一种成型定位一体式铝片输送装置及铝片加工系统
文献发布时间:2023-06-19 11:09:54
技术领域
本发明涉及铝片加工技术领域,具体为一种成型定位一体式铝片输送装置及铝片加工系统。
背景技术
公知的,铝由于质地柔软、延展性好、导热及导电性能优越而得到广泛的引用,现有技术中铝片为常用的铝材使用方式,在铝片加工过程中包括将长条状的铝片切割机构等长小尺寸铝片的步骤,在该步骤中,需要间歇的等长的输送铝片以使得切割机构刀能够切割机构出等长的小尺寸铝片。
如公开号为CN204685817U,名称为《一种铝片自动加工装置》,授权公开日为20151007的实用新型专利,其包括铝片放料机、整平送料机、冲床以及废料回收机,所述铝片放料机、整平送料机、冲床以及废料回收机均与控制装置相连,所述冲床包括冲床本体,所述冲床本体上设置有上模和下模,所述下模的切割机构口内为一通孔,所述通孔下方设置有传送带,所述传送带另一端设置有储料框,这种铝片自动加工装置省去了人工操作,能够自动将整卷的铝片冲出固定形状的铝片,同时将冲出铝片后的废料成卷回收。
包括上述专利在内的现有技术的不足之处在于,由于铝片质地过软且铝片加工环境复杂,导致其在切割前的输送过程中表面容易发生变形,而且现有技术中的定位结构较为复杂,振动较大,给铝片的精确定位和切割带来不足。
发明内容
本发明的一方面目的在于提供一种成型定位一体式铝片输送装置及铝片加工系统以解决现有技术的上述不足之处。
技术方案
为解决上述技术问题,本发明的实施例采用的技术方案是:
一种成型定位一体式铝片输送装置,包括传送机本体,所述传送机本体上设置有:相对设置的第一塑形定位筒以及第二塑形定位筒,所述第一塑形定位筒以及第二塑形定位筒之间形成铝片的塑形输送空间;步进电机,所述步进电机通过传动机构同步驱动所述第一塑形定位筒以及第二塑形定位筒;调节板,所述第一塑形定位筒端部的第一转轴滑动连接于所述调节板上,所述第一转轴的滑动方向垂直于所述铝片的输送方向,所述传动机构包括皮带轮组件,所述第一转轴接受所述皮带轮组件的驱动,所述皮带轮组件上设置有张紧轮;还包括抵触机构,所述抵触机构两端分别连接所述调节板和所述第一转轴,所述抵触机构的抵触压力被配置为大于所述铝片的变形压力。
作为优选,还包括压箱以及锁紧机构,所述调节板滑动设置于所述压箱内,所述调节板的滑动方向垂直于所述铝片的输送方向,所述锁紧机构用于在任意位置将所述调节板锁紧到所述压箱内。
作为优选,所述第一塑形定位筒、第二塑形定位筒以及皮带轮组件均位于所述压箱内。
作为优选,所述步进电机的输出端固定安装有行动齿轮,所述行动齿轮与所述传动机构的输入齿轮相啮合,所述传动机构为齿轮组件。
作为优选,所述抵触机构包括斜面块、第一弹簧以及移动块,所述斜面块通过移动块滑动设置于所述调节板的外壁上,所述第一弹簧设置于所述斜面块与所述调节板外壁之间,所述调节板的外壁滑动设置有受力块,所述受力块顶部固定安装有推动块,所述推动块与所述斜面块楔形配合,所述斜面块滑动抵接于所述第一转轴上。
作为优选,所述皮带轮组件包括主动皮带轮、第一连接带以及从动皮带轮,所述主动皮带轮转动连接于压箱内壁上,所述第一连接带套接于所述主动皮带轮和从动皮带轮上,所述第一塑形定位筒固定安装于所述从动皮带轮上,所述第一塑形定位筒的端部转动连接于受力块上。
作为优选,所述压箱内壁设置的导向板上滑动安装有滑动块,所述调节板固定安装于所述滑动块上,所述调节板上设置有连接板,所述连接板上滑动设置有位移块,所述位移块与所述连接板之间设置有第二弹簧,所述张紧轮转动连接于所述位移块上,所述张紧轮通过所述第二弹簧施加的作用力对第一连接带垂直抵触张紧。
作为优选,所述斜面块滑动抵接于所述第一塑形定位筒上。
作为优选,所述压箱内壁设置有支撑板,所述支撑板上呈线性分布轴接设置有滚筒,所述支撑板的顶部固定安装有顶板,所述顶板上滑动安装有第二限位板,所述顶板的顶部固定安装有滑板,所述第二限位板通过和顶部设置的第二螺母螺纹连接与所述滑板进行固定,所述滑板与所述压箱外壁开设的出料口相对应。
本发明实施例还提供一种铝片加工系统,包括沿着输送方向依次设置的定位装置以及切割机构,所述定位装置为上述的成型定位一体式铝片输送装置。
与现有技术相比,本发明的实施例所提供的,具有以下有益效果:
1、本发明,在铝片传送至切割机构处被切割前,会在传送机本体上经过第一塑形定位筒和第二塑形定位筒,由于抵触机构的抵压力使得第二塑形定位筒足以使得铝片发生变形,由此可以对铝片表面的凸起处进行滚压,进而对表面存有凸起的残次品进行二次成型,提高了成品的质量。
2、本发明,通过步进电机使驱动齿轮组件,并通过第二连接带和皮带轮组件根据需求控制第一塑形定位筒和第一塑形定位筒的旋转圈数,实现定位并间隙向切割机构输送铝片,从而控制切割时铝片的长度,将铝片切割为片状,如此,第一塑形定位筒以及第二塑形定位筒同时具有定位精确输送和成型的效果。
应当理解,前面的一般描述和以下详细描述都仅是示例性和说明性的,而不是用于限制本公开。
本申请文件提供本公开中描述的技术的各种实现或示例的概述,并不是所公开技术的全部范围或所有特征的全面公开。
附图说明
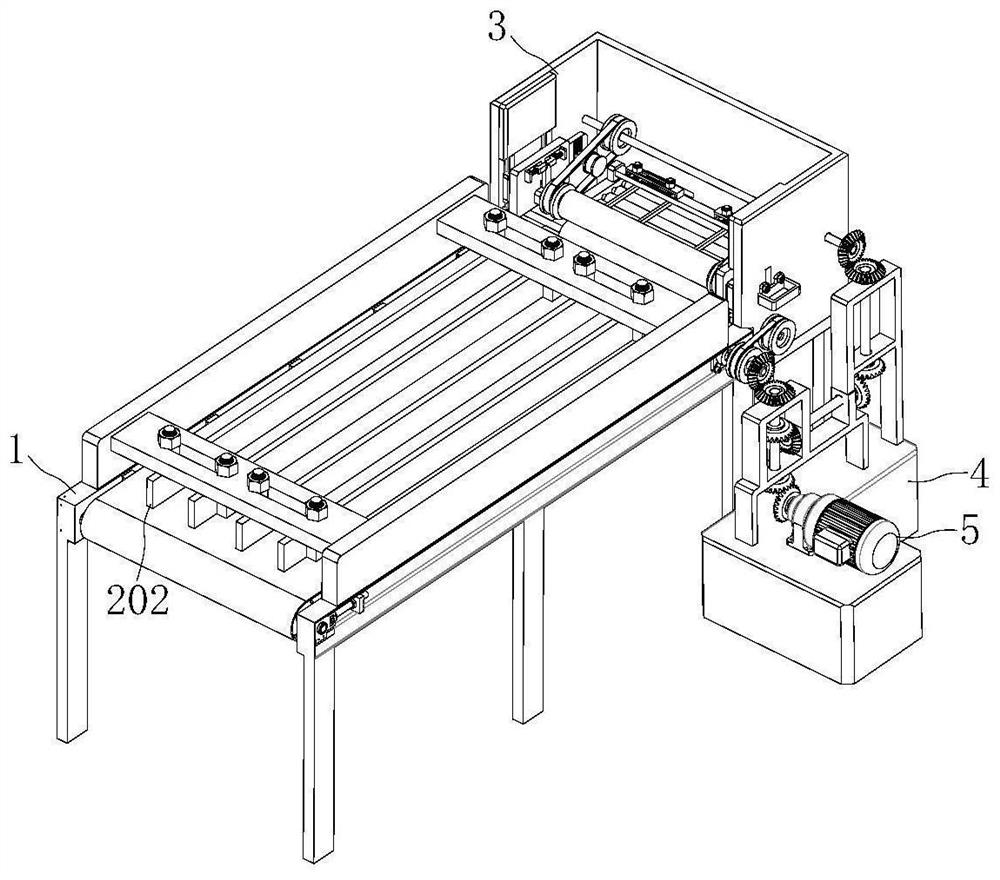
图1为本发明整体结构示意图;
图2为本发明压箱内局部结构示意图;
图3为本发明整体另一视角结构示意图;
图4为本发明传动机构结构示意图;
图5为本发明压箱内第二限位板结构示意图;
图6为本发明支撑板结构示意图;
图7为本发明顶板放大结构示意图;
图8为本发明导向板结构示意图;
图9为本发明抵触机构结构示意图;
图10为本发明传送机本体上挡板结构示意图;
图11为本发明张紧轴承座结构示意图;
图12为本发明A处放大结构示意图;
图13为本发明B处放大结构示意图;
图14为本发明传动机构与抵触机构爆炸结构示意图;
图15为本发明整体结构示意图;
图16为本发明切割机构与导向座结构示意图;
图17为本发明支架局部结构示意图;
图18为本发明弧形座底部结构示意图;
图19为本发明切割辅助板和底部支撑板结构示意图;
图20为本发明第一齿条和第二齿条结构示意图;
图21为本发明弧形座与底部支撑板爆炸结构示意图;
图22为本发明切割辅助板爆炸结构示意图;
图23为本发明切割机构结构示意图。
图中:1、传送机本体;2、挡板;3、压箱;4、支座;5、步进电机;6、主动皮带轮;7、调节板;8、连接板;9、第一塑形定位筒;10、第二塑形定位筒;11、第一皮带轮;12、支撑板;13、加工台;14、支架;15、弧形座;101、张紧轴承座;201、横板;202、第一限位板;301、导向板;302、滑动块;303、出料口;501、行动齿轮;502、第一联动杆;503、第一齿轮;504、第二联动杆;505、第三联动杆;506、第二齿轮;601、第一连接带;701、受力块;702、推动块;703、斜面块;704、第一弹簧;705、移动块;801、第二弹簧;802、位移块;803、张紧轮;901、从动皮带轮;1001、第二皮带轮;1101、第二连接带;1102、第三齿轮;1201、滚筒;1202、顶板;1203、滑板;1204、第二限位板;1301、固定座;1302、导向座;1303、切割机构;1304、第一齿条;1401、第二齿条;1402、第一抵块;1403、第一直齿轮;1404、第二直齿轮;1405、拨动杆;1406、第二抵块;1407、第三弹簧;1408、第四弹簧;1409、切割辅助板;1410、底部支撑板;1501、转动块;1502、连接块;1503、第五弹簧;1504、受力板;1505、滑动杆;1506、U型槽。
具体实施方式
使得本公开实施例的目的、技术方案和优点更加清楚,下面将结合本公开实施例的附图,对本公开实施例的技术方案进行清楚、完整地描述。显然,所描述的实施例是本公开的一部分实施例,而不是全部的实施例。基于所描述的本公开的实施例,本领域普通技术人员在无需创造性劳动的前提下所获得的所有其他实施例,都属于本公开保护的范围。
除非另外定义,本公开使用的技术术语或者科学术语应当为本公开所属领域内具有一般技能的人士所理解的通常意义。本公开中使用的“包括”或者“包含”等类似的词语意指出现该词前面的元件或者物件涵盖出现在该词后面列举的元件或者物件及其等同,而不排除其他元件或者物件。“连接”或者“相连”等类似的词语并非限定于物理的或者机械的连接,还可以包括电性的连接,不管是直接的还是间隙的。“上”、“下”、“左”、“右”等仅用于表示相对位置关系,当被描述对象的绝对位置改变后,则该相对位置关系也可能相应地改变。
如图1-14所示,本发明实施例提供的一种成型定位一体式铝片输送装置,包括传送机本体1,传送机本体1上设置有:相对设置的第一塑形定位筒9以及第二塑形定位筒10,第一塑形定位筒9以及第二塑形定位筒10之间形成铝片的塑形输送空间;步进电机5,步进电机5通过传动机构同步驱动第一塑形定位筒9以及第二塑形定位筒10;调节板7,第一塑形定位筒9端部的第一转轴滑动连接于调节板7上,第一转轴的滑动方向垂直于铝片的输送方向,传动机构包括皮带轮组件,第一转轴接受皮带轮组件的驱动,皮带轮组件上设置有张紧轮803;还包括抵触机构,抵触机构两端分别连接调节板7和第一转轴,抵触机构的抵触压力被配置为大于铝片的变形压力。
具体的,传送机本体1布置于铝片加工系统的切割机构的上一个工位,其输出的铝片直接送往切割机构进行等尺寸的切割,第一塑形定位筒9以及第二塑形定位筒10两者相对布置,两者之间的间隙构成铝片的塑形输送空间,塑形输送空间对接铝片的输送装置如输送带,如此由输送装置输送而来的铝片直接进入塑形输送空间,一般而言,塑形输送空间的尺寸等于或者稍小于铝片的设计厚度,如此第一塑形定位筒9以及第二塑形定位筒10可以对经过的铝片具有一定的挤压力。第一塑形定位筒9以及第二塑形定位筒10接收步进电机5及传动机构的同步控制,由于第一塑形定位筒9以及第二塑形定位筒10同步反向转动,因此其可以接收同一个传动机构的控制,如相同的齿轮组件、带轮组件、链轮组件,仅需在传动机构之间配置一个转向轮即可,此为机械领域的公知常识,不赘述。对于特定的传动机构,其传动比可以计算并且控制,而且由于使用了步进电机5作为驱动装置,如此通过控制步进电机5的转动幅度即可精确的控制第一塑形定位筒9以及第二塑形定位筒10的转动幅度,进而实现对铝片输送尺寸的精确控制,从而实现对铝片的精确定位,使得下游的切割机构能够获得一致性的小尺寸铝片。
本实施例还包括抵触机构,抵触机构两端分别连接调节板7和第一转轴,抵触机构用于将调节板7的压力通过第一转轴施加给第一塑形定位筒9,可选的,抵触机构为一个连杆或者支架结构,优选的,抵触机构为长度可以控制的弹性伸缩机构,通过抵触机构可以控制第一塑形定位筒9以及第二塑形定位筒10之间的距离,本实施例中,抵触机构出尺寸被配置为其抵触压力大于铝片的变形压力,也即若铝片的厚度大于塑形输送空间,此时第一塑形定位筒9以及第二塑形定位筒10之间的挤压力足以使得铝片发现变形,即对铝片实现再次成型。
本发明实施例提供的一种成型定位一体式铝片输送装置及铝片加工系统,在铝片传送至切割机构处被切割前,会在传送机本体1上经过第一塑形定位筒9和第二塑形定位筒10,由于抵触机构的抵压力使得第一塑形定位筒9足以使得铝片发生变形,由此可以对铝片表面的凸起处进行滚压,进而对表面存有凸起的残次品进行二次成型,提高了成品的质量。同时,通过步进电机5使驱动齿轮组件,并通过第二连接带1101和皮带轮组件根据需求控制第一塑形定位筒9和第二塑形定位筒10的旋转圈数,实现定位并间隙向切割机构输送铝片,从而控制切割时铝片的长度,将铝片切割为片状,如此,第一塑形定位筒9以及第二塑形定位筒10同时具有定位精确输送和成型的效果。
本发明提供的另一个实施例中,如图1和图2所示,进一步的,还包括压箱3以及锁紧机构,压箱3为一个外壳结构,其用于包裹上述的传动机构以及第一塑形定位筒9以及第二塑形定位筒10以形成半封闭或封闭式结构,调节板7滑动设置于压箱3内,也即调节板7自身可以在压箱3内活动,调节板7的滑动方向垂直于铝片的输送方向,锁紧机构用于在任意位置将调节板7锁紧到压箱3内,通过调节板7的滑动可以调节第一塑形定位筒9以及第二塑形定位筒10之间的尺寸,进而适配于不同厚度的铝片,通过锁紧机构将调节板7锁紧对于相应的目标位置,锁紧机构可以是螺纹锁紧装置、卡紧装置以及现有技术中的其它的定位或锁紧机构,不赘述。
优选的,该锁紧机构包括螺栓,压箱3一侧外壁上开设有通槽,该通槽用于方便调节板7上的把手贯穿至外侧(如图7和图8状态所示),当通过施加压力于把手上,使调节板7在导向板301上滑动调节后,利用螺栓将调节板7进行固定使其锁止(如图3和图5状态所示)。
优选的,如图5和图3所示,第一塑形定位筒9、第二塑形定位筒10以及皮带轮组件均位于压箱3内,如此以保护第一塑形定位筒9、第二塑形定位筒10以及皮带轮组件。
本发明提供的再一个实施例中,优选的,步进电机5的输出端固定安装有行动齿轮501,行动齿轮501与传动机构的输入齿轮相啮合,传动机构为齿轮组件,使用齿轮组件的优点在于可以较为精确的控制传动比,如此便于更加准确的对铝片进行输送定位。
本发明提供的再一个实施例中,优选的,如图13和图14所示,抵触机构包括斜面块703、第一弹簧704以及移动块705,斜面块703通过移动块705滑动设置于调节板7的外壁上,第一弹簧704设置于斜面块703与调节板7外壁之间,调节板7的外壁滑动设置有受力块701,受力块701顶部固定安装有推动块702,推动块702与斜面块703楔形配合,斜面块703滑动抵接于第一转轴上。第一塑形定位筒9和第二塑形定位筒10配合对铝片进行二次塑形时,当对铝片施加的压力过大时,第一塑形定位筒9通过受力块701在调节板7上向上滑动,使推动块702与斜面块703相抵触,让斜面块703通过移动块705在调节板7上相背运动(如图13状态所示),进而在第一塑形定位筒9和第二塑形定位筒10对铝片进行二次塑形的同时,给第一塑形定位筒9压力适应自动调节的空间,避免了第一塑形定位筒9和第二塑形定位筒10压力过大对铝片造成损伤。
本发明提供的再一个实施例中,如图13和图14所示,皮带轮组件包括主动皮带轮6、第一连接带601以及从动皮带轮901,主动皮带轮6转动连接于压箱3内壁上,第一连接带601套接于主动皮带轮6和从动皮带轮901上,第一塑形定位筒9固定安装于从动皮带轮901上,第一塑形定位筒9的端部转动连接于受力块701上,第一塑形定位筒9的一端贯穿从动皮带轮901至外侧并转动安装于受力块701上。
更优选的,皮带轮组件的带轮使用链轮,皮带的边缘使用链条,如此防止由于打滑带轮的定位尺寸不准的现象,进一步提升第一塑形定位筒9、第二塑形定位筒10的输送精确度。
本发明提供的再一个实施例中,如图8、图13以及图14所示,压箱3内壁设置的导向板301上滑动安装有滑动块302,调节板7固定安装于滑动块302上,调节板7上设置有连接板8,连接板8上滑动设置有位移块802,位移块802与连接板8之间设置有第二弹簧801,张紧轮803转动连接于位移块802上,张紧轮803通过第二弹簧801施加的作用力对第一连接带601垂直抵触张紧,当第一塑形定位筒9自动适应对铝片施加的压力时,在第一塑形定位筒9上的从动皮带轮901向上滑动时,同时连接板8内的位移块802在第二弹簧801的张力作用下,在从动皮带轮901向上滑动的过程中,位移块802上的张紧轮803能对第一连接带601起到张紧的作用,进而使第一连接带601在第一塑形定位筒9向上位移时,能确保第一连接带601与主动皮带轮6和从动皮带轮901之间不会松动,提高了第一塑形定位筒9向上位移时,第一连接带601传动主动皮带轮6和从动皮带轮901的稳定性。
本发明提供的再一个实施例中,如图13和图14所示,斜面块703滑动抵接于述第一塑形定位筒9上。如图3、图5以及图6所示,压箱3内壁设置有支撑板12,支撑板12上呈线性分布轴接设置有滚筒1201,支撑板12的顶部固定安装有顶板1202,顶板1202上滑动安装有第二限位板1204,顶板1202的顶部固定安装有滑板1203,第二限位板1204通过和顶部设置的第二螺母螺纹连接与滑板1203进行固定,滑板1203与压箱3外壁开设的出料口303相对应。
本发明提供的再一个实施例中,进一步的,支撑板12上的滚筒1201用于在铝片被第一塑形定位筒9和第二塑形定位筒10二次塑形后经过滚筒1201上时,能流畅滑动,并且顶板1202上的第二限位板1204对铝片起到导向限位的作用,使铝片能与出料口303相对应并穿过至压箱3的外侧,其中能根据需求来调节两个第二限位板1204之间的间距,从而适应不同宽度的铝片;顶板1202内设有导轨,进而第二限位板1204只需一端滑动安装于顶板1202内,而另一端在不是滑动连接的情况下,在导向的过程中也不会出现偏移的情况(如图5状态所示)。
如图3和图12所示,还包括支座4,支座4设置于压箱3的一侧上,传动机构包括第一联动杆502、第二联动杆504以及第三联动杆505,传送机本体1上设置的第一皮带轮11的一端设有第三齿轮1102,第三齿轮1102与第一联动杆502相啮合,第一皮带轮11通过外壁设置的第二连接带1101与第二塑形定位筒10一端上设置的第二皮带轮1001相套接,步进电机5固定设置于支座4上,行动齿轮501与第一联动杆502相啮合,第一联动杆502的外壁设置有第一齿轮503,第一齿轮503与第二联动杆504相啮合,第二联动杆504与第三联动杆505相啮合,第三联动杆505与主动皮带轮6一端设置的第二齿轮506相啮合。该电机为步进电机5进而驱动齿轮组件,并通过第二连接带1101和皮带轮组件(如图12状态所示)根据需求控制第一塑形定位筒9和第二塑形定位筒10的旋转圈数,实现定位并间隙向切割机构输送铝片,从而控制铝片切割时的长度,将铝片切割为片状,并且该步进电机5可以同时驱动传送机本体1、第一塑形定位筒9以及第二塑形定位筒10同步工作;其中,第二塑形定位筒10通过第二连接带1101与第二皮带轮1001相套接,在步进电机5启动工作时,步进电机5通过行动齿轮501啮合传动第一联动杆502,第一联动杆502再啮合传动第三齿轮1102使第一皮带轮11转动,进而第一皮带轮11同步带动第二皮带轮1001转动,让第二塑形定位筒10保持顺时针360°旋转,并且同时第一齿轮503与第二联动杆504啮合传动,第二联动杆504再与第三联动杆505啮合传动,使第三联动杆505与第二齿轮506啮合传动,让第二齿轮506带动主动皮带轮6进行逆时针旋转,进而通过第一连接带601摩擦传动使从动皮带轮901旋转,让第一塑形定位筒9进行逆时针360°旋转,从而第一塑形定位筒9在步进电机5工作时保持逆时针旋转,而第二塑形定位筒10保持顺时针旋转,便于在第一塑形定位筒9和第二塑形定位筒10配合对铝片进行二次塑形时,能起到让铝片向支撑板12进行滑动输送的作用。
本发明提供的再一个实施例中,传送机本体1的顶部设置有挡板2(如图10状态所示),挡板2上相对设置有横板201,横板201上相对滑动设置有第一限位板202,第一限位板202通过顶部与第一螺母螺纹连接固定于横板201上,传送机本体1上还设置有张紧轴承座101(如图11状态所示)。该第一限位板202用于在传送机本体1输送铝片时,对输送的铝片进行限位并起到导向的作用,并且能根据需求来调节两个第一限位板202之间的间距,从而适应不同宽度的铝片,调节时只需将第一螺母取下,随后相向或相背移动第一限位板202后再与第一螺母螺纹连接进行固定即可,再有通过第一限位板202的分隔,使传送机本体1分为两条加工线同时进行。
该装置实施时,先将铝片通过传送机本体1向压箱3一侧输送,传送机本体1上的第一限位板202对铝片起到导向限位的作用,而当铝片进入压箱3内时,如铝片表面有凸起处在第一塑形定位筒9和第二塑形定位筒10的滚压下将其进行二次塑形将凸起处压平,再经过第一塑形定位筒9和第二塑形定位筒10后再向支撑板12一侧滑动,最后从出料口303滑出并传送至切割机构处进行切割。
本发明实施例还提供一种铝片加工系统,包括沿着输送方向依次设置的定位装置以及切割机构,所述定位装置为上述的成型定位一体式铝片输送装置。
本发明实施例提供的切割机构,如图15-23所示,包括传送机本体1,传送机本体1上设置有:支架14,支架14上设置有两个传动组件以及两个切割辅助板1409,两个传动组件的动力输出端分别与两个切割辅助板1409一一对应传动,切割辅助板1409通过弹性件连接于动力输出端上;切割机构1303,其切割行程为从铝片宽度方向的一侧运动到另一侧,切割机构1303上设置第一齿条1304,第一齿条1304上对称设置有两组齿形结构,两个齿形结构分别与两个传动组件的动力输入端的齿形构造一一对应啮合;切割机构1303的切割行程使得第一齿条1304通过两个传动组件带动两个切割辅助板1409分别抵接铝片上切口的两侧。
具体的,传送机本体1布置于铝片加工系统的切割机构的上一个工位,其输出的铝片直接送往切割机构1303进行等尺寸的切割,而切割机构在滑动至铝片宽度方向的一侧行程中(如图16状态所示),切割机构1303通过第一齿条1304驱动传动组件,使传动组件带动两个切割辅助板1409抵触在铝片顶部切口的两侧处,也即铝片切口两侧的上表面出,如此以压住铝片,需要说明的是切割辅助板1409在切割机构1303的行程中是优先接触铝板顶部,而在切割辅助板1409抵触到铝片后,切割机构1303还需继续行程对铝片进行切割,为了避免切割辅助板1409继续对铝板施压,这里切割辅助板1409设置有弹性件,优选的,弹性件为第四弹簧1408,而该第四弹簧1408的弹性压力被配置为小于铝片的形变压力,进而避免了切割辅助板1409抵触铝片上时将铝片压形变。
本实施例中,传动组件的作用在于将切割机构1303的直线往复行程转换为切割辅助板1409的直线往复行程,在机械领域中,诸多传动结构均可实现这一点,如齿轮传动、连杆传动、甚至于带轮传动等等,本领域技术人员知晓上述传动方式,不赘述。
本发明实施例提供的铝片切割机构,当对铝片进行切割时,切割机构在向右滑动的过程中,通过外壁的第一齿条1304与传动组件啮合传动,传动组件让切割辅助板1409与铝片的上表面抵触,对铝片切割处顶面进行抵接限位,使铝片切割时不容易发生变形,便于切割机构进行切割,从而提高了切割机构切割后的铝片质量。
本发明提供的另一个实施例中,如图15和图16所示,还包括推动机构,支架14上滑动设置有底部支撑板1410,传动组件包括拨动杆1405,也即传动组件上直线运动的机构带动带动拨动杆1405直线往复运动,拨动杆1405的另一端连接推动机构,底部支撑板1410设置于推动机构上,切割机构1303的切割行程使得第一齿条1304通过传动组件以及推动机构带动两个底部支撑板1410支撑铝片,底部支撑板1410和切割辅助板1409分别贴合于铝片的相对两侧。当切割机构1303在切割行程中,通过传动组件滑动让拨动杆1405与推动机构相抵触,使推动机构带动两个底部支撑板1410滑动至铝片切口底部的两侧处,起到了支撑的作用,便于切割辅助板1409铝板进行夹持,使铝板在切割时不容易发生变形。
本发明提供的再一个实施例中,优选的,如图19所示,底部支撑板1410滑动方向垂直于铝板的输送方向(如图18和图19状态所示)。
本发明提供的再一个实施例中,如图18和图21所示,支架14内固定设置有弧形座15,推动机构包括受力板1504、转动块1501、第五弹簧1503、连接块1502以及滑动杆1505,受力板1504与拨动杆1405相抵触,受力板1504固定安装有于转动块1501顶部,转动块1501转动连接于弧形座15顶部上,连接块1502滑动设置于转动块1501外壁上,且同时连接块1502的底部滑动设置于弧形座15顶部开设的U型槽1506内,第五弹簧1503固定设置于转动块1501和连接块1502之间,滑动杆1505滑动设置于连接块1502的端部上,滑动杆1505的一端铰接于底部支撑板1410底部上。在第二齿条1401在向左滑动的行程中,通过拨动杆1405会与受力板1504左侧内壁相抵触(以图3为参考),进而在行程中联动受力板1504向左侧弧形运动,使连接块1502在U型槽1506内滑动的同时也在转动块1501上滑动,从而使滑动杆1505在连接块1502内滑动时推动底部支撑板1410向铝片一侧滑动,其中当连接块1502在U型槽1506内滑动至偏左侧时(以U型槽1506的中心点为准),此时第五弹簧1503被拉伸,而连接块1502在U型槽1506中心偏左的情况下,在第五弹簧1503的拉力作用力下将连接块1502拉至U型槽1506左侧尾部,通过第五弹簧1503快速将连接块1502从U型槽1506右侧位移至左侧,实现滑动杆1505快速推动底部支撑板1410至铝片底部(如图19状态所示),需要说明的是在连接块1502滑动时,即已带动底部支撑板1410开始向铝片一侧移动,底部支撑板1410在切割辅助板1409抵触铝片表面前会有一端优先移动至铝片底部,进而避免了切割辅助板1409抵触在铝片上时,底部支撑板1410还没有移动至铝片底部对其起到支撑作用,使铝片被切割辅助板1409压形变,随后在第二齿条1401向右滑动复位行程中,拨动杆1405再次与受力板1504右侧内壁相抵触,进而在行程中联动受力板1504向右侧弧形运动,从而使滑动杆1505在连接块1502内滑动时推动底部支撑板1410向远离铝片的一侧滑动进行复位(如图17状态所示)。
本发明提供的再一个实施例中,如图15和图16所示,还包括加工台13,加工台13的顶部固定设置有导向座1302,切割机构1303滑动设置于导向座1302上,支架14固定设置于加工台13上并位于切割机构1303的两侧,推动机构固定设置于支架14内。
本发明提供的再一个实施例中,支架14的两侧对称设置有固定座1301,传送机本体1一侧上设置有支座4,传送机本体1输送带的输出口设置有压箱3(如图15状态所示)。
本发明提供的再一个实施例中,如图16和图17所示,传动组件包括包括第一直齿轮1403、第二直齿轮1404、第二齿条1401、第一抵块1402、第二抵块1406、第三弹簧1407,切割机构1303的外壁对称设置有第一齿条1304,第一直齿轮1403和第二直齿轮1404相对转动设置于支架14内,第二直齿轮1404与第一齿条1304相啮合,第二齿条1401滑动设置于支架14内壁上,第一直齿轮1403和第二齿条1401相啮合,第一抵块1402固定设置于第二齿条1401外壁上,第二抵块1406滑动设置于支架14内,第二抵块1406与第一抵块1402楔形配合,第三弹簧1407套接设置于第二抵块1406的外壁,第二抵块1406与底部滑动安装的切割辅助板1409之间固定设置有第四弹簧1408。
具体的,当切割机构1303在切割的行程中,其通过第一齿条1304啮合传动第二直齿轮1404,并且同步使第一直齿轮1403与第二齿条1401啮合传动,让第二齿条1401在支架14上滑动,使第一抵块1402向左侧移动与第二抵块1406相抵触,使第二抵块1406受力在支架14上向下滑动并联动切割辅助板1409与铝片的顶部抵触;第三弹簧1407用于在第一抵块1402不再对第二抵块1406施加作用力时(在切割机构1303切割完铝片复位时),在第三弹簧1407的张力作用力下使第二抵块1406向上滑动进行复位,该切割辅助板1409复位避免了在下次间歇输送铝片时,不会与铝板相碰撞。
本发明提供的再一个实施例中,如图22所示,切割辅助板1409包括圆柱以及导轨,圆柱固定设置于切割辅助板1409顶部边缘的中间处,导轨对称固定设置于圆柱外壁上。
本发明提供的再一个实施例中,如图23所示,切割机构1303包括U形刀架以及切割刀,U形刀架包括相对设置的两个水平臂以及连接两个水平臂的竖直臂,切割刀的两端分别连接两个水平臂,第一齿条1304设置于竖直臂上,切割行程为水平往复行程。
本发明提供的再一个实施例中,一种铝片加工系统,包括沿着输送方向依次设置的定位装置以及切割机构,切割机构为权利要求1-9任一项的切割机构。
该装置实施时,当对铝片进行切割时,切割机构1303在向右滑动的过程中,通过切割机构1303外壁的第一齿条1304与第二直齿轮1404啮合传动,同步使第一直齿轮1403与第二齿条1401啮合传动,使第一抵块1402与第二抵块1406相抵触使其滑动下降让切割辅助板1409与铝片的顶部抵触,同时第一抵块1402在滑动的过程中通过拨动杆1405与受力板1504外壁相抵触,使受力板1504向左弧形运动,进而联动使连接块1502在U型槽1506内滑动同时也在转动块1501上滑动,让连接块1502上的滑动杆1505推动底部支撑板1410向左滑动使其支撑于铝片的底部(如图18状态所示),该装置能在切割机构1303切割铝片前,对铝片切割处两侧的顶部和底部进行夹持限位,使铝片切割时不容易发生变形,便于切割机构1303进行切割,从而提高了切割机构1303切割后铝片的质量。
以上实施例仅为本发明的示例性实施例,不用于限制本发明,本发明的保护范围由权利要求书限定。本领域技术人员可以在本发明的实质和保护范围内,对本发明做出各种修改或等同替换,这种修改或等同替换也应视为落在本发明的保护范围内。
- 一种成型定位一体式铝片输送装置及铝片加工系统
- 一种用于铝片生产的纵剪机输送装置