一种工业用球阀批量成型装置
文献发布时间:2023-06-19 11:09:54
技术领域
本发明涉及一种批量成型装置,尤其涉及一种工业用球阀批量成型装置。
背景技术
目前在对工业用球阀加工成型时,其中有工序需要将球阀底料放入成型容器中,再将用手借助工具打压在容器中的底料加以成型,使打压工具与底料充受力均匀成型,而目前在进行此工序时,很多都采用人工进行,也就是需要人工手持工具将在容器中的底料进行打压成型,采用这样的方式存在的缺点是需要大量的人力,使工作费时费力,并且在打压过程中,因为手部受力面积不均匀,无法正确观察球阀的成型状况,导致成型不彻底。
综上所述的球阀成型的工序中存在的问题,设计一种省时省力、无需人工手动打压成型、工作效率高的工业用球阀批量成型装置。
发明内容
为了克服人工进行打压球阀成型费时费力,并且手部受力面积不均匀,导致成型不彻底的缺点,要解决的技术问题是:提供一种省时省力且工作效率高的工业用球阀批量成型装置。
技术方案:一种工业用球阀批量成型装置,包括有:
底板和第一支撑架,底板的一侧设有第一支撑架;
电机,第一支撑架的顶部设有电机;
下料机构,底板的一侧设有下料机构;
推送机构,底板一侧与电机输出轴和下料机构之间连接有推送机构,推送机构位于第一支撑架一侧;
传送机构,底板一侧与电机输出轴之间连接有传送机构。
作为本发明的一种优选技术方案,推送机构包括有:
转轴,底板一端转动式连接有转轴;
第一传送组件,转轴一侧与电机输出轴之间连接有第一传送组件,转轴一侧与下料机构部件转动式连接;
圆形转盘,转轴一端连接有圆形转盘;
第一滑杆,圆形转盘一侧转动式连接有第一滑杆;
第二滑杆,下料机构一侧部件上部滑动式连接第二滑杆,第一滑杆一侧与第二滑杆中部滑动式连接;
挤压块,第二滑杆一端连接有两个挤压块。
作为本发明的一种优选技术方案,传送机构包括有:
第二支撑架,底板的四侧均设有第二支撑架;
第二传送组件,第二支撑架之间转动式连接有第二传送组件;
全齿轮,第二传送组件一侧连接有全齿轮;
缺齿轮,电机输出轴上连接有缺齿轮,全齿轮与缺齿轮之间啮合。
作为本发明的一种优选技术方案,还包括有下料机构,下料机构包括有:
第二支撑柱,底板一侧设有两根第二支撑柱;
下料框,第二支撑柱一端设有下料框,下料框的一侧和第二滑杆滑动式连接;
隔离板,下料框底部滑动式连接有隔离板;
挡板,下料框底部滑动式连接有挡板,挡板位于隔离板一侧,挡板和隔离板连接;
滑块,挡板一侧连接有滑块;
第一挡块,下料框一侧设有第一挡块;
扭力弹簧,滑块一侧连接有两个扭力弹簧,扭力弹簧的底部之间连接有L形块;
第二挡块,第二传送组件一侧均匀连接有第二挡块;
第一直线弹簧,滑块的一侧和下料框之间连接有第一直线弹簧。
作为本发明的一种优选技术方案,还包括有装料机构,装料机构包括有:
装料框,底板一侧连接有装料框;
第二直线弹簧,装料框内部一侧设有两个第二直线弹簧;
托板,第二直线弹簧顶部连接有托板,托板与装料框滑动式连接;
收集框,底板一侧连接有收集框。
作为本发明的一种优选技术方案,收集框形状为长方体。
本发明的有益效果:本发明通过推送机构和下料机构之间的配合,进而带动隔离板和挡板向右移,从而将下料促使球阀下压成型,如此,便无需人工用手借助工具打成压型,省时省力,提高球阀批量成型的效率;通过设有装料机构,使得成型后的球阀可以自行进入到收集框内,更加便于对球阀收集。
附图说明
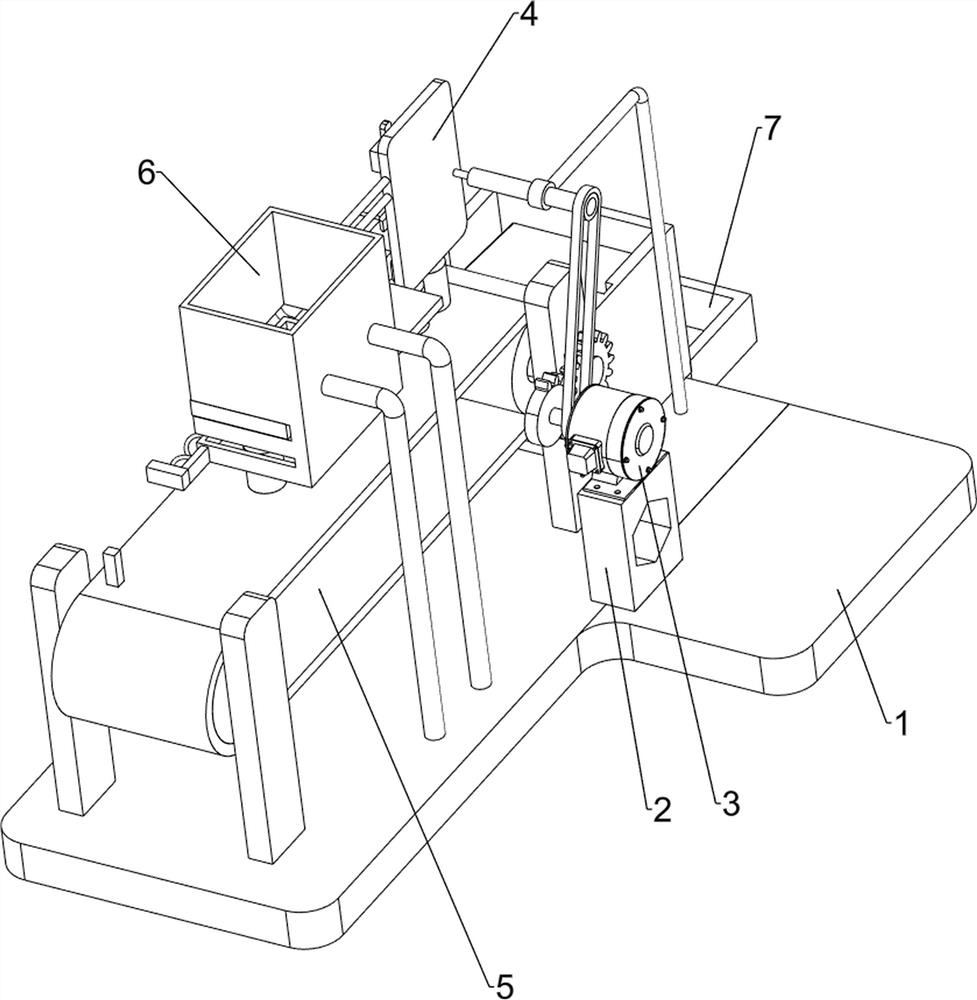
图1为本发明的立体结构示意图。
图2为本发明的挤压机构立体结构示意图。
图3为本发明的传送机构立体结构示意图。
图4为本发明的下料机构立体结构示意图。
图5为本发明的装料机构立体结构示意图。
附图中标记为:1-底板,2-第一支撑架,3-电机,4-推送机构,41-第一传送组件,42-转轴,43-圆形转盘,44-第一滑杆,45-第二滑杆,46-挤压块,5-传送机构,51-第二支撑架,52-第二传送组件,53-全齿轮,54-缺齿轮,6-下料机构,61-第二支撑柱,62-下料框,63-隔离板,64-挡板,65-滑块,66-第一挡块,67-扭力弹簧,68-第二挡块,610-第一直线弹簧,7-装料机构,71-装料框,72-托板,73-第二直线弹簧,74-收集框。
具体实施方式
下面结合附图和实施例对本发明进一步地进行说明。
实施例1
一种工业用球阀批量成型装置,如图1所示,包括有底板1、第一支撑架2、电机3、推送机构4、传送机构5和下料机构6,底板1的右前侧设有第一支撑架2,第一支撑架2的顶部设有电机3,底板1的左前侧设有下料机构6,底板1右侧顶部左端与电机3输出轴和下料机构6之间连接有推送机构4,推送机构4位于第一支撑架2右侧,底板1左侧与电机3输出轴之间连接有传送机构5。
当人们需要将球阀进行批量成型时,可以将球阀分别放进下料机构6,启动电机3,电机3带动传送机构5转动同时带动推送机构4转动,传送机构5转动带动下料机构6将球阀进行下料,随后推送机构4的部件对球阀进行挤压成型,完成后,人们将球阀取出,关闭电机3。
实施例2
在实施例1的基础之上,如图2-5所示,推送机构4包括有第一传送组件41、转轴42、圆形转盘43、第一滑杆44、第二滑杆45和挤压块46,底板1右侧顶部左端转动式连接有转轴42,转轴42前侧与电机3输出轴之间连接有第一传送组件41,转轴42后侧与下料机构6部件转动式连接,转轴42后端连接有圆形转盘43,圆形转盘43左侧转动式连接有第一滑杆44,下料机构6右侧部件左上部滑动式连接第二滑杆45,第一滑杆44左侧与第二滑杆45中部滑动式连接,第二滑杆45底端连接有两个挤压块46。
启动电机3,电机3输出轴转动带动第一传送组件41和转轴42转动,转轴42带动圆形转盘43转动,圆形转盘43带动第一滑杆44呈口字型移动,第一滑杆44移动带动第二滑杆45和挤压块46不断地上下移动,使得挤压块46对球阀进行不断地挤压成型,完成后,关闭电机3。
传送机构5包括有第二支撑架51、第二传送组件52、全齿轮53和缺齿轮54,底板1的四侧均设有第二支撑架51,第二支撑架51之间转动式连接有第二传送组件52,第二传送组件52右前侧连接有全齿轮53,电机3输出轴上连接有缺齿轮54,全齿轮53与缺齿轮54之间啮合。
当人们需要将球阀进行批量成型时,通过下料机构6的部件使得球阀间隔性的掉到第二传送组件52上,电机3输出轴转动带动全齿轮53转动,当缺齿轮54与全齿轮53啮合时,带动全齿轮53和第二传送组件52转动,进而使得球阀不断地向右移动,这样既可实现传送球阀的效果,当缺齿轮54与全齿轮53分离时,全齿轮53和第二传送组件52停止转动,球阀即可停止移动。
还包括有下料机构6,下料机构6包括有第二支撑柱61、下料框62、隔离板63、挡板64、滑块65、第一挡块66、扭力弹簧67、第二挡块68和第一直线弹簧610,底板1左部前侧设有两根第二支撑柱61,第二支撑柱61后侧顶端设有下料框62,下料框62的右侧和第二滑杆45滑动式连接,下料框62底部滑动式连接有隔离板63,下料框62底部滑动式连接有挡板64,挡板64位于隔离板63下侧,挡板64和隔离板63连接,下料框62右侧底部设有第一挡块66,挡板64左后侧连接有滑块65,滑块65下侧连接有两个扭力弹簧67,扭力弹簧67的底部之间连接有L形块,第二传送组件52后侧均匀连接有第二挡块68,滑块65的左侧和下料框62之间连接有第一直线弹簧610。
当人们需要将球阀进行批量成型时,先将球阀分别放置下料框62内,球阀掉入到挡板64上,挡板64挡住球阀向下掉落,第二传送组件52转动式带动第二挡块68向右转动,当第二挡块68与L形块接触时,带动L形块、扭力弹簧67、滑块65、挡板64和隔离板63向右移动,位于挡板64上的球阀向下掉落,同时隔离板63挡住了以上的球阀以免上面的球阀掉落,此时第一直线弹簧610被拉伸,当滑块65向右移动到与第一挡块66接触时,第一挡块66阻挡住滑块65,以免滑块65继续向右移动,此时第二挡块68挤压L形块,使得L形块向上移动,扭力弹簧67被压缩,当第二挡块68与形块L形块分离时,在扭力弹簧67的作用下,带动L形块向下移动复位,同时在第一直线弹簧610的作用下带动滑块65、挡板64和隔离板63向左移动复位,重复这个动作就可以实现间隔下料的效果。
还包括有装料机构7,装料机构7包括有装料框71、托板72、第二直线弹簧73和收集框74,底板1右后侧连接有装料框71,装料框71内底部左侧设有两个第二直线弹簧73,第二直线弹簧73顶部连接有托板72,托板72与装料框71滑动式连接,底板1右后侧连接有收集框74。
当球阀被挤压成型后掉入到装料框71内的托板72上,由于重力作用,第二直线弹簧73向下压缩,托板72倾斜球阀掉落到收集框74内,球阀掉落后,由于重力减轻,第二直线弹簧73带动托板72复位。
还包括有收集框74,收集框74形状为长方体。
以上所述仅是本发明的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明原理的前提下,还可以做出若干改进和润饰,这些改进和润饰也应视为本发明的保护范围。
- 一种工业用球阀批量成型装置
- 一种工业肥皂大批量成型装置