一种双工位压铆机的下模换模机构
文献发布时间:2023-06-19 11:09:54
技术领域
本发明涉及压铆机,尤其涉及一种双工位压铆机的下模换模机构。
背景技术
传统压铆机只能安装一套下模,只能压铆一种规格的铆钉,当需要压铆另一种规格的铆钉时,需要更换下模,以适应不同的铆钉规格,导致压铆效率较低。
发明内容
为了解决现有技术中的问题,本发明提供了一种双工位压铆机的下模换模机构。
本发明提供了一种双工位压铆机的下模换模机构,包括下模安装座、旋转驱动机构、旋转下模座和旋转下模座定位机构,所述旋转驱动机构、旋转下模座定位机构分别安装在所述下模安装座上,所述旋转驱动机构与所述旋转下模座连接,所述旋转下模座上设有第一工位下模和第二工位下模,所述旋转下模座定位机构与所述旋转下模座为定位配合。
作为本发明的进一步改进,所述旋转驱动机构包括切换驱动气缸、驱动齿条和从动齿轮,所述下模安装座连接有气缸固定板,所述切换驱动气缸的缸体与所述气缸固定板固定连接,所述切换驱动气缸的活塞杆与所述驱动齿条连接,所述驱动齿条与所述从动齿轮相啮合,所述从动齿轮安装在所述下模安装座上,所述从动齿轮与所述旋转下模座连接。
作为本发明的进一步改进,所述从动齿轮通过中心转轴与所述下模安装座转动连接,所述从动齿轮上设有齿轮定位销,所述齿轮定位销与所述从动齿轮的轴线不共线,所述旋转下模座的底面设有定位孔,所述齿轮定位销设置在所述定位孔内。
作为本发明的进一步改进,所述中心转轴自上而下依次贯穿所述旋转下模座、从动齿轮并与所述下模安装座连接。
作为本发明的进一步改进,所述第一工位下模、第二工位下模绕所述中心转轴的周向间隔180度设置。
作为本发明的进一步改进,所述旋转驱动机构还包括T字型的齿条压块,所述驱动齿条上设有一字型的导向通孔,所述齿条压块压在所述驱动齿条上并穿过所述导向通孔与所述下模安装座固定连接。
作为本发明的进一步改进,所述驱动齿条包括主体部、凸起部和齿条部,所述凸起部垂直于所述主体部,所述齿条部设置在所述凸起部上,所述导向通孔设置在所述主体部上,所述下模安装座的侧面与所述主体部相贴合,所述下模安装座的侧面的上端设有导向凹槽,所述凸起部设置在所述导向凹槽之内。
作为本发明的进一步改进,所述导向凹槽的后端设有限制所述凸起部移动位置的后限位面,所述导向凹槽的前端设有限制所述凸起部移动位置的前限位面,所述主体部通过气缸连接块与所述切换驱动气缸连接。
作为本发明的进一步改进,所述下模安装座上设有齿轮安装孔和设备连接安装孔,所述从动齿轮安装在所述齿轮安装孔内,所述齿轮安装孔与所述导向凹槽相连通,所述齿条部自所述导向凹槽伸入所述齿轮安装孔与所述从动齿轮相啮合。
作为本发明的进一步改进,所述旋转下模座定位机构包括定位驱动气缸和定位块,所述定位驱动气缸的缸体固定在所述下模安装座上,所述定位驱动气缸的活塞杆与所述定位块连接,所述定位块设置在所述下模安装座上并与所述下模安装座构成移动副,所述定位块的端部设有定位所述旋转下模座的定位凹槽。
作为本发明的进一步改进,所述定位凹槽为V型凹陷,所述旋转下模座的两端均为V型凸起。
作为本发明的进一步改进,所述定位块上设有至少两条相平行的一字型的定位块导向通孔,每条所述定位块导向通孔上均设有等高导向螺栓,所述等高导向螺栓穿过所述定位块导向通孔与所述下模安装座固定连接。
作为本发明的进一步改进,所述定位块的底面设有定位块导向凹槽,所述下模安装座的顶面设置在所述定位块导向凹槽之内,所述下模安装座上设有限制所述定位块位置的限位台阶。
本发明的有益效果是:通过上述方案,可实现两个下模的切换,压铆效率较高,并且,可兼容两种不同规格的铆钉。
附图说明
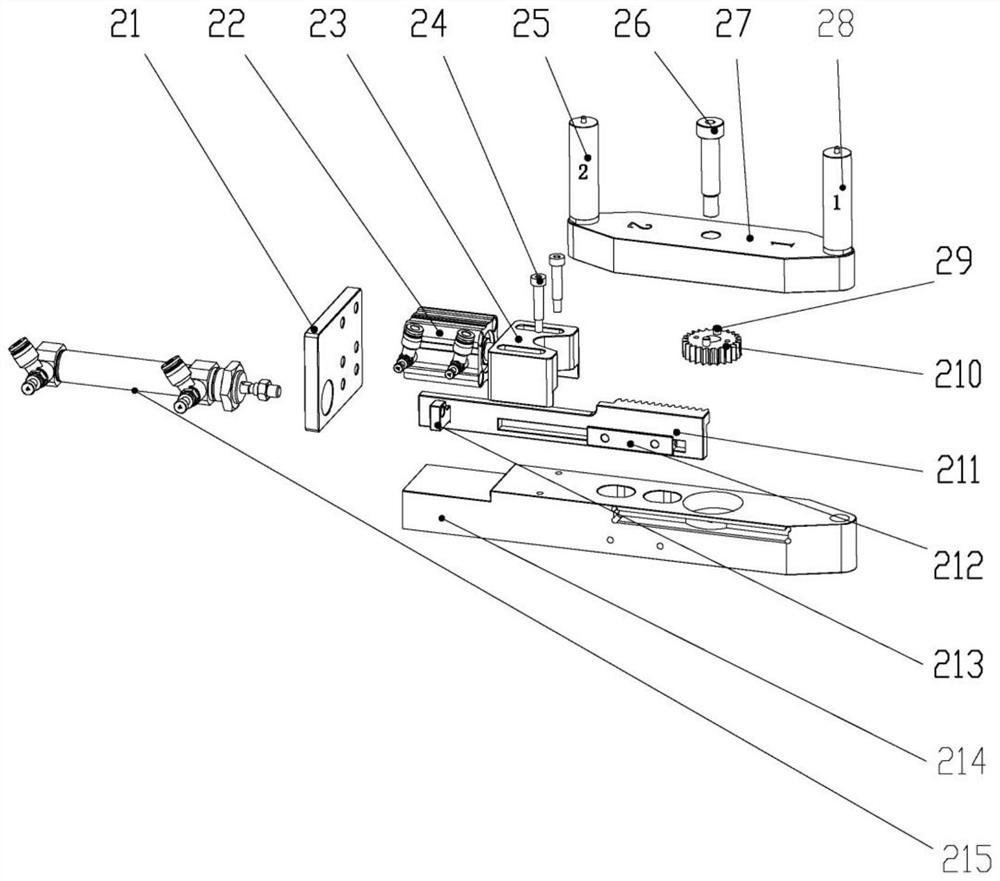
图1是本发明一种双工位压铆机的下模换模机构的分解示意图。
图2是本发明一种双工位压铆机的下模换模机构的从动齿轮的装配示意图。
图3是本发明一种双工位压铆机的下模换模机构的定位块的装配示意图。
图4是本发明一种双工位压铆机的下模换模机构的旋转下模座的装配示意图。
图5是本发明一种双工位压铆机的下模换模机构的驱动齿条的装配示意图。
图6是本发明一种双工位压铆机的下模换模机构切换到第一工位下模的状态示意图。
图7是本发明一种双工位压铆机的下模换模机构切换到第一工位下模并定位的状态示意图。
图8是本发明一种双工位压铆机的下模换模机构切换到第二工位下模的状态示意图。
图9是本发明一种双工位压铆机的下模换模机构切换到第二工位下模并定位的状态示意图。
具体实施方式
下面结合附图说明及具体实施方式对本发明作进一步说明。
如图1至图9所示,一种双工位压铆机的下模换模机构,包括下模安装座214、旋转驱动机构、旋转下模座27和旋转下模座定位机构,所述旋转驱动机构、旋转下模座定位机构分别安装在所述下模安装座214上,所述旋转驱动机构与所述旋转下模座27连接,所述旋转下模座214上设有第一工位下模28和第二工位下模25,所述旋转下模座定位机构与所述旋转下模座27为定位配合,第一工位下模28用于压铆第一种规格铆钉,第二工位下模25用于压铆第二种规格铆钉。
所述旋转驱动机构包括切换驱动气缸215、驱动齿条211和从动齿轮210,所述下模安装座214连接有气缸固定板21,所述切换驱动气缸215的缸体与所述气缸固定板21固定连接,所述切换驱动气缸215的活塞杆与所述驱动齿条211连接,所述驱动齿条211与所述从动齿轮210相啮合,所述从动齿轮210安装在所述下模安装座214上,所述从动齿轮210与所述旋转下模座27连接。
切换驱动气缸215优选为笔形气缸。
所述从动齿轮210通过中心转轴26与所述下模安装座214转动连接,所述从动齿轮210上设有齿轮定位销29,所述齿轮定位销29与所述从动齿轮210的轴线不共线,所述旋转下模座27的底面设有定位孔273,所述齿轮定位销29设置在所述定位孔273内,采用齿轮定位销29可提高从动齿轮210与旋转下模座27的装配精度,并具有驱动连接作用,可保证从动齿轮210与旋转下模座27同步转动。
所述中心转轴26自上而下依次贯穿所述旋转下模座27、从动齿轮210并与所述下模安装座214连接,采用中心转轴26可提高从动齿轮210与旋转下模座27转动的同轴度。
所述第一工位下模28、第二工位下模25绕所述中心转轴26的周向间隔180度设置。
中心转轴26优选为精密转轴。
所述旋转驱动机构还包括T字型的齿条压块212,所述驱动齿条211上设有一字型的导向通孔2114,所述齿条压块212压在所述驱动齿条211上并穿过所述导向通孔2114与所述下模安装座214固定连接,可导向驱动齿条211。
所述驱动齿条211包括主体部2111、凸起部2112和齿条部2113,所述凸起部2112垂直于所述主体部2111,呈L型,所述齿条部2113设置在所述凸起部2112上,所述导向通孔2114设置在所述主体部2111上,所述下模安装座214的侧面与所述主体部2111相贴合,所述下模安装座214的侧面的上端设有导向凹槽2143,所述凸起部2112设置在所述导向凹槽2143之内,可进一步提高驱动齿条211移动的稳定性。
所述导向凹槽2143的后端设有限制所述凸起部2112移动位置的后限位面2144,所述导向凹槽2143的前端设有限制所述凸起部2112移动位置的前限位面2145,所述主体部2111通过气缸连接块213与所述切换驱动气缸215连接,可进一步提高驱动齿条211移动的稳定性。
所述下模安装座214上设有齿轮安装孔2141和设备连接安装孔2142,设备连接安装孔2142用于设备连接安装,所述从动齿轮210安装在所述齿轮安装孔2141内,所述齿轮安装孔2141与所述导向凹槽2143相连通,所述齿条部2113自所述导向凹槽2143伸入所述齿轮安装孔2141与所述从动齿轮210相啮合,可进一步提高驱动齿条211移动的稳定性,并且结构紧凑,体积较小。
所述旋转下模座定位机构包括定位驱动气缸22和定位块23,所述定位驱动气缸22的缸体固定在所述气缸固定板21上,所述定位驱动气缸22的活塞杆与所述定位块23连接,所述定位块23设置在所述下模安装座214上并与所述下模安装座214构成移动副,所述定位块22的端部设有定位所述旋转下模座27的定位凹槽231。
定位驱动气缸22优选为薄型气缸。
所述定位凹槽231为V型凹陷,所述旋转下模座27的两端均为V型凸起271、272,可定位旋转下模座27不会偏摆,确保换模的位置精度,并保持压铆时的位置精度。
所述定位块23上设有至少两条相平行的一字型的定位块导向通孔232,每条所述定位块导向通孔232上均设有等高导向螺栓24,所述等高导向螺栓24穿过所述定位块导向通孔232与所述下模安装座214固定连接。
所述定位块23的底面设有定位块导向凹槽233,所述下模安装座214的顶面设置在所述定位块导向凹槽233之内,所述下模安装座214上设有限制所述定位块23位置的限位台阶2146。
本发明提供的一种双工位压铆机的下模换模机构,其工作原理如下:
第一工位下模28、第二工位下模25的切换可通过切换驱动气缸215驱动驱动齿条211前后平移,进而驱动从动齿轮210转动,带动旋转下模座27绕中心转轴26进行转动,每转动180度,则完成第一工位下模28、第二工位下模25的切换;
在进行第一工位下模28、第二工位下模25的切换时,可通过定位驱动气缸22驱动定位块23后退,使得旋转下模座27可以自动转动,当切换完成后,则通过定位驱动气缸22驱动定位块23前进,使定位块23的定位凹槽231卡在旋转下模座27的V型凸起271或者V型凸起272,使得旋转下模座27无法转动,完成第一工位下模28或者第二工位下模25的固定,再进行压铆。
本发明提供的一种双工位压铆机的下模换模机构,可以较好的完成两个下模的交替切换,从而实现两种不同规格铆钉的自动换模,提高了加工效率,减少了产品和压铆机加工停机等待换模时间。
以上内容是结合具体的优选实施方式对本发明所作的进一步详细说明,不能认定本发明的具体实施只局限于这些说明。对于本发明所属技术领域的普通技术人员来说,在不脱离本发明构思的前提下,还可以做出若干简单推演或替换,都应当视为属于本发明的保护范围。
- 一种双工位压铆机的下模换模机构
- 一种双工位压铆机的上模换模机构