一种用于脚轮支架的冲压模具
文献发布时间:2023-06-19 11:09:54
技术领域
本发明涉及一种用于脚轮支架的冲压模具。
背景技术
脚轮在家具、医用设备上应用广泛,脚轮上的支架生产一般经过多道工序进行冲压成型。
现有技术需要3台冲床设备、3套模具以及多个操作人员来完成该零件的加工。上述加工工序繁琐,由于多道工序的周转,产品质量的稳定性也难以得到的保障。
发明内容
本发明的目的是为了解决以上现有技术的不足,提供一种用于脚轮支架的冲压模具。
一种用于脚轮支架的冲压模具,包括依次相连的上模组件和下模组件,所述的上模组件和下模组件均包括从左到右依次相连的冲孔工序镶件、第一空步工序镶件、第一孔倒角工序镶件、剪料工序镶件、第二孔倒角工序镶件、压弧工序镶件、冲孔工序镶件、第三孔倒角工序镶件、第二空步工序镶件和落料成型工序镶件。
优选的,所述的上模座包括从上至下依次相连的上模座、上垫板、上夹板、止挡板和托料板。
优选的,所述的下模座包括从下至上的下底板、下垫条、下模座、下垫板、下夹板和下模板。
优选的,所述的冲孔工序镶件包括冲孔冲头,所述的冲孔冲头位于上模组件内。
优选的,所述的剪料工序镶件包括剪料冲头,所述的剪料冲头位于上模组件内。
优选的,所述的落料成型工序镶件包括位于上模组件内的第二成型冲头和位于下模组件的成型落料下模芯,所述的第二成型冲头可拆卸的安装在上模组件内,所述的成型落料下模芯可拆卸的安装在下模组件内。
有益效果:
将繁琐的3道加工工序合并为一套级进模具,一次性加工出成品,节省模具2套,节省加工工序2道,节省加工人员,同时消除各工序间物料流转。
①采用冲床送料器将材料钢带送入模腔,设定步进行程,完成每工位精准送料,为确保送料到位精度,模具剪料位上设计了定位插销和退料顶针;
②为保证零件外观质量要求,要求冲切边无毛边,模具设计增加了三个压倒角工位,可以消除掉切边后的毛边;
③该模具设计考虑成型工位易损及模具维修等问题,将成型工位单独分体安装,更换成型冲头和下模芯时,无需拆卸整套模具。
附图说明
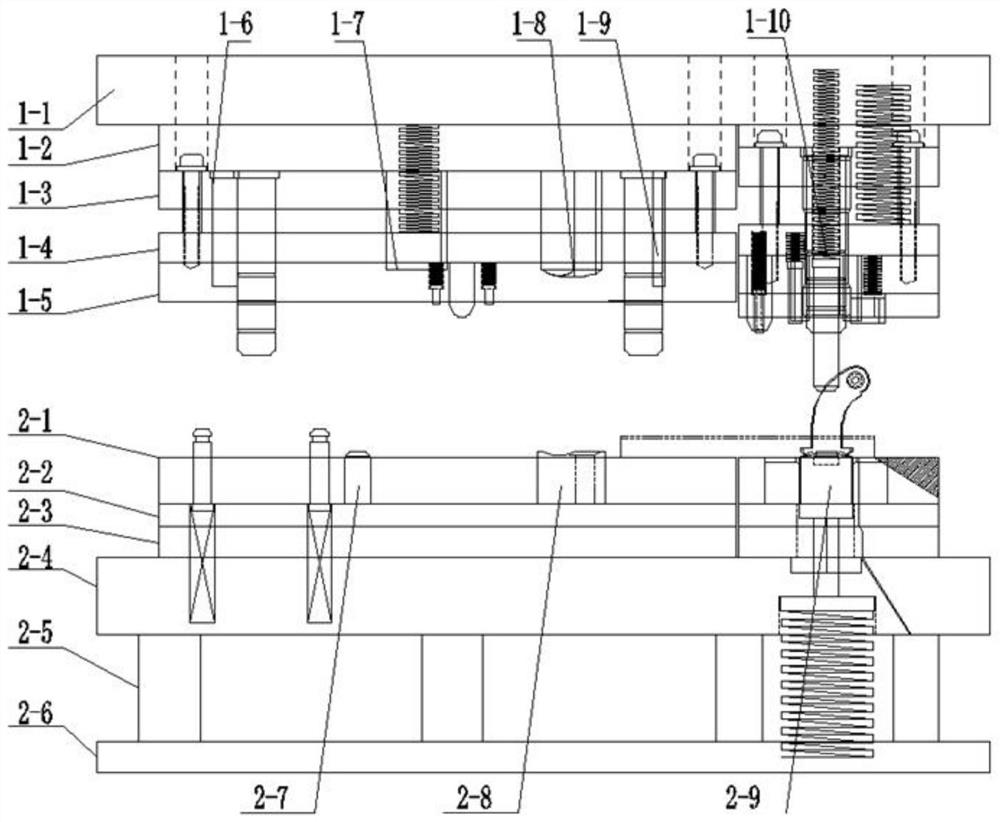
图1是一种用于脚轮支架的冲压模具的结构示意图;
图2是经过各个工序冲压后的脚轮的示意图;
图3是冲压模具中各个工序的位置示意图;
1-1.上模座1-2.上垫板1-3.上夹板1-4.止挡板、1-5.脱料板、1-6.第一冲孔冲头、1-7.剪料冲头、1-8.第一成型冲头、1-9.第二冲孔冲头、1-10.第二成型冲头、2-1.下模板、2-2.下夹板、2-3.下垫板、2-4.下模座、2-5.下垫条、2-6.下底板、2-7.孔倒角底座、2-8.成型下模芯、2-9.成型落料下模芯3.冲孔工序4.第一空步工序5.第一孔倒角工序6.剪料工序7.第二孔倒角工序8.压弧工序9.冲孔工序10.第三孔倒角工序11.第二空步工序12.落料成型工序。
具体实施方式
为了加深对本发明的理解,下面将结合实施例和附图对本发明作进一步详述,该实施例仅用于解释本发明,并不构成对本发明保护范围的限定。
如图1-3所示,一种用于脚轮支架的冲压模具,包括依次相连的上模组件和下模组件,所述的上模组件和下模组件均包括从左到右依次相连的冲孔工序镶件、第一空步工序镶件、第一孔倒角工序镶件、剪料工序镶件、第二孔倒角工序镶件、压弧工序镶件、冲孔工序镶件、第三孔倒角工序镶件、第二空步工序镶件和落料成型工序镶件。
上模座包括从上至下依次相连的上模座1-1、上垫板1-2、上夹板1-3、止挡板1-4和托料板1-5。
下模座包括从下至上的下底板2-6、下垫条2-5、下模座2-4、下垫板2-3、下夹板2-2和下模板2-1。
冲孔工序镶件包括第一冲孔冲头1-6,所述的冲孔冲头位于上模组件内。
剪料工序镶件包括剪料冲头1-7,所述的剪料冲头位于上模组件内。
落料成型工序镶件包括位于上模组件内的第二成型冲头1-10和位于下模组件的成型落料下模芯2-9,所述的第二成型冲头1-10可拆卸的安装在上模组件内,所述的成型落料下模芯2-9可拆卸的安装在下模组件内。
将繁琐的3道加工工序合并为一套级进模具,一次性加工出成品,节省模具2套,节省加工工序2道,节省加工人员,同时消除各工序间物料流转。
脚轮的加工工艺路线图为:冲中心定位孔—空步走料—压孔口毛边(倒角)—剪料—压剪料边口毛边(倒角)—成型压弧—冲装配孔—压孔口毛边(倒角)—空步走料—成型落料。
以上所述仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
- 一种用于脚轮支架的冲压模具
- 一种冲压加重脚轮支架大碗的冲压模具