一种凸包整形装置及其加工方法
文献发布时间:2023-06-19 11:09:54
技术领域
本发明涉及冲压装置技术领域,尤其是一种凸包整形装置及其加工方法。
背景技术
在电视机背板中有着许多各种形状的凸包,其大小高度也不一样,在设计凸包成型的模具中,其工序不一样,特别是形状负责,凸包比较高的(一般在9.0-13.5mm的,或者以上的),如果一次拉伸很难达到要求,其需第一步拉伸,第二步整形,一般来说第一步拉伸凸包其形状和高度并不是精确的,其形状要比需要的凸包高大,在第二步甚至是第三步把凸包整形到位。
发明内容
本发明的目的是提供一种可以对凸包进行有效整形,并防止凸包断裂,降低报废率的凸包整形装置。
为了实现上述目的,本发明提供的技术方案为:一种凸包整形装置,包括上模板、下模板、第一整形镶件和第二整形镶件;所述第一整形镶件与所述上模板连接,所述第一整形镶件自上而下包括第一凸包冲头和凸包形腔,所述凸包形腔呈圆台状;所述第二整形镶件与所述下模板连接,所述第二整形镶件与所述第一整形镶件位置相对应,所述第二整形镶件包括第二凸包冲头,所述第二凸包冲头呈圆台状。
进一步地,所述凸包形腔的侧面与凸包间隔设置,间隔距为0.1-0.3mm。
进一步地,所述第一整形镶件与所述上模板一体成型设置。
进一步地,所述第一整形镶件与所述上模板可拆卸连接。
进一步地,所述上模板上设有用于容置所述第一整形镶件的第一容置槽。
进一步地,所述第二凸包冲头的侧面与凸包间隔设置,间隔距为0.1-0.3mm。
进一步地,所述第二整形镶件与所述下模板一体成型设置。
进一步地,所述第二整形镶件与所述下模板可拆卸连接。
进一步地,所述下模板上设有用于容置所述第二整形镶件的第二容置槽,所述第二凸包冲头设于所述第二容置槽外部。
另一方面,本发明还提供了一种凸包整形装置的加工方法,包括以下步骤:
S1:背板对准,将电视机背板上拉伸出的凸包放置于第二整形镶件处,凸包的轴线与第二凸包冲头的轴线对准;
S2:闭模整形凸冲,将上模板和下模板闭合,电视机背板上的凸包对准进入到第一整形镶件的凸包形腔内,通过冲床施加60T-500T的压力,持续0.5-1s后上模板和下模板开模,循环上述操作2-3次,其中,每次的的间隔时间为1-2s;
S3:高度检查,检查整形凸冲后的凸包是否与第二凸包冲头高度一致,若是,则取下电视机背板得到凸包整形合格的电视机背板。
本发明的有益效果在于:
1、通过将凸包形腔和第二凸包冲头设置成圆台形,这样与凸包的接触面为圆形面,在同样周长的情况下,平面图形圆形的面积最大,因此采用圆形接触面,不仅凸包形腔和第二凸包冲头的规格得到了一定程度的减小,节省了使用成本,而且与凸包的接触面积变大使得凸包受力更均匀不易开裂,拉伸出的凸包是半球形的,通过整形使凸包呈圆台形,同理采用圆形接触面,凸包与安装在其上面的零配件接触面积更大,零配件更好装配。
2、凸包形腔的侧面与凸包间隔设置以及第二凸包冲头的侧面与凸包间隔设置有效防止了在凸包整形装置闭模对凸包进行高度调节中,凸包因受力向两侧传递压力造成凸包破裂的风险,通过设置适度的缝隙间隔,给了凸包向两侧释放压力一定的形变空间,这样可以在保证凸包高度精确的情况下,产品报废率得到有效降低。
3、凸包整形装置的加工方法中,在闭模整形凸冲的步骤采用等间隔多次循环开闭模施压凸冲的方式对凸包进行整形操作,背板在经过凸包拉伸的工序后,凸包部位相比其他区域要脆弱,相比现在的一次性施压整形操作,等间隔多次循环施压的方式可以减少每次闭模施压的时间,有效避免了凸包因施压时间过长而破裂的风险,而且等间隔多次循环施压可以有效降低凸包在受力过程中的横向形变度。
附图说明
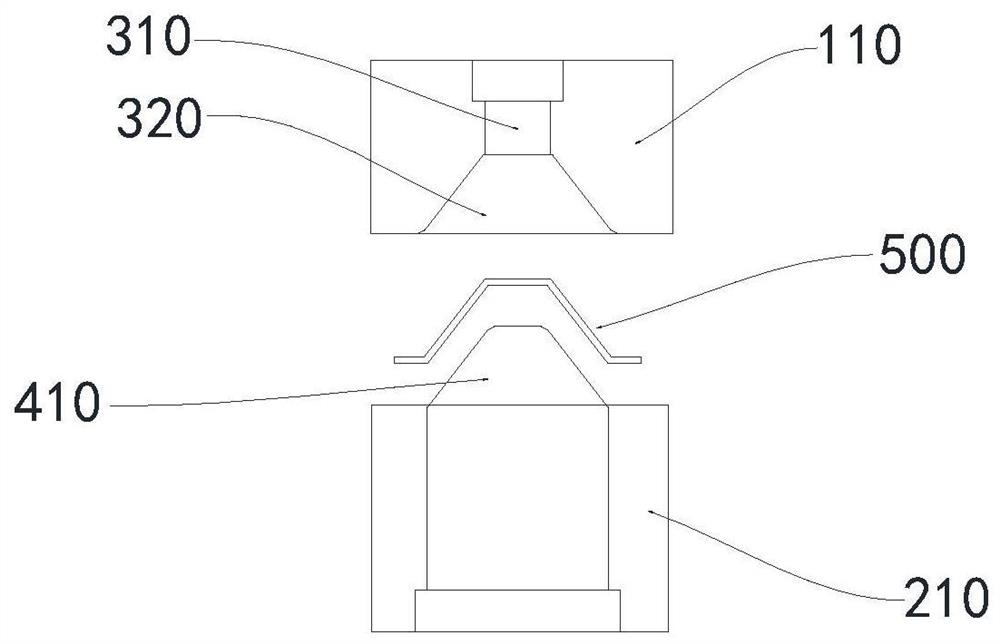
图1是本发明实施例的整体结构示意图。
图2是本发明实施例的开模状态结构示意图。
图3是本发明实施例的闭模状态结构示意图。
图中,上模板100,第一容置槽110;下模板200,第二容置槽210;第一整形镶件300,第一凸包冲头310,凸包形腔320;第二整形镶件400,第二凸包冲头410;凸包500。
具体实施方式
为了使本发明的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本发明一种凸包整形装置及其加工方进行进一步详细说明。应当理解,此处所描述的具体实施例仅用以解释本发明,并不用于限定本发明。
在本发明的描述中,除非另有说明,“多个”的含义是两个或两个以上;术语“中心”、“纵向”、“横向”、“上”、“下”、“左”、“右”、“内”、“外”、“前端”、“后端”、“头部”、“尾部”、“竖直”、“水平”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。此外,术语“第一”、“第二”、“第三”等仅用于描述目的,而不能理解为指示或暗示相对重要性。
在本发明的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以通过具体情况理解上述术语在本发明中的具体含义。
本发明提供的一种实施方式中,凸包整形装置主要包括上模板100和下模板200、第一整形镶件300和第二整形镶件400。
其中,第一整形镶件300与上模板100连接,第一整形镶件200自上而下包括第一凸包冲头310和凸包形腔320,凸包形腔320呈圆台状,第一凸包冲头310用于支撑住凸包形腔320,在闭模整形时第一凸包冲头310提供反作用力使得凸包在凸包形腔320里进行高度整形,第一整形镶件300与上模板100可以是固定连接(例如焊接、一体成型设置等),也可以是可拆卸连接(例如螺接、卡接等),优选螺接,成本低,后期维护拆装更换方便。
第二整形镶件400与下模板200连接,第二整形镶件400与第一整形镶件300位置相对应,第二整形镶件400包括第二凸包冲头410,第二凸包冲头410呈圆台状,第二整形镶件400与下模板200可以是固定连接(例如焊接、一体成型设置等),也可以是可拆卸连接(例如螺接、卡接等),优选螺接,成本低,后期维护拆装更换方便。
通过将凸包形腔320和第二凸包冲头410设置成圆台形,这样与凸包的接触面为圆形面,在同样周长的情况下,平面图形圆形的面积最大,因此采用圆形接触面,不仅凸包形腔和第二凸包冲头的规格得到了一定程度的减小,节省了使用成本,而且与凸包的接触面积变大使得凸包受力更均匀不易开裂,拉伸出的凸包是半球形的,通过整形使凸包呈圆台形,同理采用圆形接触面,凸包与安装在其上面的零配件接触面积更大,零配件更好装配。
需要提到的是,为了方便第一整形镶件300和第二整形镶件400的位置对准,可以向第一整形镶件300和第二整形镶件400上分别设有一个垂直方向的红外线发射器和红外线感应器,若第一整形镶件300和第二整形镶件400没有对准,红外线感应器接收不到红外线,可通过安装在凸包整形装置上的警示灯或警示铃提示。
为了有效防止了在凸包整形装置闭模对凸包进行高度调节中,凸包因受力向两侧传递压力造成凸包破裂的风险,凸包形腔320的侧面可与凸包500间隔设置,通过设置适度的缝隙间隔,给了凸包向两侧释放压力一定的形变空间,这样可以在保证凸包高度精确的情况下,产品报废率得到有效降低,同理,第二凸包冲头410的侧面可与凸包500间隔设置,间隔距的选取不能太大,因为太大会造成凸包的横向变形量很大,可能会影响凸包的性能,太小凸包向两侧释放压力不够还是会有破裂风险,因此间隔距在0.1-0.3mm最佳,优选0.2mm。
为了使凸包整形装置整体结构更紧凑,上模板100上可以设有用于容置所述第一整形镶件300的第一容置槽110,这样第一整形镶件300整体设置在第一容置槽110内,上模板100在装配第一整形镶件300后整体的垂直高度并未增加,而且整体结构更稳定;同理,下模板200上设有用于容置第二整形镶件400的第二容置槽210,第二凸包冲头410设于第二容置槽210外部。
另外,本发明还提供了凸包整形装置的加工方法,提供以下几种实施例:
实施例一
凸包整形装置针对小尺寸的电视机背板凸包整形装置的加工方法,包括以下步骤:
S1:背板对准,将电视机背板上拉伸出的凸包放置于第二整形镶件400处,凸包的轴线与第二凸包冲头410的轴线对准;
S2:闭模整形凸冲,将上模板和下模板闭合,电视机背板上的凸包对准进入到第一整形镶件200的凸包形腔320内,通过冲床施加60T的压力,持续1s后上模板100和下模板200开模,循环上述操作3次,其中,每次的的间隔时间为1s;
S3:高度检查,检查整形凸冲后的凸包是否与第二凸包冲头410高度一致,若是,则取下电视机背板得到凸包整形合格的电视机背板,若否,则再次进行步骤S2操作,直到高度检查合格为止。
实施例二
凸包整形装置针对小尺寸的电视机背板凸包整形装置的加工方法,包括以下步骤:
S1:背板对准,将电视机背板上拉伸出的凸包放置于第二整形镶件400处,凸包的轴线与第二凸包冲头410的轴线对准;
S2:闭模整形凸冲,将上模板和下模板闭合,电视机背板上的凸包对准进入到第一整形镶件200的凸包形腔320内,通过冲床施加160T的压力,持续0.8s后上模板100和下模板200开模,循环上述操作2次,其中,每次的的间隔时间为1.3s;
S3:高度检查,检查整形凸冲后的凸包是否与第二凸包冲头410高度一致,若是,则取下电视机背板得到凸包整形合格的电视机背板,若否,则再次进行步骤S2操作,直到高度检查合格为止。
实施例三
凸包整形装置针对大尺寸的电视机背板凸包整形装置的加工方法,包括以下步骤:
S1:背板对准,将电视机背板上拉伸出的凸包放置于第二整形镶件400处,凸包的轴线与第二凸包冲头410的轴线对准;
S2:闭模整形凸冲,将上模板和下模板闭合,电视机背板上的凸包对准进入到第一整形镶件200的凸包形腔320内,通过冲床施加250T的压力,持续0.7s后上模板100和下模板200开模,循环上述操作3次,其中,每次的的间隔时间为1.5s;
S3:高度检查,检查整形凸冲后的凸包是否与第二凸包冲头410高度一致,若是,则取下电视机背板得到凸包整形合格的电视机背板,若否,则再次进行步骤S2操作,直到高度检查合格为止。
实施例四
凸包整形装置针对大尺寸的电视机背板凸包整形装置的加工方法,包括以下步骤:
S1:背板对准,将电视机背板上拉伸出的凸包放置于第二整形镶件400处,凸包的轴线与第二凸包冲头410的轴线对准;
S2:闭模整形凸冲,将上模板和下模板闭合,电视机背板上的凸包对准进入到第一整形镶件200的凸包形腔320内,通过冲床施加500T的压力,持续0.5s后上模板100和下模板200开模,循环上述操作2次,其中,每次的的间隔时间为2s;
S3:高度检查,检查整形凸冲后的凸包是否与第二凸包冲头410高度一致,若是,则取下电视机背板得到凸包整形合格的电视机背板,若否,则再次进行步骤S2操作,直到高度检查合格为止。
凸包整形装置的加工方法中,在闭模整形凸冲的步骤采用等间隔多次循环开闭模施压凸冲的方式对凸包进行整形操作,背板在经过凸包拉伸的工序后,凸包部位相比其他区域要脆弱,相比现在的一次性施压整形操作,等间隔多次循环施压的方式可以减少每次闭模施压的时间,有效避免了凸包因施压时间过长而破裂的风险,而且等间隔多次循环施压可以有效降低凸包在受力过程中的横向形变度。
以上所述,仅是本发明的较佳实施例而已,并非对本发明作任何形式上的限制,虽然本发明已以较佳实施例揭露如上,然而并非用以限定本发明,任何熟悉本专业的技术人员,在不脱离本发明技术方案范围内,当可利用上述揭示的技术内容做出些许更动或修饰为等同变化的等效实施例,但凡是未脱离本发明技术方案内容,依据本发明的技术实质对以上实施例所作的任何简单修改、等同变化与修饰,均仍属于本发明技术方案的范围内。
- 一种凸包整形装置及其加工方法
- 一种键盘底板加工用凸包整形装置