一种发卡电机铜线2D成型工装及成型工艺
文献发布时间:2023-06-19 11:09:54
技术领域
本发明属于扁线电机定子铜线折弯技术领域,具体涉及一种发卡电机铜线2D成型工装及成型工艺。
背景技术
Hairpin永磁同步电机(又叫扁线电机或发卡电机)在国内驱动电机市场上正在逐步大规模应用,相比于传统绕线式电机,由于Hairpin铜线扁平的特点,在相同功率下,可使电机体积更小,是下一代新能源汽车驱动电机的发展方向。采用扁铜线的电机转子制作线圈比制作圆铜线线圈难度大,且Hairpin电机定子铜线铁芯每层铜线形状参数不同,特别是大型电机转子扁铜线的弯线过程一直都是电机转子制作、修理的一个难点,耗时耗力而且没有专用工具。
发明内容
本发明的目的是克服现有技术的不足而提供一种灵活可调能够满足多种形状参数扁铜线生产的发卡电机铜线2D成型工装及成型工艺。
本发明的技术方案如下:
一种发卡电机铜线2D成型工装,包括底盘、设置在底盘上的若干定位孔、通过定位孔设置在底盘上且位置可调的角度定位件、固定设置的底盘上的中柱、转动连接在中柱上的转盘、连接在转盘外侧面的把手、固定设置在底盘上方的线槽、滑动连接在所述线槽上的调整块和可拆卸连接在转盘上的挡柱,所述挡柱具有一定的长度;所述线槽上设置有允许扁铜线插入的通道,且插入的扁铜线的一端能够抵在所述调整块朝向中柱的一侧,所述挡柱和线槽均沿中柱的径向设置,且所述挡柱的内端外壁和通道的内端靠近,所述角度定位件的顶端高于所述把手的底端,所述角度定位件在把手的转动轨迹范围内从而在把手转动时能够触碰到角度定位件并停止转动,所述把手与角度定位件的接触面为斜面。
进一步的,所述定位孔为内螺纹孔且数量为多个,所有定位孔沿中柱的径向方向分布呈三层,每一层的定位孔均匀分布且不同圈层内的定位孔交错设置,所述角度定位件可拆卸的固定在其中一个定位孔中。
进一步的,所述定位孔为长孔且数量为多个,所述定位孔的内壁设置均匀设置有卡槽,所述角度定位件插接在定位孔中且与所述卡槽啮合,所述角度定位件的中部或底部水平设置有能够固定在底盘表面的挡片。
进一步的,角度定位件与底盘之间夹设有微调垫片。
进一步的,所述转盘的外侧面设置有若干固定孔,所述把手插接或螺纹连接在所述固定孔中。
进一步的,所述转盘上均匀开设有1-6个扁槽,所述挡柱的数量为1个且挡柱的下端突出设置有能够容置在所述扁槽中的凸块,所述挡柱远离中柱的一端通过螺栓固定在扁槽中。
进一步的,所述挡柱的靠近中柱的一端通过偏心设置在中柱上的连接件转动装配在所述中柱上。
进一步的,所述发卡电机铜线2D成型工装还包括设置于转盘一旁的用于驱动所述转盘转动的电机。
进一步的,所述线槽的内端设置有盖板。
进一步的,所述调整块在达到预定位置后通过锁紧部件定位在线槽上,所述锁紧部件包括螺纹连接在调整块侧面的锁紧螺母,所述锁紧螺母的一端能够抵紧在线槽上。
进一步的,所述调整块朝向中柱的一端设置有允许扁铜线插入的插口。
进一步的,所述底盘的上表面设置有固定块,所述线槽通过固定块固定在中柱上方且不与转盘接触。
本发明还提出了一种发卡电机铜线2D成型工艺,所述发卡电机铜线2D成型工艺利用所述发卡电机铜线2D成型工装,所述发卡电机铜线2D成型工艺包括一次弯折、二次弯折、三次弯折三个步骤。
进一步的,所述一次弯折步骤包括将扁铜线的第一端插入线槽的通道,调整调整块的位置保证扁铜线的插入长度为A,调整角度定位件的位置使角度定位件与把手的夹角为α,转动把手;所述二次弯折步骤包括将扁铜线的第二端插入线槽的通道,调整调整块的位置保证扁铜线的插入长度为B,调整角度定位件的位置使角度定位件与把手的夹角为β,转动把手;所述三次弯折步骤包括将扁铜线的第二端插入线槽的通道,调整调整块的位置保证扁铜线的插入长度为C,调整角度定位件的位置使角度定位件与把手的夹角为α,转动把手。
与现有技术相比,本发明的有益效果是:
本发明的发卡电机铜线2D成型工装能够实现扁铜线的灵活加工,满足各层铜线形状的加工需求;插入线槽的铜线能够被通道校直,通过控制扁铜线的插入长度能够实现扁铜线折弯长度的控制,转动把手带动转盘转动,扁铜线以与挡柱接触边为圆心转动实现折弯,转盘转动象限是靠把手与角度定位件位置控制,通过调整角度定位件与把手之间的相对位置实现扁铜线弯折角度的控制,所述把手与角度定位件的接触面为斜面,从而通过调整角度定位角的固定高度,能够对扁铜线的弯折角度进行更细微的微调;挡柱可以快速替换,用来适应不同角度的线型;本发明结构简单、经济实用,有很高的灵活性,解决了铜线2D折弯问题,在满足小批量生产的同时可以兼顾工艺开发的需求;
本发明的发卡电机铜线2D成型工艺实现了一根扁铜线的多次不同参数的弯折,通过调整角度定位件及调整块即可调节多种不同规格的线型长度及角度,线型长度及角度调整到位后,通过档柱即可锁定扁铜线的弯折位置,设置灵活、便于操作,解决了铜线折弯问题,在满足小批量生产的同时可以兼顾工艺开发的需求。
附图说明
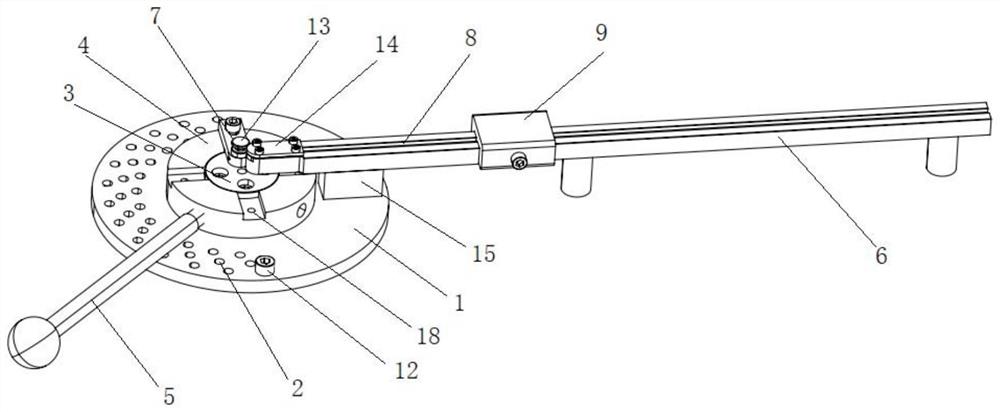
图1为本发明实施例的结构示意图。
图2为本发明实施例的爆炸图。
图3为本发明另一个实施例的底盘的结构示意图。
图4为本发明的使用状态示意图。
图中,底盘(1)、定位孔(2)、中柱(3)、转盘(4)、把手(5)、线槽(6)、挡柱(7)、通道(8)、调整块(9)、插口(10)、角度定位件(12)、连接件(13)、盖板(14)、固定块(15)、扁槽(18)、凸块(19)、挡片(20)、扁铜线(21)。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。本发明中的“内端”指的是具有长度的部件,如线槽6、挡柱7靠近中柱3的一端。
如图1至图3所示,一种发卡电机铜线2D成型工装,包括底盘1、设置在底盘1上的若干定位孔2、通过定位孔2设置在底盘1上且位置可调的角度定位件12、固定设置的底盘1上的中柱3、转动连接在中柱3上的转盘4、连接在转盘4外侧面的把手5、固定设置在底盘1上方的线槽6、滑动连接在所述线槽6上的调整块9和可拆卸连接在转盘4上的挡柱7,所述挡柱7具有一定的长度;所述线槽6上设置有允许扁铜线21插入的通道8,且插入的扁铜线21的一端能够抵在所述调整块9朝向中柱3的一侧,所述挡柱7和线槽6均沿中柱3的径向设置,且所述挡柱7的内端外壁和通道8的内端靠近,所述角度定位件12的顶端高于所述把手5的底端,所述角度定位件12在把手5的转动轨迹范围内从而在把手5转动时能够触碰到角度定位件12并停止转动,所述把手5与角度定位件12的接触面为斜面;所述线槽6的内端即所述通道8的内端壁做圆角或倒角处理,防止在弯折扁铜线21时弯折处的漆皮破裂;可拆卸的挡柱7便于根据扁铜线21的不同线型更换挡块;转盘4转动象限是靠把手5与角度定位件12位置控制的,通过将角度定位件12锁在不同位置上来调整把手5的转动行程,以及通过调整角度定位件12的高度来微调角度,从而控制转盘4的转动角度,角度定位件12的位置变动后可以再由角度尺确认;在调整角度定位件12的高度时,可以通过调整角度定位件12伸入底盘1的深度实现;挡柱7是偏心状态固定在转盘4上的,跟着转盘4转动相同的角度,扁铜线21是穿过转盘4圆心的,转动的挡柱7会撞上扁铜线21,扁铜线21一部分被线槽6固定,另一部分随挡柱7折弯,从而保证扁铜线21转动相同的角度;本发明的成型工装能够根据电机定子产品需要扁铜线21的长度和角度进行弯折,且可灵活调整可加工出多达十几种线型,能够灵活实现各种线型扁铜线21的2D折弯,且折弯处漆皮不会破裂,保证绝缘效果;在不影响工装强度的情况下,所有结构件可以做打孔等减重处理。
可拆卸的挡柱7的外侧下端能够插接在转盘4上实现定位,同时,这一端通过第一螺丝固定在转盘4上;具体的,所述转盘4上均匀开设有1-6个扁槽18,所述挡柱7的数量为1个且挡柱7的下端突出设置有能够容置在所述扁槽18中的凸块19,所述挡柱7远离中柱3的一端通过螺栓固定在扁槽18中,螺栓穿过贯穿挡柱7的槽孔固定,槽孔降低了挡柱7的装配精度;挡柱7的内侧是与中柱3是相对转动的;由于扁铜线21是随挡柱7弯折的,优选的,所述挡柱7的靠近中柱3的一端通过偏心设置在中柱3上的连接件13转动装配在所述中柱3上,连接件13用来稳定挡柱7内端与中柱3的相对位置,保证铜线的弯折位置稳定,同时,连接件13也是便于拆卸的,连接件13插接或螺纹连接在中柱3上表面,便于更换直径以适应不同大小的挡柱7;优选的,固定挡柱7的螺丝滑动连接在槽孔中,为在连接件13的固定下转动的挡柱7与转盘4之间可能发生的位移预留空间。
进一步的,在调整角度定位件12的伸入深度时,可以通过设置在角度定位件12与底盘1之间的微调垫片进行,通过调整微调垫片的厚度实现角度定位件12高度调整,从而调整角度定位件12与把手5的接触点,微调把手5的转动角度。
在一个实施例中,如图1、图2所示,所述定位孔2为内螺纹孔且数量为多个,所有定位孔2沿中柱3的径向方向分布呈三层,每一层的定位孔2均匀分布且不同圈层内的定位孔2交错设置,所述角度定位件12可拆卸的固定在其中一个定位孔2中,定位孔2带内螺纹,角度定位件12采用角度螺栓;转盘4转动象限是靠把手5与角度定位件12位置控制的,交错布置的多层多个定位孔2保证插入其中的角度定位件12能够覆盖到定位孔2区域的各个角度,实现弯折角度的精确调整。
在一个实施例中,如图3所示,所述定位孔2为长孔且数量为多个,所述定位孔2的内壁设置均匀设置有卡槽,卡槽为相同且连续的齿状,所述角度定位件12插接在定位孔2中且与所述卡槽啮合,所述角度定位件12的中部或底部水平设置有能够固定在底盘1表面的挡片20,通过改变角度定位件12的插接位置来调整转盘4的转动象限;角度定位件12插入到定位孔2中后,通过挡片20来限位角度定位件12的最终插入深度,同时,挡片20的面积大于角度限位件的尺寸,从而能够防止角度限位件在把手5碰撞后歪斜;挡片20通过磁力或其他夹紧装置固定在底盘1的上表面或下表面上;挡片20若具有磁性且转盘4为可被磁铁吸引的金属,则可以将挡片20吸附在底盘1上将角度定位件12固定。
进一步的,如图1、图2所示,所述转盘4的外侧面设置有若干固定孔,所述把手5插接或螺纹连接在所述固定孔中;通过改变把手5的位置也能够改变转盘4的转动象限,但由于固定孔之间间隔较大,改变把手5的位置会调整较大的角度,因此,调整的精度没有定位孔2高。
进一步的,所述发卡电机铜线2D成型工装还包括设置于转盘4一旁的用于驱动所述转盘4转动的电机,使用伺服电机代替人工转动转盘4,可以提高加工效率。
如图1、图2所示,插入通道8的扁铜线21的一端能够抵触在调整块9上,调整块9的位置根据扁铜线21的加工要求设置,具体的通过尺子或刻画在线槽6表面的刻度尺来调整;优选的,所述线槽6的内端设置有盖板14,端部盖板14限制铜线不会从线槽6通道8的端部出来,保证调整块9的折弯长度;在一个实施例中,所述锁紧部件包括螺纹连接在调整块9侧面的锁紧螺母,所述锁紧螺母的一端能够抵紧在线槽6上;在另一个实施例中,锁紧部件通过夹紧结构固定的线槽6上。
进一步的,如图1、图2所示,所述调整块9朝向中柱3的一端设置有允许扁铜线21插入的插口10,便于定位扁铜线21的末端,防止翘起。
进一步的,如图1、图2所示,所述底盘1的上表面设置有固定块15,所述线槽6通过固定块15固定在中柱3上方且不与转盘4接触。
本发明还提出了一种发卡电机铜线2D成型工艺,所述发卡电机铜线2D成型工艺利用所述发卡电机铜线2D成型工装,所述发卡电机铜线2D成型工艺包括一次弯折、二次弯折、三次弯折三个步骤;所述一次弯折步骤包括将扁铜线21的第一端插入线槽6的通道8,调整调整块9的位置保证扁铜线21的插入长度为A,调整角度定位件12的位置使角度定位件12与把手5的夹角为α,转动把手5;所述二次弯折步骤包括将扁铜线21的第二端插入线槽6的通道8,调整调整块9的位置保证扁铜线21的插入长度为B,调整角度定位件12的位置使角度定位件12与把手5的夹角为β,转动把手5;所述三次弯折步骤包括将扁铜线21的第二端插入线槽6的通道8,调整调整块9的位置保证扁铜线21的插入长度为C,调整角度定位件12的位置使角度定位件12与把手5的夹角为α,转动把手5。本发明的2D成型工艺可实现扁铜线21各种线型的2D折弯,加工灵活且操作简单。
发卡电机铜线2D成型工艺中扁铜线21的插入的长度A、B、C和角度定位件12与把手5的夹角α、β根据具体的加工要求设置,在一个实施例中,一次弯折步骤中扁铜线21第一端插入的长度为185mm-200mm,角度定位件12与把手5的夹角为70°-75°,二次弯折步骤中扁铜线21第二端插入的长度为130mm-270mm,角度定位件12与把手5的夹角为60°-70°,三次弯折步骤中扁铜线21第二端插入的长度为185mm-215mm,角度定位件12与把手5的夹角为70°-75°
图4示出了一根利用本发明的发卡电机铜线2D成型工艺成型的扁铜线21的过程:一次折弯,将扁铜线21的第一端插入线槽6,利用刻度尺或线槽6自带的刻度,调整调整块9的位置,保证插入长度为185mm-200mm,利用角度尺调整角度定位件12的位置和高度将角度定位件调至70°-75°位置,转动把手5弯折;二次折弯,将扁铜线21的第二端插入线槽6,插入长度为130mm-270mm,将调整螺母调至60°-70°,转动把手5弯折;三次折弯角度与一次弯折的角度一致,扁铜线21第二端的插入长度为185mm-215mm,转动把手5弯折;本发明的成型工艺实现了一根扁铜线21的多次不同参数的弯折,通过调整角度定位件12及调整块9即可调节多种不同规格的线型长度及角度,线型长度及角度调整到位后,通过档柱即可锁定扁铜线21的弯折位置,设置灵活、便于操作,解决了铜线2D折弯问题,在满足小批量生产的同时可以兼顾工艺开发的需求。
尽管参照前述实施例对本发明进行了详细的说明,对于本领域的技术人员来说,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
- 一种发卡电机铜线2D成型工装及成型工艺
- 一种发卡电机铜线成型设备以及成型工艺