一种多规格落料冲压模具
文献发布时间:2023-06-19 11:09:54
技术领域
本发明涉及一种多规格落料冲压模具。
背景技术
目前,冲压五金件在汽车等制造业中应用极其广泛,任何汽车上都有大量的五金件。在一般情况下,冲压拉伸前,都要先落料。每个五金件,形状不一样,落料也不一样。
请参阅图1,虽然各种料片1a~1d,尺寸和形状不一样,但是有一定规律可以寻找。不是长方形就是梯形,如果能够制作一幅五金模具,就能实现十几种料片,不就是更加经济,简便的实现多种规格落料冲压工艺。
请参阅图2,现有技术中的落料冲压模具,凸模1'固定在上模座2'上,凹模3'固定在下模座4'上,凸模1'和凹模3'的形状固定,上模座2'和下模座4'之间的形状尺寸固定,这种上凸下凹的落料冲压模具只能落料一种形状的料片,不同的料片对应不同形状的落料冲压模具,需要制作各种尺寸的凸模1'和凹模3',各种落料冲压模具的使用率低,生产效率低,维护也不方便。
发明内容
本发明的目的是克服现有技术的缺陷,提供一种多规格落料冲压模具,可以冲压多种规格料片,提高模具产品使用率,提高生产效率。
实现上述目的的技术方案是:一种多规格落料冲压模具,包括上模脚、上模座、上垫板、凸模座、凸模、凹模、凹模座、下垫板、下模座、下模脚、若干上靠山块和若干对下靠山块,其中:
所述上模座和下模座一上一下地相对设置;
所述上模脚固定在所述上模座的顶端;
所述上垫板固定在所述上模座的底端;
所述凸模座固定在所述上垫板的底端;
所述凸模固定在所述凸模座的底端;
所述下模脚固定在所述下模座的顶端;
所述下垫板固定在所述下模座的顶端;
所述凹模座固定在所述下垫板的顶端;
所述凹模固定在所述凹模座的顶端;
所述凹模位于所述凸模的正下方;
所述上模座的底端面均布有多个呈阵列状分布的上靠山块槽,每个上靠山块均插接在所述上靠山块槽内,每个上靠山块的两侧分别设置有上调节块;
所述下模座的顶端面均布有多个呈阵列状分布的下靠山块槽,每个下靠山块均插接在所述下靠山块槽内,且每对下靠山块相对设置,每对下靠山块的相对的侧面上分别设置有下调节块。
上述的一种多规格落料冲压模具,其中,所述上靠山块均位于所述上垫板的内侧,所述上调节块位于相应的上靠山块与上垫板之间。
上述的一种多规格落料冲压模具,其中,所述下靠山块均位于所述下垫板的外侧,所述下调节块位于相应的下靠山块和下垫板之间。
上述的一种多规格落料冲压模具,其中,所述上调节块可拆卸地设置在相应的上靠山块上;所述下调节块可拆卸地设置在相应的下靠山块上。
上述的一种多规格落料冲压模具,其中,所述下调节块上开设有竖向设置的下靠山块插口,所述下调节块通过下靠山块插口插接在所述下靠山块上。
上述的一种多规格落料冲压模具,其中,所有的上靠山块位于同一列上。
上述的一种多规格落料冲压模具,其中,所有的下靠山块均分成两列,两列下靠山块一一对应地设置,一列中的一个下靠山块与另一列中相应的下靠山块组成一对下靠山块。
上述的一种多规格落料冲压模具,其中,所述上模脚通过螺钉固定在所述上模座的顶端;所述下模脚通过螺钉固定在所述下模座的顶端。
上述的一种多规格落料冲压模具,其中,所述凸模通过螺钉固定在所述凸模座的底端;所述凹模通过螺钉固定在所述凹模座的顶端。
本发明的多规格落料冲压模具,增加上、下调节块和上、下靠山块,在上下模座相应的加工上、下靠山块槽,通过改变上调节块和下调节块的形状,以及移动上靠山块和下靠山块在上、下靠山块槽中的位置,在模具的其他部分不变的情况下达到改变落料形状的目的,实现多种规格的落料,可以冲压多种规格料片,提高模具产品使用率,提高生产效率。
附图说明
图1为四种料片的形状图;
图2为现有技术中的落料冲压模具的结构图;
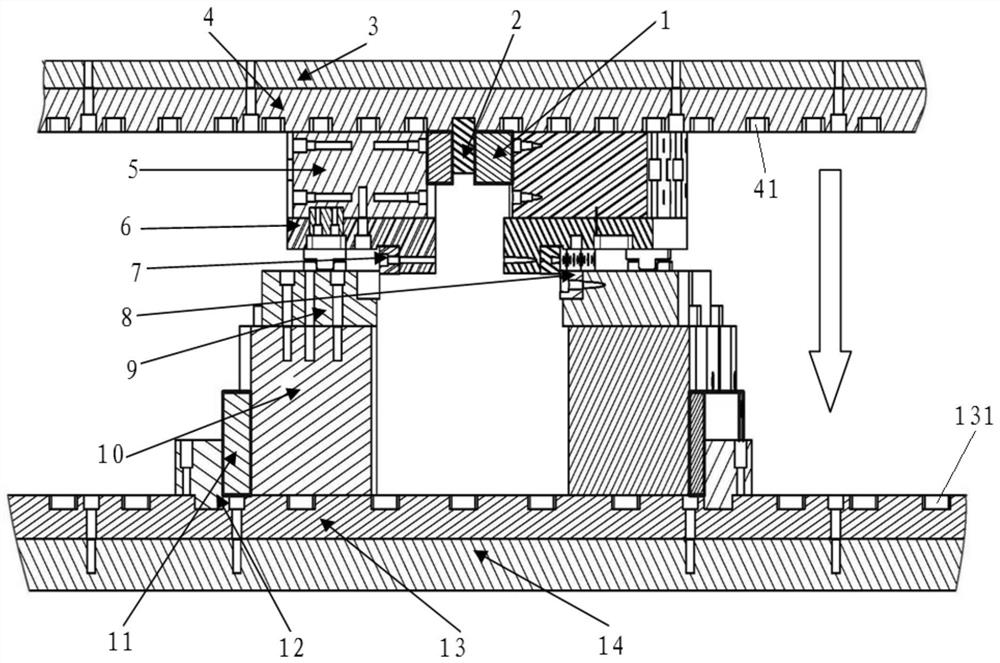
图3为本发明的多规格落料冲压模具的结构图;
图4为下模座、下调节块和下靠山块的连接示意图。
具体实施方式
为了使本技术领域的技术人员能更好地理解本发明的技术方案,下面结合附图对其具体实施方式进行详细地说明:
请参阅图3和图4,本发明的最佳实施例,一种多规格落料冲压模具,包括上模脚3、上模座4、上垫板5、凸模座6、凸模7、凹模8、凹模座9、下垫板10、下模座13、下模脚14、若干上靠山块2和若干对下靠山块12。
上模座4和下模座13一上一下地相对设置;上模脚3通过螺钉固定在上模座4的顶端;上垫板5固定在上模座4的底端;凸模座6固定在上垫板5的底端;凸模7通过螺钉固定在凸模座6的底端;下模脚14通过螺钉固定在下模座13的顶端;下垫板10固定在下模座13的顶端;凹模座9固定在下垫板10的顶端;凹模8通过螺钉固定在凹模座9的顶端;凹模8位于凸模7的正下方。
上模座4的底端面均布有多个呈阵列状分布的上靠山块槽41,每个上靠山块2均插接在上靠山块槽41内,每个上靠山块2的两侧分别设置有上调节块1;上靠山块2均位于上垫板5的内侧,上调节块1位于相应的上靠山块2与上垫板5之间。所有的上靠山块2位于同一列上。
下模座13的顶端面均布有多个呈阵列状分布的下靠山块槽131,每个下靠山块12均插接在下靠山块槽131内,且每对下靠山块12相对设置,每对下靠山块12的相对的侧面上分别设置有下调节块11。下靠山块12均位于下垫板10的外侧,下调节块11位于相应的下靠山块12和下垫板10之间。所有的下靠山块12均分成两列,两列下靠山块一一对应地设置,一列中的一个下靠山块与另一列中相应的下靠山块组成一对下靠山块。
本发明的多规格落料冲压模具,上靠山块2通过插接在不同的上靠山块槽41改变其在上模座4上的位置,下靠山块12通过插接在不同的下靠山块槽131改变其在下模座13上的位置。上调节块1可拆卸地设置在相应的上靠山块2上;下调节块11可拆卸地设置在相应的下靠山块12上。具体地,下调节块11上开设有竖向设置的下靠山块插口111,下调节块11通过下靠山块插口111插接在下靠山块12上。上调节块1和下调节块11可以制作多种形状和尺寸的,通过改变上调节块1和下调节块11的形状,以及移动上靠山块2和下靠山块12在上、下模座上的位置,在模具的其他部分不变的情况下达到改变落料形状的目的,实现多种规格的落料。
本发明的多规格落料冲压模具,在使用时,通过下调节块11形状改变和下靠山块12在下靠山块槽131里不同的位置,调整整个冲压模具的凹模形状,通过上调节块1形状改变和上靠山块2在上靠山块槽41里不同的位置,调整整个冲压模具的凸模形状,进而实现各种尺寸的落料。不需要制造各种落料模具,生产质量更稳定,生产效率更高,后期维护方便,只要重做上、下调节块,就能实现各种尺寸的落料,可进行大量推广使用。
综上所述,本发明的多规格落料冲压模具,增加上、下调节块和上、下靠山块,在上下模座相应的加工上、下靠山块槽,通过改变上调节块和下调节块的形状,以及移动上靠山块和下靠山块在上、下靠山块槽中的位置,在模具的其他部分不变的情况下达到改变落料形状的目的,实现多种规格的落料,可以冲压多种规格料片,提高模具产品使用率,提高生产效率。
本技术领域中的普通技术人员应当认识到,以上的实施例仅是用来说明本发明,而并非用作为对本发明的限定,只要在本发明的实质精神范围内,对以上所述实施例的变化、变型都将落在本发明的权利要求书范围内。
- 一种多规格落料冲压模具
- 多规格尺寸圆型落料模具