一种大型吊钩锻件的自由锻成形方法
文献发布时间:2023-06-19 11:09:54
技术领域
本发明涉及大型吊钩锻件锻造成形技术,具体涉及一种大型吊钩锻件的自由锻成形方法。
背景技术
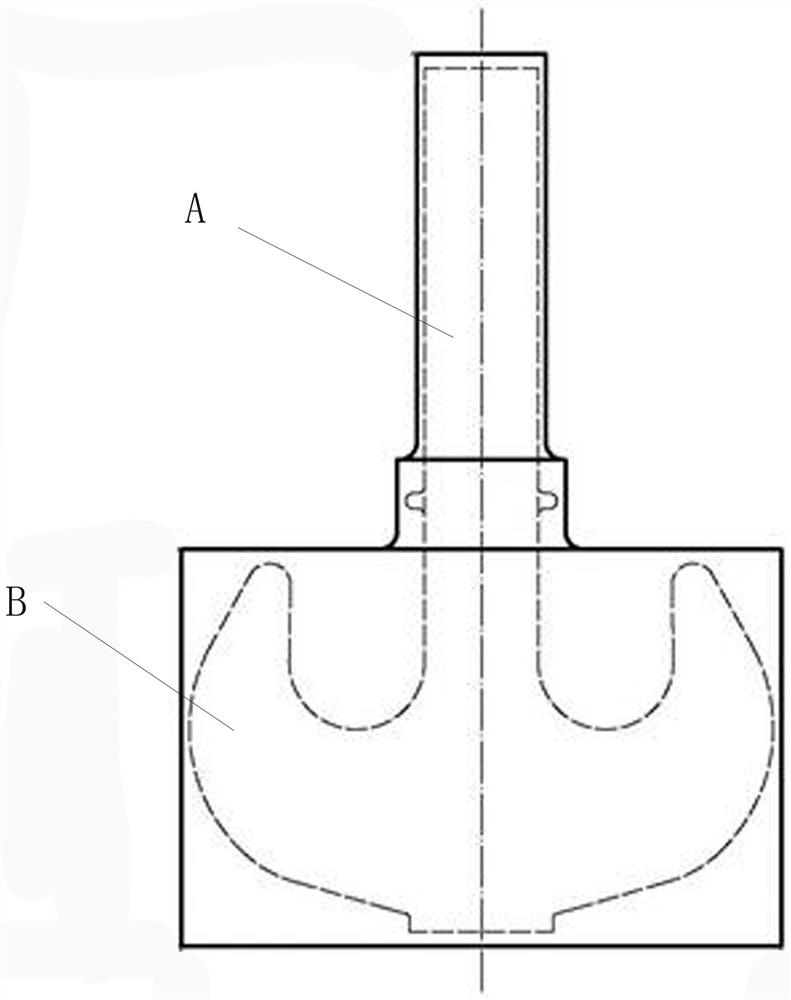
大型吊钩是大型船用起重设备的重要零部件,其性能的好坏直接影响起重设备的起吊安全和起吊能力。如图1所示,吊钩锻件中的虚线部分为吊钩零件净尺寸轮廓线,此类大型吊钩锻件成形难点在于:⑴吊钩头部B与杆部A截面差大,杆部不易锻出,常规锻造方法损料严重。⑵吊钩头部B截面大,常规生产锻造比不够;⑶吊钩头部B截面宽度太宽、厚度较薄,坯料展宽困难,成形不易保证。
发明内容
本发明的目的是提供一种大型吊钩锻件的自由锻成形方法,该成形方法提前预锻出吊钩杆部,并将钩头部位进行局部镦粗变形,钩头部位不同方向的拔长等方法的实施,即增大了钩头部位的锻造比又节约了原材料,达到了提高锻件质量和降低生产成本的目的。
为了达到上述目的,本发明所采用的技术方案是:一种大型吊钩锻件的自由锻成形方法,包括以下步骤:
步骤1,根据锻件尺寸确定所需钢锭的规格,并由大型锻造压机对钢锭进行镦粗和拔方;
步骤2,按锻件图对拔方后的钢锭进行分料,然后拔长吊钩杆部坯料至规定尺寸,割掉钳口;
步骤3,将吊钩头部坯料倒八方;
步骤4,将吊钩头部坯料局部镦粗、拔扁方至规定尺寸;
步骤5,将坯料旋转90°,拔长吊钩头部坯料宽度方向,平整头部各面;
步骤6,将坯料旋转回原始方向,继续拔长吊钩头部坯料长度方向;
步骤7,锻出吊钩杆部各部至工艺尺寸;
步骤8,修整各部至工艺尺寸,出成品。
进一步的,所述的步骤2,在钢锭拔方且截面减小到一定程度后再进行分料,以达到节约用料的目的。
进一步的,所述步骤2在分料时采用下三角卡台。
进一步的,所述步骤5吊钩头部宽度方向在拔长后,宽度尺寸延展至接近锻件尺寸。
进一步的,所述步骤6吊钩头部长度方向在拔长后,吊钩头部的截面尺寸接近锻件尺寸。
进一步的,所述步骤7在对吊钩杆部各部锻出之前,还需将坯料旋转倒头。
与现有技术相比,本发明的有益效果是:
1、本发明在钢锭拔方且截面减小到一定程度后,采用卡台分料并拔长吊钩杆部,从而达到节约用料的目的;
2、对截面大的吊钩头部坯料部分进行二次镦粗,增加头部的锻造比,保证锻件内部质量;
3、坯料旋转90°并拔长坯料宽度方向,使宽度方向展宽,保证锻件宽度方向尺寸。
附图说明
图1是本发明所锻造大型吊钩锻件的结构示意图;
图2是本发明一种大型吊钩锻件的自由锻成形方法的工艺流程示意图。
具体实施方式
为使本发明实施例的目的、技术方案和优点更加清楚,下面将结合本发明中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例,基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
一种大型吊钩锻件的自由锻成形方法,如图2所示,包括以下步骤:
步骤1,根据锻件尺寸确定所需钢锭的规格,并由大型锻造压机对钢锭进行镦粗和拔方;
步骤2,按锻件图对拔方后的钢锭进行分料,然后拔长吊钩杆部坯料至规定尺寸,割掉钳口;在步骤1钢锭拔方且钢锭的截面减小到一定程度后,采用卡台分料并拔长吊钩杆部,达到减少坯料损耗节约坯料的目的。同时,由于后续坯料需倒头,卡台使用下三角卡台;拔长杆部坯料后割掉钳口,为下步局部镦粗做好准备,并且后续锻造过程中杆部坯料可以当做钳口使用,从而可进一步达到节约用料的目的。
步骤3,将吊钩头部坯料倒八方;
步骤4,将吊钩头部坯料局部镦粗、拔扁方至规定尺寸,该镦粗步骤为对吊钩头部坯料进行的第二次镦粗,以增加头部锻比,从而保证锻件最大截面处仍有足够锻比,来保证整个锻件的内部质量都能达到技术要求;
步骤5,将坯料旋转90°,拔长吊钩头部坯料宽度方向,平整头部各面;
步骤6,将坯料旋转回原始方向,继续拔长吊钩头部坯料长度方向,该步骤在步骤5的基础上将坯料转回原来的方向拔长长度方向尺寸,从而解决头部宽边展宽困难的问题,保证锻件尺寸达到工艺要求;
步骤7,将坯料倒头,锻出吊钩杆部各部至工艺尺寸,该步骤是在保证吊钩头部尺寸满足工艺要求后,再将坯料倒头,把吊钩杆部锻造成形,进而将整个锻件锻造完成。
步骤8,修整各部至工艺尺寸,出成品。
对所公开的实施例的上述说明,使本领域专业技术人员能够实现或使用本发明。对这些实施例的多种修改对本领域的专业技术人员来说将是显而易见的,本文中所定义的一般原理可以在不脱离本发明的精神或范围的情况下,在其它实施例中实现。因此,本发明将不会被限制于本文所示的这些实施例,而是要符合与本文所公开的原理和新颖特点相一致的最宽的范围。
- 一种大型吊钩锻件的自由锻成形方法
- 一种大型弯刀板类锻件的自由锻成形工艺及模具