整的高频感应加热线圈;
所述夹紧机构包括第一支撑套块,所述第一支撑套块的内侧活动插接有L形活动杆,所述L形活动杆靠近机架中部的一端设置有半圆筒形夹块,所述L形活动杆的一端与半圆筒形夹块的侧壁活动插接,所述半圆筒形夹块内侧靠近第二料筒的一端一体成型有半环形凸起,所述L形活动杆的外侧套设有第一弹簧,所述第一弹簧的两端分别与半圆筒形夹块和第一支撑套块的侧壁贴合,所述L形活动杆远离机架中部一端的上方固定连接有滑柱,所述弧形齿条的一侧设置有第二支撑套块,所述第二支撑套块的内侧活动插接有直齿条,所述直齿条的一端开设有斜导向槽,所述滑柱在斜导向槽的内侧滑动,所述直齿条的一侧设置有第一齿轮,所述第一齿轮通过转轴与机架转动连接,所述直齿条与第一齿轮啮合传动,所述第一齿轮与弧形齿条啮合传动,所述第一支撑套块和第二支撑套块均与机架固定安装;
所述第一料筒内侧的底端开设有第一推料口,所述第二料筒内侧的底端开设有第二推料口,所述第一料筒与第二料筒均与机架固定安装,所述第一料筒的内部放置有轴件,所述第二料筒的内部放置有孔件;
所述执行机构包括导向支撑杆和前推柱,所述导向支撑杆与机架固定安装,所述导向支撑杆活动插接在前推柱的内部,所述前推柱位于第二推料口远离第一料筒的一侧,所述前推柱远离第二料筒一端的两侧均铰接有内杆,两个所述清洁加热机构的弧形齿条上均铰接有外筒,两个所述内杆分别活动插接在两个外筒的内部,所述外筒的内部设置有第二弹簧,所述第二弹簧的两端分别与内杆和外筒的端部固定连接,所述前推柱的上端固定连接有连接架,所述连接架的一端延伸至第一料筒远离第二料筒的一侧,所述连接架靠近第一推料口的一端固定安装有后推柱;
所述前推柱的底部一体成型有若干个直齿,所述前推柱的下方设置有电机和第二齿轮,所述电机与机架固定安装,所述电机的输出轴与第二齿轮配合连接,所述第二齿轮通过直齿与前推柱啮合传动。
在一个优选的实施方式中,两个所述清洁加热机构的半高频感应加热线圈均与外部高频加热电源电性连接。
在一个优选的实施方式中,两个所述夹紧机构的半圆筒形夹块位于落料口的上方。
在一个优选的实施方式中,所述半环形凸起的端部为斜面。
在一个优选的实施方式中,所述前推柱的材料为ABS塑料。
在一个优选的实施方式中,所述前推柱靠近第二料筒的一端为圆台形。
在一个优选的实施方式中,所述第二料筒的底部固定安装有电磁铁,所述电磁铁与外部电源电性连接。
本发明的技术效果和优点:
1、本发明通过两个弧形齿条向中部转动使得两个半圆筒形清洁刷和两个半高频感应加热线圈合并,从而实现了对孔件的表面清洁和高频感应加热增大孔径的目的,并且通过两个半圆筒形夹块的合并实现了对孔件的夹紧以及定位的目的,同时实现了后推柱推动轴件进入孔件的内孔实现装配的目的,并且两个半圆筒形夹块能够自动分离,从而实现了自动落料的目的;
2、本发明能够对轴件和孔件进行自动装配,人工干预较少,自动化程度高,极大地提高了生产速度,降低了生产成本。
附图说明
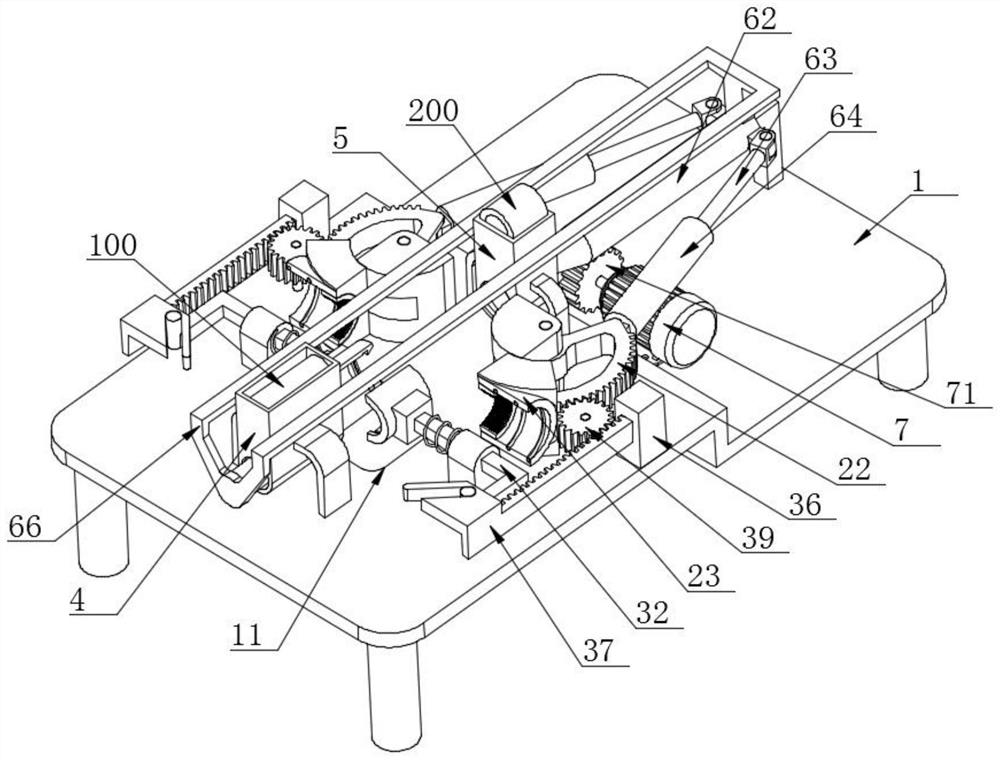
图1为本发明的整体结构示意图。
图2为本发明的俯视图。
图3为本发明的主视图。
图4为本发明的侧视图。
图5为本发明的局部结构示意图。
图6为本发明图4中A-A处的剖视图。
图7为本发明图4中B-B处的剖视图。
图8为本发明弧形齿条和固定半圆筒的结构示意图。
图9为本发明直齿条的结构示意图。
图10为本发明L形活动杆和半圆筒形夹块的结构示意图。
图11为本发明前推柱的结构示意图。
图12为本发明连接架和后推柱的结构示意图。
附图标记为:
1机架、11落料口、2清洁加热机构、21固定块、22弧形齿条、23固定半圆筒、24半圆筒形清洁刷、25半高频感应加热线圈、3夹紧机构、31第一支撑套块、32L形活动杆、33半圆筒形夹块、331半环形凸起、34第一弹簧、35滑柱、36第二支撑套块、37直齿条、38斜导向槽、39第一齿轮、4第一料筒、41第一推料口、5第二料筒、51第二推料口、6执行机构、61导向支撑杆、62前推柱、621直齿、63内杆、64外筒、65第二弹簧、66连接架、67后推柱、7电机、71第二齿轮、8电磁铁、100轴件、200孔件。
具体实施方式
现在将参考附图更全面地描述示例实施方式。然而,示例实施方式能够以多种形式实施,且不应被理解为限于在此阐述的范例;相反,提供这些示例实施方式使得本公开的描述将更加全面和完整,并将示例实施方式的构思全面地传达给本领域的技术人员。附图仅为本公开的示意性图解,并非一定是按比例绘制。图中相同的附图标记表示相同或类似的部分,因而将省略对它们的重复描述。
此外,所描述的特征、结构或特性可以以任何合适的方式结合在一个或更多示例实施方式中。在下面的描述中,提供许多具体细节从而给出对本公开的示例实施方式的充分理解。然而,本领域技术人员将意识到,可以实践本公开的技术方案而省略所述特定细节中的一个或更多,或者可以采用其它的方法、组元、步骤等。在其它情况下,不详细示出或描述公知结构、方法、实现或者操作以避免喧宾夺主而使得本公开的各方面变得模糊。
本发明提供了一种新能源汽车部件装配设备,包括机架1,所述机架1中部的一侧开设有落料口11,所述机架1上方中部的两侧均设有清洁加热机构2,两个所述清洁加热机构2的一侧均设有夹紧机构3,两个所述夹紧机构3之间远离清洁加热机构2的一侧设置有第一料筒4,两个所述清洁加热机构2之间远离第一料筒4的一侧设置有第二料筒5,所述第二料筒5远离第一料筒4的一侧设置有执行机构6;
所述清洁加热机构2包括固定块21,所述固定块21的底端与机架1的上端固定连接,所述固定块21的一端转动连接有弧形齿条22,所述弧形齿条22的一端固定连接有固定半圆筒23,所述固定半圆筒23的内侧靠近机架1中部的一端固定连接有半圆筒形清洁刷24,所述固定半圆筒23的内侧远离机架1中部的一端固定嵌设有半高频感应加热线圈25,两个清洁加热机构2的半高频感应加热线圈25可相互合并成一个完整的高频感应加热线圈;
所述夹紧机构3包括第一支撑套块31,所述第一支撑套块31的内侧活动插接有L形活动杆32,所述L形活动杆32靠近机架1中部的一端设置有半圆筒形夹块33,所述L形活动杆32的一端与半圆筒形夹块33的侧壁活动插接,所述半圆筒形夹块33内侧靠近第二料筒5的一端一体成型有半环形凸起331,所述L形活动杆32的外侧套设有第一弹簧34,所述第一弹簧34的两端分别与半圆筒形夹块33和第一支撑套块31的侧壁贴合,所述L形活动杆32远离机架1中部一端的上方固定连接有滑柱35,所述弧形齿条22的一侧设置有第二支撑套块36,所述第二支撑套块36的内侧活动插接有直齿条37,所述直齿条37的一端开设有斜导向槽38,所述滑柱35在斜导向槽38的内侧滑动,所述直齿条37的一侧设置有第一齿轮39,所述第一齿轮39通过转轴与机架1转动连接,所述直齿条37与第一齿轮39啮合传动,所述第一齿轮39与弧形齿条22啮合传动,所述第一支撑套块31和第二支撑套块36均与机架1固定安装;
所述第一料筒4内侧的底端开设有第一推料口41,所述第二料筒5内侧的底端开设有第二推料口51,所述第一料筒4与第二料筒5均与机架1固定安装,所述第一料筒4的内部放置有轴件100,所述第二料筒5的内部放置有孔件200;
所述执行机构6包括导向支撑杆61和前推柱62,所述导向支撑杆61与机架1固定安装,所述导向支撑杆61活动插接在前推柱62的内部,所述前推柱62位于第二推料口51远离第一料筒4的一侧,所述前推柱62远离第二料筒5一端的两侧均铰接有内杆63,两个所述清洁加热机构2的弧形齿条22上均铰接有外筒64,两个所述内杆63分别活动插接在两个外筒64的内部,所述外筒64的内部设置有第二弹簧65,所述第二弹簧65的两端分别与内杆63和外筒64的端部固定连接,所述前推柱62的上端固定连接有连接架66,所述连接架66的一端延伸至第一料筒4远离第二料筒5的一侧,所述连接架66靠近第一推料口41的一端固定安装有后推柱67;
所述前推柱62的底部一体成型有若干个直齿621,所述前推柱62的下方设置有电机7和第二齿轮71,所述电机7与机架1固定安装,所述电机7的输出轴与第二齿轮71配合连接,所述第二齿轮71通过直齿621与前推柱62啮合传动。
两个所述清洁加热机构2的半高频感应加热线圈25均与外部高频加热电源电性连接。
两个所述夹紧机构3的半圆筒形夹块33位于落料口11的上方。
所述半环形凸起331的端部为斜面。
所述前推柱62的材料为ABS塑料。
所述前推柱62靠近第二料筒5的一端为圆台形。
所述第二料筒5的底部固定安装有电磁铁8,所述电磁铁8与外部电源电性连接。
如图1-12所示的,实施方式具体为:在使用时,将轴件100放置在第一料筒4的内部,将孔件200放置在第二料筒5的内部,孔件200的内孔直径大于壁厚,在初始位置时,两个固定半圆筒23和两个半圆筒形夹块33均处于分开的状态,前推柱62位于第二料筒5远离第一料筒4的一侧,而后推柱67则从第一推料口41穿过第一料筒4,然后即可以启动电机7,电机7通过第二齿轮71和直齿621带动前推柱62向下移动(图2的方向),前推柱62沿着导向支撑杆61滑动,导向支撑杆61可起到支撑和导向的作用;
首先,前推柱62圆台形的端部经过第二推料口51插入孔件200的内部,电磁铁8处于通电的状态,电磁铁8与孔件200之间具有一定的吸附力,从而可以使得前推柱62可以插入孔件200的内部后产生一定的压紧力而使得孔件200不易脱落,且在此时,前推柱62通过内杆63和外筒64推动弧形齿条22,带动两侧的弧形齿条22向中部转动,并且转动至两个固定半圆筒23相互贴合的位置,在此位置,两个半圆筒形清洁刷24合并成筒状,两个半高频感应加热线圈25相互接触而处于导通状态,在两个弧形齿条22转动的过程中,还可以通过第一齿轮39带动直齿条37向上移动,从而通过斜导向槽38的导向作用,通过滑柱35和L形活动杆32可以带动第一弹簧34向中部移动,从而两个半圆筒形夹块33合并;
然后,由于第二弹簧65的设置,使得内杆63还可以向外筒64的内侧移动,从而前推柱62还可以继续向下移动,前推柱62将孔件200从第二推料口51推出第二料筒5的内部并先经过半圆筒形清洁刷24,半圆筒形清洁刷24内部的刷毛对孔件200的表面进行清洁,以去除杂质(避免在加热中,杂质黏附在外侧面),而后孔件200从两个半高频感应加热线圈25的中部经过,此时两个半高频感应加热线圈25对孔件200进行高频感应加热,被加热的孔件200内孔变大,由于前推柱62为ABS塑料,故而不会被加热;
其次,前推柱62继续向下移动,将孔件200推进两个半圆筒形夹块33的内部,通过半环形凸起331斜面的设置,可以使孔件200更易被推进两个半圆筒形夹块33的内部;
在前推柱62不断向下移动的过程中,连接架66和后推柱67也向下移动,在前推柱62将孔件200推入两个半圆筒形夹块33的内部后,后推柱67已经从第一料筒4的内部移出,后推柱67移出时,第一料筒4内部的轴件100下落到底部;
而后电机7反转:
前推柱62向上移动,由于半环形凸起331的设置,可以将孔件200卡在两个半圆筒形夹块33的内部而不会被前推柱62带出,并且此时连接架66和后推柱67也向上移动,后推柱67从第一推料口41穿过并推动第一料筒4底部的轴件100向着两个半圆筒形夹块33内部的孔件200移动,并最终将轴件100推向孔件200的内孔中完成装配,通过半环形凸起331的设置,在装配时,孔件200也不会被顶出;
在前推柱62向上移动的过程中,两个弧形齿条22向两侧转动,恢复原来的位置,并且两侧的直齿条37向下移动,使两个半圆筒形夹块33向两侧移动,两个半圆筒形夹块33分开,从而装配好的零件可以落下,并穿过落料口11,落料口11的正下方可以设置收集箱收集,此时前推柱62也恢复原来的位置,第二料筒5内部的孔件200下落到底部,以便于下一次装配;
即通过清洁加热机构2、夹紧机构3、第一料筒4、第二料筒5、执行机构6、电机7、第二齿轮71的设置,两个弧形齿条22向中部转动使得两个半圆筒形清洁刷24和两个半高频感应加热线圈25合并,从而实现了对孔件200的表面清洁和高频感应加热增大孔径的目的,并且通过两个半圆筒形夹块33的合并实现了对孔件200的夹紧以及定位的目的,同时实现了后推柱67推动轴件100进入孔件200的内孔实现装配的目的,并且两个半圆筒形夹块33能够自动分离,从而实现了自动落料的目的;本发明能够对轴件100和孔件200进行自动装配,人工干预较少,自动化程度高,极大地提高了生产速度,降低了生产成本。
最后应说明的几点是:首先,在本申请的描述中,需要说明的是,除非另有规定和限定,术语“安装”、“相连”、“连接”应做广义理解,可以是机械连接或电连接,也可以是两个元件内部的连通,可以是直接相连,“上”、“下”、“左”、“右”等仅用于表示相对位置关系,当被描述对象的绝对位置改变,则相对位置关系可能发生改变;
其次:本发明公开实施例附图中,只涉及到与本公开实施例涉及到的结构,其他结构可参考通常设计,在不冲突情况下,本发明同一实施例及不同实施例可以相互组合;
最后:以上所述仅为本发明的优选实施例而已,并不用于限制本发明,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
- 一种新能源汽车部件装配设备
- 一种用于新能源汽车生产的装配设备