一种提高锻造方钢质量的设备及其锻造方法
文献发布时间:2023-06-19 11:09:54
技术领域
本申请涉及锻钢领域,更具体地说,它涉及一种提高锻造方钢质量的设备及其锻造方法。
背景技术
方钢是钢锭、钢坯或钢材通过压力加工制得的一种截面为方形的材料,是实现我国工业建设必不可少的重要物资。
目前,方钢在小型锻压机中采用自由锻的方式进行锻造:钢锭在加热炉内加热至始锻温度,得到预热钢锭,将预热钢锭送入锻压机中,通过锻压机上相对设置的上平砧和下平砧锻压成型,锻压过程中,看正人员从侧面使用标尺进行肉眼看正。
上述锻造方法的锻造过程中,人眼看正的结果易出现偏差,方钢易出现弯曲、截面菱形等缺陷,导致方钢的尺寸超差,方钢的良品率仅为80%。
发明内容
为了提高锻造方钢的质量,本申请提供一种提高锻造方钢质量的设备及其锻造工艺。
第一方面,本申请提供的一种提高锻造方钢质量的设备,采用如下的技术方案:
一种提高锻造方钢质量的设备,包括下平台、位于下平台上方的上平砧,所述下平台顶部设有看正块,所述看正块呈长方体,所述看正块轴线垂直于下平台的水平面,所述看正块与下平台形成的夹角为看正角。
通过采用上述技术方案,看正块和下平台配合使用,由于看正块与下平台垂直,形成的看正角为标准直角,方钢的棱角放入看正角中进行滑动即可对方钢的棱边和截面进行看正,锻件与看正块滑动时贴合部分留有印记,而未贴合部分则无印记,方钢的看正精准度提高,降低方钢在锻造过程中发生扭曲、截面菱形的可能性,提高锻造方钢的质量,从而提高了方钢锻造的成材率。
优选的,所述下平台的宽度为上平砧的宽度的2.5-3倍。
通过采用上述技术方案,由于锻造设备的下平台宽度为上平砧宽度的2.5-3倍,增大预热钢锭与下平台的接触面积,使得预热钢锭与下平台接触的锻面在轴向上发生形变后仍保持水平,进一步降低预热钢锭在长度方向上发生凹陷等不规则形变导致其弯曲的可能性。
第二方面,本申请提供一种提高锻造方钢质量的锻造方法,采用如下的技术方案:
一种提高锻造方钢质量的锻造方法,该方法在前述提高锻造方钢质量的锻造设备中实施,包括以下步骤:
(1)将钢锭加热至始锻温度,得到预热钢锭;
(2)将预热钢锭放置在下平台上,上平砧对预热钢锭进行锻压,每道次锻压完成后,将预热钢锭放入至看正角中进行看正,修整后制得粗方钢;
(3)粗方钢冷却后得到成品方钢。
通过采用上述技术方案,钢锭加热至始锻温度时塑性较好,易发生形变,多道次锻压过程中,预热钢锭在接近终锻温度时其棱边成型,在每道次锻压完成后,将预热钢锭放入至看正角中沿其送进方向反向滑动即可实现看正,若预热钢锭的棱角与看正角吻合,预热钢锭的棱边为直边,截面四个角均为直角,若预热钢锭的棱角与看正角无法吻合,可在预热钢锭的终锻温度范围内进行修整,降低方钢出现扭曲及截面菱形的可能性,提高方钢的锻造质量。
优选的,所述步骤1中钢锭的加热方式为分步升温,每步升温后进行保温。
通过采用上述技术方案,对钢锭进行分步升温并且在每步升温后进行保温,降低预热钢锭的心部与外部之间的温差,从而降低预热钢锭阴阳面出现的可能性,改善钢锭表面晶粒粒度均匀度,进一步降低钢锭锻造过程中出现弯曲的可能性。
优选的,所述步骤1中钢锭每步升温速率均小于等于100℃/h。
通过采用上述技术方案,钢锭的升温速率过快,易导致钢锭的内部受热不均,发生心部与外部之间的温差较大的现象,进一步提高预热钢锭表面晶粒粒度均匀度,提高锻造方钢的锻造质量。
优选的,所述步骤1中钢锭的始锻温度低于其最高可加热温度100-150℃。
通过采用上述技术方案,预热钢锭留有充足的修整余量,便于后续进行修整。
优选的,所述步骤2中预热钢锭的送砧量为下平台宽度的50-70%。
通过采用上述技术方案,上平砧每趟锻压时,预热钢锭轴线形变后的长度不大于下平台宽度,进一步降低方钢表面出现凹凸不均的可能性,降低方钢发生弯曲的可能性。
优选的,所述步骤3中粗方钢冷却过程中进行余热校直。
通过采用上述技术方案,当粗方钢冷却时,粗方钢在其长度方向上由于冷却不均易发生弯曲,方钢尚未冷却至装炉温度时,可直接对弯曲部分进行锻压校直,无需对粗方钢进行局部加热后进行校直,降低方钢局部受热后在长度方向上发生弯曲的可能性。
综上所述,本申请具有以下有益效果:
1、由于本申请的设备采用下平台与看正块垂直配合,将预热钢锭的棱角放入至下平台与看正块形成的看正角中,实现预热钢锭的棱边和截面同步看正,提高看正精准度,降低方钢在锻造过程中发生扭曲及截面菱形的可能性,提高锻造方钢的质量,从而提高方钢的成材率;
2、本申请的方法在锻压过程中对预热钢锭进行看正和修整,降低了方钢扭曲、截面菱形的可能性,提高锻造方钢的成材率。
附图说明
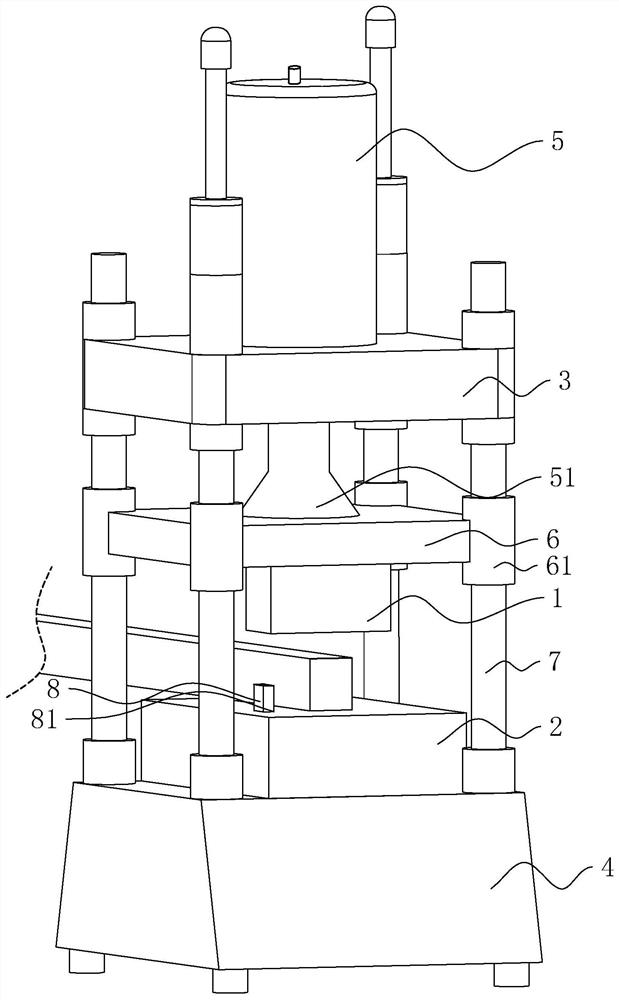
图1是实现本申请的方法的锻造设备结构示意图。
标记说明:1、上平砧;2、下平台;3、上横梁;4、下横梁;5、工作缸;51、活塞;6、隔热板;61、套管;7、立柱;8、看正块;81、看正角。
具体实施方式
实施例
实施例1
以下结合附图1对本申请提供的一种提高锻造方钢质量的设备作进一步详细说明。
参照图1,一种提高锻造方钢质量的设备,包括下横梁4、与下横梁4顶部固定连接的下平台2,下平台2安装在下横梁4上,下平台2用于放置预热钢锭,下横梁4顶部的四角处固定连接有立柱7,立柱7远离下横梁4一端固定连接有上横梁3,立柱7对上横梁3起到支撑作用,上横梁3远离下横梁4一侧固定连接有工作缸5,工作缸5内设有滑动连接的活塞51,活塞51伸出工作缸5的一端穿设在上横梁3轴线处,活塞51伸出工作缸5的一端设有上平砧1,工作缸5液压产生的压力为活塞51在竖直方向上的滑动提供驱动力,上平砧1随活塞51向靠近下平台2的方向移动,与锻件预热钢锭,放置在下平台2上的预热钢锭受到上平砧1和下平台2之间的压力发生形变。
参照图1,上平砧1和下平台2的长度相同,上平砧1的宽度为30cm,下平台2的宽度为90cm,当预热钢锭受到锻压时,预热钢锭与下平台2接触部分在轴向上不发生凹陷等不规则形变,方钢的锻造质量改善。
参照图1,活塞51伸出上横梁3的一端固定连接有隔热板6,隔热板6远离上横梁3的一侧固定连接有上平砧1,隔热板6隔绝上平砧1的热量,降低上平砧1的高温对活塞51的损害,延长锻造设备的使用寿命。
参照图1,隔热板6的四角均固定连接有套管61,四个套管61均套设在对应的立柱7上,套管61和立柱7配合对隔热板6的移动起到导向作用,提高上平砧1的锻压稳定性。
参照图1,下平台2顶部设有看正块8,看正块位于上平砧1在下平台2竖直方向上的投影范围外,看正块8不妨碍上平砧1进行锻压工作。
参照图1,看正块8呈长方体,看正块8的轴线垂直于下平台2的水平面,看正块8与下平台2形成看正角81,看正角81为标准的直角,当预热钢锭的棱边压制完成时,将预热钢锭放置在看正角81中,其棱角与看正角81贴合,预热钢锭沿其送进方向的反方向滑动,进行看正,提高看正精准度,当预热钢锭棱角与看正角81完全吻合时,预热钢锭棱边为直边且截面四个角均为直角,则粗方钢为合格产品,反之,预热钢锭的棱角与看正角81不吻合时,对预热钢锭进行修整,降低锻造方钢在锻压过程中出现扭曲、截面菱形的可能性,提高方钢的锻造质量。
实施例2
一种提高锻造方钢质量的设备,在实施例1的基础上制得,与实施例1的区别点在于:此设备中上平砧1的宽度为30cm,下平台2的宽度为81cm。
实施例3
一种提高锻造方钢质量的设备,在实施例1的基础上制得,与实施例1的区别点在于:此设备中上平砧1的宽度为30cm,下平台2的宽度为75cm。
应用例
若无特殊说明,本实施例30CrMo合金钢为例,选取的锻材为30CrMo合金钢,按照质量百分比包括以下组分:碳 0.28%、钼0.15%、铬 0.8%、锰 0.4%、硅 0.17%、磷 0.0010%、硫0.020%、镍 0.02%和铜0.02%。
应用例1
一种提高锻造方钢质量的锻造方法,在实施例1的设备中进行,包括以下步骤:
S1、将30CrMo合金钢钢锭在小于等于450℃时安装在加热炉中,以100℃/h的升温速率进行升温,升温至850℃时,进行第一次保温2h,第一次保温结束后,继续以100℃/h的升温速率进行升温,升温至1220℃(30CrMo合金钢钢锭的最高锻造温度为1320℃),进行第二次保温,保温时间为24h,制得30CrMo合金钢预热钢锭;
S2、将30CrMo合金钢预热钢锭转移至上述实施例1的下平台上,上平砧对30CrMo合金钢预热钢锭进行锻压;
设置料宽比为1.0,砧宽比为0.4,锻压比为5.5,30CrMo合金钢预热钢锭的送进量为下平台宽度的70%,上平砧的每趟压下率为20%,上平砧每完成一趟锻压,翻转30CrMo合金钢预热钢锭,更换预热钢锭的锻压面,上平砧完成多趟锻压即为预热钢锭的一道次锻压;
当预热钢锭在800-820℃时棱边成型,每道次锻压结束时,将预热钢锭的棱角移动至看正角中,使得预热钢锭的棱角与看正角贴合,操作者沿预热钢锭的送进方向的反方向进行滑动进行看正,若预热钢锭的棱角与看正角吻合时,预热钢锭的棱边为直边且截面的四个角均为直角,粗方钢为合格品,若粗方钢的棱角与看正角无法吻合,则对粗方钢进行修整,修整后的预热钢锭进行二次看正,重复上述看正和修整步骤,直至预热锻件的棱角与看正角吻合时,停止修整,制得粗方钢;
S3、粗方钢放置在冷却区中进行缓冷,冷却区为填充有砂石的缓冷坑,当粗方钢冷却至400℃时,操作者使用水平检测仪进行校直,当粗方钢出现弯曲等情况时,将粗方钢再次移入至实施例1的锻造设备中进行锻压校直,校直完毕后的粗方钢进行空冷,冷却至20℃时,制得成品方钢。
应用例2
一种提高锻造方钢质量的锻造方法,以应用例1为基础,与应用例1的区别点在于:其在实施例2的设备中进行。
应用例3
一种提高锻造方钢质量的锻造方法,以应用例1为基础,与应用例1的区别点在于:其在实施例3的设备中进行。
应用例4-5
一种提高锻造方钢质量的锻造方法,以应用例1为基础,与应用例1的区别点在于:应用例4中30CrMo合金钢预热钢锭的送进量为下平台宽度的60%;应用例5中30CrMo合金钢预热钢锭的送进量为下平台宽度的50%。
数据检测
成材率:以JB-4249、JB-4385、ZB-J32-003.1~003.8、ZB-J32-001为检测标准;
检测对象为由应用例1-5制得的方钢,每一批方钢中抽取100根进行检测。
2、每年提高的经济效益:按照每年方钢的产量为2000t,方钢的单价为5000元/t进行计算。
检测结果
表1.成材率
表2. 每年提高的经济效益
结合应用例1-5并结合表1-2可以看出,首先,对方钢的锻造设备和工艺进行改进,可以显著提高方钢的锻造质量,使得方钢的成材率提高,每年提高的经济效益可增加30万元;其次,最佳的方钢锻造工艺为应用例5的锻造工艺。
本具体实施例仅仅是对本申请的解释,其并不是对本申请的限制,本领域技术人员在阅读完本说明书后可以根据需要对本实施例做出没有创造性贡献的修改,但只要在本申请的权利要求范围内都受到专利法的保护。
- 一种提高锻造方钢质量的设备及其锻造方法
- 一种提高连铸坯生产极限规格锻材内部质量的锻造方法