一种医用缝合针冲弯设备及方法
文献发布时间:2023-06-19 11:09:54
技术领域
本发明涉及缝合针冲弯设备技术领域,更具体的说是一种医用缝合针冲弯设备及方法。
背景技术
公开号为CN111545694A的发明公开了一种医用缝合针冲弯机。它包括机架,其特征是,所述机架上设有两套相对的夹具,两套夹具之间设有能上下的上顶柱,所述上顶柱正上方设有冲压装置;所述夹具前方设有操作平台,所述夹具包括导向板和导向筒,所述导向筒内设有左右方向的导向杆,所述导向板上开有穿过孔,所述导向杆的外端从穿过孔穿过,所述导向杆上套有横向回位弹簧,所述横向回位弹簧位于导向板和导向筒之间,所述导向杆的内端向外端方向固设有平板,所述平板内端设有滚轮,所述平板上设有限位板;但是该发明不能防止缝合针在折弯过程中产生水平方向的弯角。
发明内容
本发明提供一种医用缝合针冲弯设备,可以防止缝合针在折弯过程中产生水平方向的弯角。
本发明涉及缝合针冲弯设备技术领域,更具体的说是一种医用缝合针冲弯设备,包括缝合针整理机构、自动上下料机构和针头冲完弯机构,所述的针头冲完弯机构连接在自动上下料机构上,缝合针整理机构连接在自动上下料机构上,所述的缝合针整理机构包括缝合针摆放台、直角吊臂、压紧气缸和压紧平板,压紧平板固定连接在压紧气缸的气缸杆上,压紧气缸固定连接在直角吊臂的顶端,直角吊臂的底端固定连接在缝合针摆放台的后侧。
作为本技术方案的进一步优化,本发明一种医用缝合针冲弯设备所述的缝合针整理机构还包括定量丝杆和定位推板,定位推板底端面滑动接触在缝合针摆放台上,定量丝杆螺纹连接在缝合针摆放台右侧,定位推板的右端转动连接在定量丝杆的左端。
作为本技术方案的进一步优化,本发明一种医用缝合针冲弯设备所述的缝合针整理机构还包括夹紧限位板、夹紧套杆、水平丝杆、旋转轴、随动锥齿轮、主动锥齿轮和夹紧电机,两个夹紧限位板的外侧分别固定连接在两个夹紧套杆顶端的内侧,两个夹紧套杆底端的内侧分别螺纹连接在两个水平丝杆上,两个水平丝杆分别转动连接在缝合针摆放台底端的左右两侧,两个夹紧限位板均滑动接触在缝合针摆放台上,两个水平丝杆的内侧分别固定连接在旋转轴的左右两端,旋转轴转动连接在缝合针摆放台底端,随动锥齿轮固定连接在旋转轴上,主动锥齿轮固定连接在夹紧电机的输出轴上,夹紧电机固定连接在缝合针摆放台底端,主动锥齿轮与随动锥齿轮啮合传动。
作为本技术方案的进一步优化,本发明一种医用缝合针冲弯设备所述的缝合针摆放台前端为圆弧形结构。
作为本技术方案的进一步优化,本发明一种医用缝合针冲弯设备两个所述的水平丝杆的螺纹方向相反。
作为本技术方案的进一步优化,本发明一种医用缝合针冲弯设备所述的自动上下料机构包括支撑力臂、支撑连杆、移动滑块、旋转丝杆、旋转电机和移动平台,支撑力臂的右端转动连接在移动平台上,缝合针摆放台固定连接在支撑力臂上,支撑连杆的顶端转动连接在支撑力臂上,支撑连杆的底端转动连接在移动滑块上,移动滑块螺纹连接在旋转丝杆上,旋转丝杆转动连接在移动平台上,移动滑块地面滑动接触在移动平台上,旋转丝杆固定连接在旋转电机的输出轴上,旋转电机固定连接在移动平台上。
作为本技术方案的进一步优化,本发明一种医用缝合针冲弯设备所述的自动上下料机构还包括驱动电机、限位滑道、驱动丝杆和支撑架,支撑架上设置有限位滑道,移动平台滑动连接在限位滑道上,驱动丝杆转动连接在限位滑道中,驱动丝杆固定连接在驱动电机的输出轴上,驱动电机固定连接在限位滑道上,移动平台螺纹连接在驱动丝杆上。
作为本技术方案的进一步优化,本发明一种医用缝合针冲弯设备所述的针头冲完弯机构包括弧形台、吊臂、下压气缸、灵活滑道、悬挂横梁、接触圆棒和冲弯圆棒,冲弯圆棒固定连接在接触圆棒上,接触圆棒固定连接在悬挂横梁的底端,悬挂横梁滑动连接在灵活滑道中,灵活滑道固定连接在下压气缸的气缸杆上,下压气缸固定连接在吊臂的顶端,吊臂的底端固定连接在弧形台上,弧形台固定连接在支撑架上。
使用上述的一种医用缝合针冲弯设备冲弯医用缝合针的方法,其特征在于:该方法包括以下步骤:
步骤一:将多个医用缝合针铺设在缝合针摆放台上;
步骤二:支撑连杆带动支撑力臂向右转动,使支撑力臂带动缝合针摆放台向右倾斜,使多个医用缝合针的后端均靠在定位推板上;
步骤三:压紧平板将多个医用缝合针的后端压紧在缝合针摆放台上;
步骤四:冲弯圆棒下降会将多个医用缝合针的针头部分压下,使多个医用缝合针的完成冲弯,得到多个“勾状”医用缝合针。
本发明一种医用缝合针冲弯设备的有益效果为:
医用缝合针冲弯设备可以通过夹紧电机带动主动锥齿轮转动,主动锥齿轮会带动随动锥齿轮和旋转轴转动,旋转轴则带动两个水平丝杆转动,从而使两个夹紧套杆相互靠近并带动两个夹紧限位板向中间靠近,便可以使两个夹紧限位板将缝合针摆放台上的多个缝合针向中间夹紧,使多个缝合针之间相互紧贴,避免多个缝合针之间出现间隙,从而防止因为多个缝合针之间存在间隙而导致在冲弯过程中多个缝合针发生水平方向的偏移,从而避免多个缝合针在冲弯时产生水平方向的弯角,避免导致多个缝合针出现水平方向的弯曲;同时通过压紧气缸带动压紧平板下降,使压紧平板将多个缝合针的根部进行压紧,使多个缝合针在被冲弯的过程中更加稳定,避免多个缝合针的根部在受到冲弯时的压力被带动翘起,从而避免了在多个缝合针冲弯成型时加工出来“弯”的弧度和角度达不到设定的数值范围。
附图说明
下面结合附图和具体实施方法对本发明做进一步详细的说明。
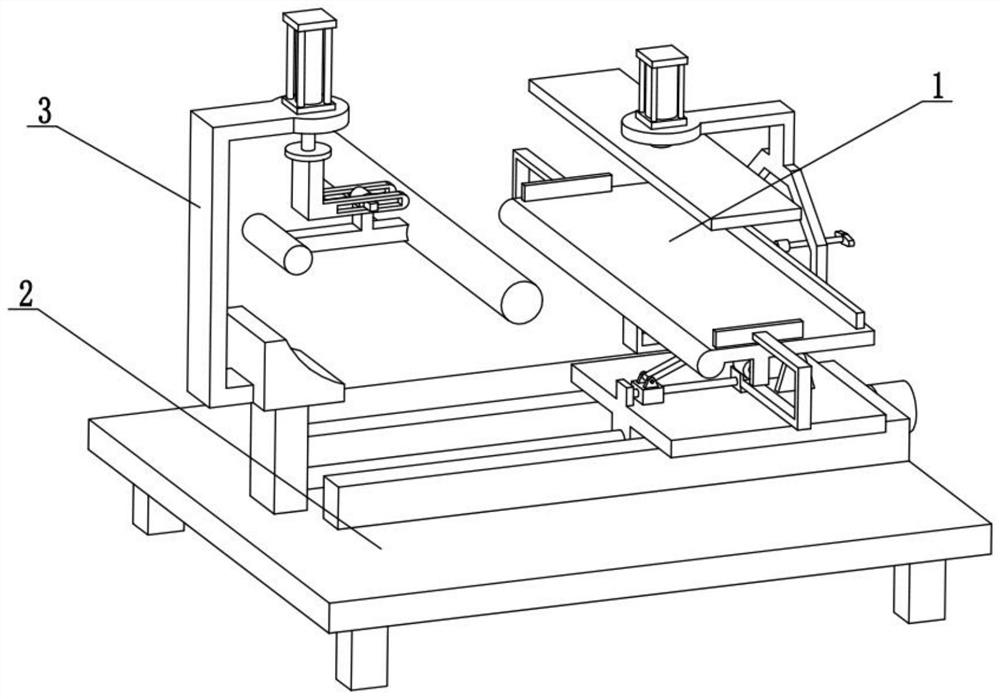
图1为本发明一种医用缝合针冲弯设备的结构示意图;
图2为缝合针整理机构的结构示意图;
图3为缝合针整理机构另一个方向的结构示意图;
图4为自动上下料机构的结构示意图;
图5为针头冲完弯机构的结构示意图。
图中:缝合针整理机构1;缝合针摆放台1-1;直角吊臂1-2;压紧气缸1-3;压紧平板1-4;定量丝杆1-5;定位推板1-6;夹紧限位板1-7;夹紧套杆1-8;水平丝杆1-9;旋转轴1-10;随动锥齿轮1-11;主动锥齿轮1-12;夹紧电机1-13;自动上下料机构2;支撑力臂2-1;支撑连杆2-2;移动滑块2-3;旋转丝杆2-4;旋转电机2-5;移动平台2-6;驱动电机2-7;限位滑道2-8;驱动丝杆2-9;支撑架2-10;针头冲完弯机构3;弧形台3-1;吊臂3-2;下压气缸3-3;灵活滑道3-4;悬挂横梁3-5;接触圆棒3-6;冲弯圆棒3-7。
具体实施方式
具体实施方式一:
下面结合图说明本实施方式,本发明涉及缝合针冲弯设备技术领域,更具体的说是一种医用缝合针冲弯设备,包括缝合针整理机构1、自动上下料机构2和针头冲完弯机构3,所述的针头冲完弯机构3连接在自动上下料机构2上,缝合针整理机构1连接在自动上下料机构2上,所述的缝合针整理机构1包括缝合针摆放台1-1、直角吊臂1-2、压紧气缸1-3和压紧平板1-4,压紧平板1-4固定连接在压紧气缸1-3的气缸杆上,压紧气缸1-3固定连接在直角吊臂1-2的顶端,直角吊臂1-2的底端固定连接在缝合针摆放台1-1的后侧。
将多个缝合针摆放在缝合针摆放台1-1上,随后使用压紧气缸1-3带动压紧平板1-4下降,使压紧平板1-4将多个缝合针的根部进行压紧,使多个缝合针在被冲弯的过程中更加稳定,避免多个缝合针的根部在受到冲弯时的压力被带动翘起,从而避免了在多个缝合针冲弯成型时加工出来“弯”的弧度和角度达不到设定的数值范围。
具体实施方式二:
下面结合图说明本实施方式,本实施方式对实施方式一作进一步说明,所述的缝合针整理机构1还包括定量丝杆1-5和定位推板1-6,定位推板1-6底端面滑动接触在缝合针摆放台1-1上,定量丝杆1-5螺纹连接在缝合针摆放台1-1右侧,定位推板1-6的右端转动连接在定量丝杆1-5的左端。
将多个缝合针摆放在缝合针摆放台1-1上之后,通过多个缝合针的根部靠在定位推板1-6上来进行多个缝合针的对齐,使多个缝合针的针头部分保持在同一条直线上,随后转动定量丝杆1-5,使定量丝杆1-5带动定位推板1-6在缝合针摆放台1-1上滑动,使定位推板1-6推动多个缝合针在缝合针摆放台1-1上向左移动,来调节多个缝合针的针头相对于缝合针摆放台1-1的伸出量,从而实现多个缝合针的针头在进行冲弯时,因为不同的伸出量加工出尺寸不同的“勾状”缝合针。
具体实施方式三:
下面结合图说明本实施方式,本实施方式对实施方式二作进一步说明,所述的缝合针整理机构1还包括夹紧限位板1-7、夹紧套杆1-8、水平丝杆1-9、旋转轴1-10、随动锥齿轮1-11、主动锥齿轮1-12和夹紧电机1-13,两个夹紧限位板1-7的外侧分别固定连接在两个夹紧套杆1-8顶端的内侧,两个夹紧套杆1-8底端的内侧分别螺纹连接在两个水平丝杆1-9上,两个水平丝杆1-9分别转动连接在缝合针摆放台1-1底端的左右两侧,两个夹紧限位板1-7均滑动接触在缝合针摆放台1-1上,两个水平丝杆1-9的内侧分别固定连接在旋转轴1-10的左右两端,旋转轴1-10转动连接在缝合针摆放台1-1底端,随动锥齿轮1-11固定连接在旋转轴1-10上,主动锥齿轮1-12固定连接在夹紧电机1-13的输出轴上,夹紧电机1-13固定连接在缝合针摆放台1-1底端,主动锥齿轮1-12与随动锥齿轮1-11啮合传动。
使用夹紧电机1-13带动主动锥齿轮1-12转动,主动锥齿轮1-12会带动随动锥齿轮1-11和旋转轴1-10转动,旋转轴1-10则带动两个水平丝杆1-9转动,从而使两个夹紧套杆1-8相互靠近并带动两个夹紧限位板1-7向中间靠近,便可以使两个夹紧限位板1-7将缝合针摆放台1-1上的多个缝合针向中间夹紧,使多个缝合针之间相互紧贴,避免多个缝合针之间出现间隙,从而防止因为多个缝合针之间存在间隙而导致在冲弯过程中多个缝合针发生水平方向的偏移,从而避免多个缝合针在冲弯时产生水平方向的弯角,避免导致多个缝合针出现水平方向的弯曲。
具体实施方式四:
下面结合图说明本实施方式,本实施方式对实施方式三作进一步说明,所述的缝合针摆放台1-1前端为圆弧形结构;能够在多个缝合针冲弯时对多个缝合针折弯的位置进行支撑,使多个缝合针被加工形成圆弧状的均匀弯勾。
具体实施方式五:
下面结合图说明本实施方式,本实施方式对实施方式四作进一步说明,两个所述的水平丝杆1-9的螺纹方向相反。
具体实施方式六:
下面结合图说明本实施方式,本实施方式对实施方式五作进一步说明,所述的自动上下料机构2包括支撑力臂2-1、支撑连杆2-2、移动滑块2-3、旋转丝杆2-4、旋转电机2-5和移动平台2-6,支撑力臂2-1的右端转动连接在移动平台2-6上,缝合针摆放台1-1固定连接在支撑力臂2-1上,支撑连杆2-2的顶端转动连接在支撑力臂2-1上,支撑连杆2-2的底端转动连接在移动滑块2-3上,移动滑块2-3螺纹连接在旋转丝杆2-4上,旋转丝杆2-4转动连接在移动平台2-6上,移动滑块2-3地面滑动接触在移动平台2-6上,旋转丝杆2-4固定连接在旋转电机2-5的输出轴上,旋转电机2-5固定连接在移动平台2-6上。
旋转电机2-5带动旋转丝杆2-4转动,旋转丝杆2-4会带动移动滑块2-3在移动平台2-6上向右滑动,从而使支撑连杆2-2将支撑力臂2-1支撑起来,支撑力臂2-1则会带动缝合针摆放台1-1向右转动并倾斜,从而使放置在缝合针摆放台1-1上的多个缝合针自动向右滑动,使多个缝合针的根部自动滑动并靠在定位推板1-6上,实现多个缝合针的自动定位对齐,代替人工摆放,同时避免了人员接触缝合针的针头扎伤操作人员。
具体实施方式七:
下面结合图说明本实施方式,本实施方式对实施方式六作进一步说明,所述的自动上下料机构2还包括驱动电机2-7、限位滑道2-8、驱动丝杆2-9和支撑架2-10,支撑架2-10上设置有限位滑道2-8,移动平台2-6滑动连接在限位滑道2-8上,驱动丝杆2-9转动连接在限位滑道2-8中,驱动丝杆2-9固定连接在驱动电机2-7的输出轴上,驱动电机2-7固定连接在限位滑道2-8上,移动平台2-6螺纹连接在驱动丝杆2-9上。
具体实施方式八:
下面结合图说明本实施方式,本实施方式对实施方式七作进一步说明,所述的针头冲完弯机构3包括弧形台3-1、吊臂3-2、下压气缸3-3、灵活滑道3-4、悬挂横梁3-5、接触圆棒3-6和冲弯圆棒3-7,冲弯圆棒3-7固定连接在接触圆棒3-6上,接触圆棒3-6固定连接在悬挂横梁3-5的底端,悬挂横梁3-5滑动连接在灵活滑道3-4中,灵活滑道3-4固定连接在下压气缸3-3的气缸杆上,下压气缸3-3固定连接在吊臂3-2的顶端,吊臂3-2的底端固定连接在弧形台3-1上,弧形台3-1固定连接在支撑架2-10上。
使用上述的一种医用缝合针冲弯设备冲弯医用缝合针的方法,其特征在于:该方法包括以下步骤:
步骤一:将多个医用缝合针铺设在缝合针摆放台1-1上;
步骤二:支撑连杆2-2带动支撑力臂2-1向右转动,使支撑力臂2-1带动缝合针摆放台1-1向右倾斜,使多个医用缝合针的后端均靠在定位推板1-6上;
步骤三:压紧平板1-4将多个医用缝合针的后端压紧在缝合针摆放台1-1上;
步骤四:冲弯圆棒3-7下降会将多个医用缝合针的针头部分压下,使多个医用缝合针的完成冲弯,得到多个“勾状”医用缝合针。
本发明一种医用缝合针冲弯设备的工作原理:将多个医用缝合针铺设在缝合针摆放台1-1上,随后使用压紧气缸1-3带动压紧平板1-4下降,使压紧平板1-4靠近并轻轻贴在多个缝合针的根部上方,使多个缝合针被限制在压紧平板1-4和缝合针摆放台1-1之间,使多个缝合针不会发生堆叠,然后使用夹紧电机1-13带动主动锥齿轮1-12转动,主动锥齿轮1-12会带动随动锥齿轮1-11和旋转轴1-10转动,旋转轴1-10则带动两个水平丝杆1-9转动,从而使两个夹紧套杆1-8相互靠近并带动两个夹紧限位板1-7向中间靠近,便可以使两个夹紧限位板1-7将缝合针摆放台1-1上的多个缝合针向中间推动,使多个缝合针之间相互靠近,随后旋转电机2-5带动旋转丝杆2-4转动,旋转丝杆2-4会带动移动滑块2-3在移动平台2-6上向右滑动,从而使支撑连杆2-2将支撑力臂2-1支撑起来,支撑力臂2-1则会带动缝合针摆放台1-1向右转动并倾斜,从而使放置在缝合针摆放台1-1上的多个缝合针自动向右滑动,使多个缝合针的根部自动滑动并靠在定位推板1-6上,实现多个缝合针的自动定位对齐,然后压紧气缸1-3带动压紧平板1-4继续下降,将多个缝合针的根部压紧在缝合针摆放台1-1上,然后使夹紧电机1-13带动主动锥齿轮1-12继续转动,两个夹紧限位板1-7滑进压紧平板1-4和缝合针摆放台1-1之间,便可以使两个夹紧限位板1-7将缝合针摆放台1-1上的多个缝合针向中间夹紧,使多个缝合针之间相互紧贴,避免多个缝合针之间出现间隙,然后旋转电机2-5带动旋转丝杆2-4反向转动,使缝合针摆放台1-1向左回到水平状态,然后再打开驱动电机2-7,驱动电机2-7带动驱动丝杆2-9转动,使驱动丝杆2-9带动移动平台2-6在限位滑道2-8上向右移动,移动平台2-6会带动缝合针摆放台1-1向左移动,使多个缝合针伸出缝合针摆放台1-1的针头部分移动到冲弯圆棒3-7的下方,最后下压气缸3-3带动灵活滑道3-4下降,使灵活滑道3-4带动悬挂横梁3-5和冲弯圆棒3-7下降,冲弯圆棒3-7会压在多个缝合针的针头上,并向下压多个缝合针的针头,使多个缝合针的针头向下加工出弯勾,使多个缝合针被加工“勾状”的缝合针;而当接触圆棒3-6接触到弧形台3-1之后,会被弧形台3-1向右挤压,使接触圆棒3-6带动冲弯圆棒3-7将弯下来的针头部分向右进行冲弯加工,使多个缝合针被加工成“U”状的缝合针;可以根据不同的需要控制冲弯圆棒3-7对针头的压下范围而加工出不同形状的缝合针;反之,则可以将加工好的缝合针取下并进行下一次的加工,不仅能够批量进行冲弯加工,同时还能实现自动化加工,完全代替人工,加快了加工生产效率。
当然,上述说明并非对本发明的限制,本发明也不仅限于上述举例,本技术领域的普通技术人员在本发明的实质范围内所做出的变化、改型、添加或替换,也属于本发明的保护范围。
- 一种医用缝合针冲弯设备及方法
- 一种弯管、弯管加工设备及加工方法以及控制方法