一种工程车轮通用内旋机装置及其加工方法
文献发布时间:2023-06-19 11:09:54
技术领域
本发明涉及工程车轮加工技术领域,具体地说,是一种工程车轮通用内旋机装置,以及利用该内旋机装置加工工程车轮的方法。
背景技术
工程车轮是工程车的重要部件,其核心部件为内部车轮辋,车轮辋的性能好坏直接决定了工程车行驶的安全与否。现有工程车车轮辋采用高强度钢板材质,需要通过下料、卷筒、焊接、扩圆、旋压及机加工等工序制备而成。
目前,工程车轮的加工工艺较为成熟,如专利CN102555667A公开了一种工程车整体轮辋及其轮辋体制造工艺,包括轮辋体,轮辋体由圆筒整体热压制成,轮辋体制造工艺步骤依次为卷筒、压制料坯筒、压制槽圈部分制成槽圈筒、压制内轮缘部分制成轮辋体,这种轮辋加工简单,制造成本低,但厚度均匀、重量重,承受强度不高。又如专利号“201310229679.7”公开了一种汽车轮辋及其旋压工艺,采用外旋工艺,解决现有的汽车轮辋重量较重,行车阻力大以及汽车轮辋的强度不够容易变形的问题,但使用的旋压装置结构复杂,且外旋工艺控制困难,产品尺寸精度较低,必须通过后期机加工才能获得满足使用要求的轮辋尺寸,从而增加了加工成本,同时材料使用也不够节省。
查阅相关资料可知,虽然目前工程车轮的加工工艺较为成熟,加工方法也各种各样,但对于工程车轮辋结构的塑形及尺寸控制,较为先进的工艺,还是通过高温模压或者外旋旋压及机加工来完成,高温模压生产成本高、设备投入大,只能加工毛坯轮廓,后道机加工量较大;外旋旋压通过旋压模具在车轮辋毛坯外围塑形,形成不等厚结构,但由于车轮辋外围结构的曲线复杂,旋压吻合度与理论设计值始终存在一定偏差,故外旋旋压后的毛坯在高度和直径方向,还是会留有较大的余量,对外径、内径和高度均需放于后道机加工工序中完成精加工,从而获得轮辋所需精准的尺寸,该工艺的弊端是会浪费材料,同时加工成本高,生产效率也待提升。内旋工艺通常用于陶瓷等可塑性好的无机产品的生产,具有尺寸精准、生产效率高、产品致密性好等特点,如何将其用于工程车轮的生产,一直是行业内亟待解决的重要课题。
发明内容
本发明的目的是为了克服现有技术中的不足,提供一种工程车轮通用内旋机装置,具有结构紧凑、加工尺寸精准、加工效率高及操作简便等特点,本发明还提供了采用该内旋机装置,对工程车轮毛坯进行的加工方法,包括通过内旋旋轮和模具配合,采用模具固定、上料、旋轮内旋压、退回取件等步骤,可完成对工程车轮的不等厚延长加工,对节省材料、提升轮辋强度、提高加工效率具有重要意义,可广泛用于工程车轮轮辋的加工领域。
为了实现上述目的,本发明的技术方案为:一种工程车轮通用内旋机装置,包括框架,所述框架内设有滑块、旋轮机构、压紧机构和旋转平台,所述滑块上端连接轴向进给机构;所述滑块下端连接旋轮机构,所述旋轮机构底部设有旋轮;所述旋转平台上固定有模具,所述旋转平台通过主轴连接传动机构;所述压紧机构连接压紧缸,通过所述压紧机构将工件固定于模具内部;所述旋轮机构还连接径向进给机构,通过轴向进给机构和径向进给机构,配合自动控制数控系统实现按产品曲线进给加工。
本发明还公开了采用上述工程车轮通用内旋机装置,对工程车轮进行加工的方法,具体包括以下步骤:
(1)模具固定:选用与所需加工工程车轮外形形状一致的模具,将模具固定在内旋机装置的旋转平台上,并调整好水平和垂直度;
(2)工件上料:将车轮毛坯工件放置于模具内部,注意外部台阶处需与模具贴合,再利用压紧机构压紧毛坯;
(3)程序设定:根据图纸尺寸要求,在自动控制系统界面编制旋压加工程序,包括旋轮轴向和径向的进给长度和进给量;
(4)工件旋压:程序编制完后,启动开关,工件随旋转平台开始逆时针旋转,压紧机构再次压紧工件,旋轮机构向工件内部移动,使旋轮贴紧工件,并从上至下开始旋压进给,同时旋轮被动的反向旋转;旋压进给可根据加工量设置为一次或来回多次,旋压从毛坯工件内部平台连接处开始,毛坯工件在高硬度及光滑的旋轮旋压下发生薄壁和增高的延伸变形,从而获得精准直径和高度尺寸的工件,同时工件内部致密性能得到提高;
(5)退回取件:旋压进给完成后,旋轮机构移至中间并向上退至一定高处,同时压紧机构自动松开,取出加工完成的工件,重新装上毛坯工件后,启动开关即可循环加工。
作为本发明的进一步改进,所述轴向进给机构采用螺杆进给机构,包括进给螺杆和螺杆传动机构。
作为本发明的进一步改进,所述压紧机构采用可浮动式弹簧结构,针对工件表面不平可实现浮动压紧,所述压紧缸采用液压压紧方式。
作为本发明的进一步改进,所述旋转平台内设有顶出机构,在工件加工完成后将工件顶出,使得工件取出更加方便,同时通过时间继电器控制顶出机构的退回时间,实现自动退回。
作为本发明的进一步改进,所述旋轮机构设有并排两个,可沿滑块合并或者分开,每个旋轮机构底部对应设置一个旋轮,所述旋轮配有冷却水装置。
作为本发明的进一步改进,所述旋轮采用椭圆形结构,材质为金属复合陶瓷,内部连接为高强度不锈钢,旋压加工的凸出部分为氧化锆增韧氧化铝陶瓷。
作为本发明的进一步改进,所述旋转平台的转速为100~300r/min。
作为本发明的进一步改进,所述模具与车轮外形结构一致,且尺寸与车轮外径尺寸相同。
作为本发明的进一步改进,所述内旋机装置采用仿形技术,在框架外侧设置旋轮进给的仿形模具,实现旋轮按仿形模具的曲线进给加工。
作为本发明的进一步改进,所述框架底部设有可调节高度的支脚,所述支脚共设有四个,且均布于内旋机装置的四个角上。
作为本发明的进一步改进,所述框架正面还设有对拉门,所述对拉门在旋压工作时关闭,在旋压结束后打开取出工件。
作为本发明的进一步改进,所述步骤(4)中的旋轮为两个,工作时沿滑块反向分开,一前一后对工件进行同步旋压,且前旋轮加工进给量大于后旋轮加工进给量。
本发明的有益效果为:一种工程车轮通用内旋机装置,具有结构紧凑、加工尺寸精准、加工效率高及操作简便等特点;通过内旋旋轮和模具配合,可将车轮坯体高度增高10~25mm,节省毛坯钢材10%~30%,同时减少了后期机加工工作量,可提高生产效率80%以上;采用大旋轮和小旋轮相结合,大旋轮和小旋轮分别一前一后对车轮内部进行塑形,提高了旋压效率,并通过自动控制系统实现按车轮曲线进给,提高了内旋旋压的工作速率和工作精度,在尺寸精度要求不高情况下,也可省去后道机加工工序,大大节约生产成本;直观来说,以10.0/2.0-25规格车轮为例,采用外旋及传统的车轮成型工艺,其外旋加工(包括装夹、进给、卸料)时间为120~130s,且后道的机加工工作时间在5-6min/件;而采用本内旋机装置加工,其内旋加工(包括上料、进给、卸料)时间为70~75s,后道机加工工作时间1~2mim/件;换算为成本的话,相当于节约了材料费用约30元/只,一年可节省材料费用约300万元,同等生产线下年产值增加近500万元,取得较为显著的经济效益。
另外,本发明装置的压紧机构采用可浮动式弹簧结构,针对工件表面不平可实现浮动压紧,从而有效避免了硬连接带来工件内部受损的问题,这样的设计有效解决了对工件平整度要求过高的问题,事实上,生产过程中经焊接及卷圆工序的毛坯工件,其表面高度凹凸较为明显,强制压紧较为困难,且效果不佳;椭圆形的旋轮结构,减少旋压接触面,降低旋压进给阻力,同时采用金属复合陶瓷材质,保证连接处不易断裂,加工耐磨性得到有效提高,从之前旋压100个增加到500个更换,提高了生产效率;通过本发明的内旋机装置,旋压过后的车轮,其整体的理化性能指标得到了明显提高,主要表现为内部气孔率降低至0.1%以下,密度提高至7.9g/cm
附图说明
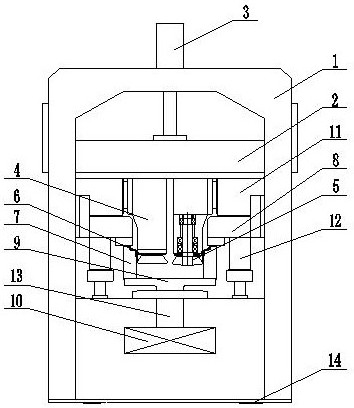
图1为本发明工程车轮通用内旋机装置的结构示意图;
图2为本发明工程车轮通用内旋机装置的另一结构示意图;
图3为本发明工程车轮通用内旋机装置的加工流程图;
图4为本发明工程车轮通用内旋机装置所加工的工程车轮前后对比结构示意图。
图中:1、框架;2、滑块;3、轴向进给机构;4、旋轮机构;5、旋轮;6、工件;7、模具;8、压紧机构;9、旋转平台;10、传动机构;11、径向进给机构;12、压紧缸;13、主轴;14、支脚;15、顶出机构;16、对拉门。
具体实施方式
下面结合附图通过具体实施例来详细描述本发明。
如图1所示,一种工程车轮通用内旋机装置,包括框架1,所述框架1内设有滑块2、旋轮机构4、压紧机构8和旋转平台9,所述滑块2上端连接轴向进给机构3;所述滑块2下端连接并排的两个旋轮机构4,所述旋轮机构4底部设有旋轮5,所述旋轮5也设有2个,且配有冷却水装置;所述旋轮5工作时分开为左右两边,并贴合工件6的内壁,一前一后分别进行大余量和小余量的旋压进给;所述工件6位于模具7内,且通过压紧机构8压紧,所述压紧机构8连接压紧缸12,所述压紧缸12采用液压压紧方式;具体的,所述模具7与车轮外形结构一致,且尺寸与车轮外径尺寸相同;所述模具7固定于旋转平台9上,所述旋转平台9连接主轴13,所述主轴13连接传动结构10,通过所述传动机构10带动旋转平台9旋转,所述旋轮机构4还连接径向进给机构11,通过轴向进给结构3和径向进给机构11实现旋轮5的横向和纵向进给,再配合自动控制数控系统实现按产品曲线进给加工,从而获得尺寸精准、内部致密的工程车车轮。
进一步地,所述轴向进给机构3采用螺杆进给机构,包括进给螺杆和螺杆传动机构,从而保证连接的旋轮5具有更大进给力,实现致密旋压效果。
进一步地,所述压紧机构8采用可浮动式弹簧结构,针对工件6表面不平可实现浮动压紧,从而有效避免了硬连接带来工件6内部受损的问题。
进一步地,所述旋轮5采用椭圆形结构,材质为金属复合陶瓷,内部连接为高强度不锈钢,旋压加工的凸出部分为氧化锆增韧氧化铝陶瓷;具体的,旋轮5还可采用一大一小结构,并采用大旋轮在前小旋轮在后的同步旋压进给加工;具体的,所述工件6固定于模具7内,并随着旋转平台9以特定速度旋转,旋轮5相当于车刀对工件进行车加工,大旋轮在前进给量较大,小旋轮在后进给量较小,两个进给量相加为所要加工获得的车轮厚度,从而避免了一次性进给量过大导致工件脱离及旋轮磨损过大的问题。
进一步地,所述内旋机装置采用仿形技术,在框架外侧设置旋轮进给的仿形模具,实现旋轮按仿形模具的曲线进给加工,这样可代替自动控制数控系统,成本更加低廉,同时达到效果一样,尤其使用车轮款式不多的加工环境。
进一步地,所述框架1底部设有可调节高度的支脚14,所述支脚14共设有四个,且均布于内旋机装置的四个角上。
如图2所示,进一步地,所述旋转平台9内设有顶出机构15,在工件6加工完成后将工件顶出,使得工件6取出更加方便,同时通过时间继电器控制顶出机构的退回时间,实现自动退回,方便员工操作;更具体的,在框架1的正面还设有对拉门16,所述对拉门16在旋压工作时关闭,在旋压结束后打开取出工件,可防止冷却水及工件未压紧时飞出,避免造成安全事故。
如图3所示,本发明还公开了采用上述工程车轮通用内旋机装置,对工程车轮进行加工的方法,具体包括以下步骤:
(1)模具固定:选用与所需加工工程车轮外形形状一致的模具,将模具固定在内旋机装置的旋转平台上,并调整好水平和垂直度;
(2)工件上料:将车轮毛坯工件放置于模具内部,注意外部台阶处需与模具贴合,再利用压紧机构压紧毛坯;
(3)程序设定:根据图纸尺寸要求,在自动控制系统界面编制旋压加工程序,包括旋轮轴向和径向的进给长度和进给量;
(4)工件旋压:程序编制完后,启动开关,工件随旋转平台开始逆时针旋转,压紧机构再次压紧工件,旋轮机构向工件内部移动,使旋轮贴紧工件,并从上至下开始旋压进给,同时旋轮被动的反向旋转;旋压进给可根据加工量设置为一次或来回多次,旋压从毛坯工件内部平台连接处开始,毛坯工件在高硬度及光滑的旋轮旋压下发生薄壁和增高的延伸变形,从而获得精准直径和高度尺寸的工件,同时工件内部致密性能得到提高;
(5)退回取件:旋压进给完成后,旋轮机构移至中间并向上退至一定高处,同时压紧机构自动松开,取出加工完成的工件后,启动开关即可循环加工。
如图4所示,经过本发明内旋机装置的步骤(1)~(5)加工后,工程车轮从图4(a)的工件毛坯,旋压制备成图4(b)的工程车轮辋成品;从图4中可以看出,旋压主要改变了工程车轮下半部分结构,即内部的a1、a2、a3结构变成b1、b2、b3结构,具体来说,就是圆弧倒角a1加工为45°倒角b1,内部斜面a2加工为垂直面b2,外部的斜面a3加工为两段斜面结构b3,并呈不等厚结构,且工件总高度增加了15~30mm。
实施例1
(1)模具固定:选用与规格型号为10.0/2.0-25工程车轮外形形状一致的模具,将模具固定在内旋机装置的旋转平台上,并调整好水平和垂直度;
(2)工件上料:将25寸的车轮毛坯工件放置于模具内,注意外部台阶处需与模具贴合,再利用压紧机构压紧毛坯工件;
(3)程序设定:根据10.0/2.0-25车轮图纸尺寸要求,在自动控制系统界面编制旋压加工程序,设置前旋轮和后旋轮先按45°进给,再按90°垂直向下进给,且前旋轮的进给量为2.0mm,后旋轮的进给量为1.0mm,车轮台阶处高度从毛坯的48mm增加至60mm,内径设定加工值为608±0.5mm;
(4)工件旋压:程序编制完后,启动开关,工件随旋转平台开始以150r/min逆时针旋转,压紧机构再次压紧工件,并排的两个旋轮机构反向移动至规定位置,前旋轮贴近内壁2mm先进给旋压,后旋轮贴近内壁3mm后进给旋压,同时开启冷却水喷至旋轮表面;
(5)退回取件:旋压进给完成后,分离的两个旋轮机构移至中间贴紧,然后向上退至一定高处,同时压紧机构上升,然后顶出机构将工件顶出,开启对拉门将加工完成工件取出,10s后顶出机构自动退回,重新放入毛坯工件,启动开关即可循环加工。
实施例2
(1)模具固定:选用与规格型号为8.0-15工程车轮外形形状一致的模具,将模具固定在内旋机装置的旋转平台上,并调整好水平和垂直度;
(2)工件上料:将15寸的车轮毛坯工件放置于模具内,注意外部台阶处需与模具贴合,再利用压紧机构压紧毛坯工件;
(3)程序设定:根8.0-25车轮图纸尺寸要求,在自动控制系统界面编制旋压加工程序,设置前旋轮和后旋轮先按45°进给,再按90°垂直向下进给,且前旋轮的进给量为2.5mm,后旋轮的进给量为1.2mm,车轮台阶处高度从毛坯的40mm增加至56.5mm,内径设定加工值为371±0.5mm;
(4)工件旋压:程序编制完后,启动开关,工件随旋转平台开始以200r/min逆时针旋转,压紧机构再次压紧工件,并排的两个旋轮机构反向移动至规定位置,前旋轮贴近内壁2.5mm先进给旋压,后旋轮贴近内壁3.7mm后进给旋压,同时开启冷却水喷至旋轮表面;
(5)退回取件:旋压进给完成后,分离的两个旋轮机构移至中间贴紧,然后向上退至一定高处,同时压紧机构上升,然后顶出机构将工件顶出,开启对拉门将加工完成工件取出,5s后顶出机构自动退回,重新放入毛坯工件,启动开关即可循环加工。
实施例3
(1)模具固定:选用与规格型号为8.0-15工程车轮外形形状一致的模具,将模具固定在内旋机装置的旋转平台上,并调整好水平和垂直度;
(2)工件上料:将15寸的车轮毛坯工件放置于模具内,注意外部台阶处需与模具贴合,再利用压紧机构压紧毛坯工件;
(3)程序设定:根8.0-25车轮图纸尺寸要求,安装仿形模具,前旋轮和后旋轮分别对应不同的仿形曲线,经过仿形加工后,车轮台阶处高度从毛坯的40mm增加至56.5mm,内径设定加工值为371±0.5mm;
(4)工件旋压:启动开关,工件随旋转平台开始以300r/min逆时针旋转,压紧机构再次压紧工件,并排的两个旋轮机构反向移动至规定位置,然后分别按照仿形模具的曲线进给加工,同时开启冷却水喷至旋轮表面;
(5)退回取件:旋压进给完成后,分离的两个旋轮机构移至中间贴紧,然后向上退至一定高处,同时压紧机构上升,然后顶出机构将工件顶出,开启对拉门将加工完成工件取出,8s后顶出机构自动退回,重新放入毛坯工件,启动开关即可循环加工。
以规格型号为10.0/2.0-25的车轮为例,通过试验结果对比发现,经过本发明内旋机装置加工的工件理化性能指标与普通旋压加工、模压加工工件相比,其与模压加工相比在密度、屈服强度、抗拉强度、加工效率等方面具有显著提高,与普通旋压加工相比加工效率、尺寸精度有明显提升,具体如下表1所示。因此,采用本发明的内旋机装置生产的工程车轮性能更加优异,且经济效益显著。
最后,还要注意的是,本发明还可用其他的不违背本发明的精神和主要特征的具体形式来概述。因此,无论从哪一点来看,本发明的上述各实施方案都只能认为是对本发明的说明而不能限制本发明;权利要求指出了本发明的范围,而上述的说明并未指出本发明的范围;因此,在与本发明的权利要求书相当的含义和范围内的任何变化,都应认为是包括在权利要求书的范围内。
- 一种工程车轮通用内旋机装置及其加工方法
- 一种工程车轮通用内旋机装置