一种冲切型材模具
文献发布时间:2023-06-19 11:09:54
技术领域
本发明涉及模具加工领域,尤其涉及一种冲切型材模具。
背景技术
电子产品中大量使用型材散热器,为了达到良好的散热效果,型材件往往设计多个齿型结构。型材的加工通常是挤压出数米长型材切割后冲压再进行机械加工。型材切割加工不同批次、不同时段总会有尺寸误差;而电子产品中散热器与集成块连接往往要求少毛刺、高精度和表面光洁等特点。型材冲压加工必须要合理有准确的定位,才能有效减少不良率。
发明内容
本发明针对以上问题,提供了一种结构简单,提高定位可靠性的冲切型材模具。
本发明的技术方案为:包括上下设置的上模组件和下模组件,所述上模组件和下模组件之间用于放置型材,所述型材包括板状本体以及设在板状本体底面的若干散热鳍片,所述型材在垂直投影方向上呈矩形、具有X向长边和Y向短边;
所述上模组件包括从上到下依次设置的上模座、上垫板、上夹板、止挡板和脱料板,所述止挡板上设有冲针;
所述下模组件包括从上到下依次设置的限位柱、凹模、下垫板和下模座;
还包括定位装置,所述定位装置用于型材在X方向上的定位;
所述定位装置包括定位组件和弹性调节组件,
所述定位组件包括粗定位顶块和定位块,所述粗定位顶块和定位块分别设在凹模上,所述型材设在凹模上、且在X方向上位于粗定位顶块和定位块之间,所述粗定位顶块的顶面低于板状本体的顶面,所述粗定位顶块和型材之间设有间隙;
所述脱料板具有中孔,所述冲针伸入脱料板的中孔内,所述冲针用于对型材上方的板状本体进行冲孔;
所述弹性调节组件包括弹顶机构一、弹顶机构二、定滑块和动滑块,所述定滑块和动滑块设在脱料板的中孔内,
所述动滑块滑动连接在定滑块内,所述动滑块位于粗定位顶块的上方,所述动滑块用于接触型材的Y向短边;
所述弹顶机构一在X方向上水平设在脱料板上、用于接触定滑块,
所述弹顶机构二垂直设在上模座、上垫板、上夹板和止挡板内,用于接触动滑块。
所述定位装置还包括一对,一对定位装置用于型材在Y方向上的定位。
所述弹顶机构一包括弹簧一,所述脱料板内设有安置槽一,所述弹簧一设在安置槽一内,所述弹簧一连接定滑块。
所述弹顶机构二包括弹簧二以及和弹簧二连接的顶块,所述上模座、上垫板、上夹板和止挡板上设有连通的安置槽二, 所述弹簧二和顶块设在安置槽二内,所述顶块用于接触动滑块。
所述动滑块与定滑块的接触面呈斜面。
所述定位块的顶面高于板状本体的顶面。
所述脱料板上设有定位孔,所述定位块用于伸入定位孔内。
还包括冲孔入子,所述冲孔入子设在凹模上、且位于冲针的下方,所述冲孔入子伸入型材的相邻散热鳍片之间。
本发明在工作中,首先,将型材放置在凹模上,使其位于粗定位顶块和定位块之间,此时,粗定位顶块和型材之间具有间隙,便于取放;
其次,合模时,脱料板下移至限位柱进行限位,此时,位于粗定位顶块上的动滑块向上移动,待动滑块完全位于定滑块内,弹顶机构一动作,水平推动定滑块,使得动滑块可靠压紧型材的Y向短边,实现型材在X方向上的定位;
然后,冲针动作对型材进行冲孔;
最后,分模时,上模组件上升,上、下模组件脱开,弹顶机构二推动动滑块伸出定滑块复位,再装入新的型材工件,进行后续加工。
本发明适应不同规格的型材加工,提高了加工质量。
附图说明
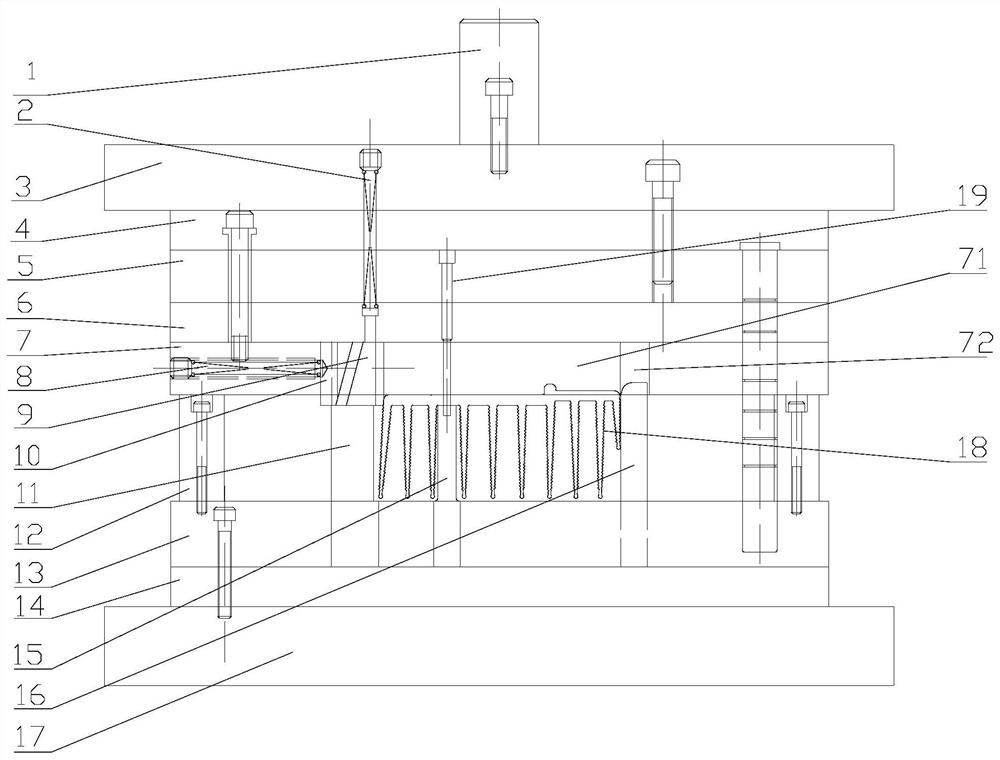
图1是本发明中合模的结构示意图,
图2是本发明中分模的结构示意图,
图3是本发明中脱料板的结构示意图,
图4是本发明中凹模的结构示意图,
图5是型材的结构示意图,
图6是图5的俯视图;
图中1是模柄,2是弹顶机构二,21是弹簧二,22是顶块,3是上模座,4是上垫板,5是上夹板,6是止挡板,7是脱料板,71是中孔,72是定位孔,8是弹顶机构一,80是弹簧一,9是动滑块,10是定滑块,11是粗定位顶块,12是限位柱,13是凹模,14是下垫板,15是冲孔入子,16是定位块,17是下模座,18是型材,181是板状本体,182是散热鳍片,183是X向长边,184是Y向短边,19是冲针,20是间隙;
图6中示出XY坐标系。
具体实施方式
本发明如图1-6所示,包括上下设置的上模组件和下模组件,所述上模组件和下模组件之间用于放置型材18,所述型材包括板状本体181以及设在板状本体底面的若干散热鳍片182,所述型材在垂直投影方向上呈矩形、具有X向长边和Y向短边;
所述上模组件包括从上到下依次设置的上模座3、上垫板4、上夹板5、止挡板6和脱料板7,所述止挡板上设有冲针19,应用中,上模座上还设有模柄1;
所述下模组件包括从上到下依次设置的限位柱12、凹模13、下垫板14和下模座17;
还包括定位装置,所述定位装置用于型材在X方向上的定位;
所述定位装置包括定位组件和弹性调节组件,
所述定位组件包括粗定位顶块11和定位块16,所述粗定位顶块11和定位块16分别设在凹模上,所述型材18设在凹模上、且在X方向上位于粗定位顶块和定位块之间,所述粗定位顶块的顶面低于板状本体的顶面,所述粗定位顶块和型材之间设有间隙20;
所述脱料板7具有中孔71,所述冲针19伸入脱料板的中孔内,所述冲针用于对型材上方的板状本体进行冲孔;
所述弹性调节组件包括弹顶机构一8、弹顶机构二2、定滑块10和动滑块9,所述定滑块10和动滑块9设在脱料板的中孔内,
所述动滑块9滑动连接在定滑块内,所述动滑块9位于粗定位顶块11的上方,所述动滑块9用于接触型材的Y向短边;
所述弹顶机构一8在X方向上水平设在脱料板上、用于接触定滑块10,
所述弹顶机构二2垂直设在上模座、上垫板、上夹板和止挡板内,用于接触动滑块9。
本发明在工作中,首先,将型材放置在凹模上,使其位于粗定位顶块和定位块之间,此时,粗定位顶块和型材之间具有间隙,便于取放;
其次,合模时,脱料板下移至限位柱进行限位,此时,位于粗定位顶块上的动滑块向上移动,待动滑块完全位于定滑块内,弹顶机构一动作,水平推动定滑块,使得动滑块可靠压紧型材的Y向短边,实现型材在X方向上的定位;
然后,冲针动作对型材进行冲孔;
最后,分模时,上模组件上升,上、下模组件脱开,弹顶机构二推动动滑块伸出定滑块复位,再装入新的型材工件,进行后续加工。
所述定位装置还包括一对,一对定位装置用于型材在Y方向上的定位。
这样,便于对型材的X方向和Y方向分别进行定位,提高后续冲切加工的可靠性。应用中,一对定位装置的摆放位置在X向的长边上,由于X向长边的长度较长,设置一对,便于可靠压紧。
所述弹顶机构一8包括弹簧一80,所述脱料板内设有安置槽一,所述弹簧一设在安置槽一内,所述弹簧一连接定滑块。
设置弹簧一,便于推动定滑块动作。
所述弹顶机构二2包括弹簧二21以及和弹簧二连接的顶块22,所述上模座、上垫板、上夹板和止挡板上设有连通的安置槽二, 所述弹簧二和顶块设在安置槽二内,所述顶块用于接触动滑块。
设置弹簧二以及顶块,在常规状态下,便于顶块下压动滑块,使得动滑块伸出定滑块,此时,弹簧一处于挤压状态。
所述动滑块9与定滑块10的接触面呈斜面。
这样,便于两者可靠滑动。动滑块和定滑块的接触端可设置成截面为T字形或半圆形,根据工况进行设置。
所述定位块16的顶面高于板状本体181的顶面。
这样,使得型材可靠贴靠定位块,定位可靠。
所述脱料板7上设有定位孔72,所述定位块用于伸入定位孔内。
设置定位孔,在保证定位块对型材定位的前提下,便于定位块的导向,提高后续冲针动作的可靠性。
还包括冲孔入子15,所述冲孔入子设在凹模上、且位于冲针的下方,所述冲孔入子伸入型材的相邻散热鳍片之间。
设置冲孔入子,一方面,便于对型材进行定位;另一方面,配合冲针可靠冲孔动作。
对于本案所公开的内容,还有以下几点需要说明:
(1)、本案所公开的实施例附图只涉及到与本案所公开实施例所涉及到的结构,其他结构可参考通常设计;
(2)、在不冲突的情况下,本案所公开的实施例及实施例中的特征可以相互组合以得到新的实施例;
以上,仅为本案所公开的具体实施方式,但本公开的保护范围并不局限于此,本案所公开的保护范围应以权利要求的保护范围为准。
- 一种冲切型材模具
- 一种新型凸点模具冲切改变离型材料离型力治具