一种H型钢精整系统及其精整方法
文献发布时间:2023-06-19 11:09:54
技术领域
本发明涉及热轧型钢技术领域,更具体地说是一种H型钢精整系统及其精整方法。
背景技术
H型钢是我国广泛使用的一种钢材产品,随着经济的发展,对重型H型钢的产量的需求越来越大,对H型钢的要求由轻型普通H型钢向重型H型钢发展,要求能高效生产重型H型钢。
原有履带型钢后道精整的具体工艺步骤为:原料准备、蓄热式加热、高压水除鳞、粗轧、高压水除鳞、中轧、高压水除鳞、成品轧制、红钢检验、热锯定尺粗切、冷床冷却、成品初检、矫直、收集料、人工打包、锯床定尺精切、标识、成品终检、司磅和入库。
成品轧制出热型钢后进行后道精整工艺,利用热锯定尺粗切,粗切时必须留有80mm~100mm锯床精切余量,以便后序锯床定尺精切;随后型钢输送到冷床,冷却至85℃;型钢进矫直机矫直;矫直后型钢输送至编组;编组利用移钢链将型钢移至收集槽;收集槽中混放不同定尺的型钢,给打包带来不便。利用行车将散乱型钢吊运至地轨平车,利用平车输送至打包跨并利用行车吊运至缓冲场地。待打包台架腾空后,利用行车将定尺不一的型钢再次吊至人工打包台架,人工将散乱型钢逐支挑拣按照定尺规格翻钢打包捆扎,此工序工人劳动强度大,容易出工伤。打包后,利用行车将型钢吊运至带锯床,按照定尺长度精切。精切后按照型钢规格贴标签,成品检验后司磅入库。
经检索,关于解决上述不同定尺长度型钢混放在同个收集槽,然后利用人工定尺分拣、人工打包,作业流程效率低,人工劳动强度大,易出工伤的不足,目前已有相关专利公开。如,中国专利申请号为:CN201910549083.2,申请日为:2019年6月24日的发明专利申请,公开了一种型钢生产方法,它包括轧制工艺和后道精整工艺,所述轧制工艺用于轧制出热型钢,所述后道精整工艺包括:冷却步骤,所述冷却步骤包括将型钢冷却至90℃以下;矫直步骤,所述矫直步骤包括对型钢进行矫直;编组输送步骤,所述编组输送步骤包括输送型钢;冷剪步骤,所述冷剪步骤包括冷剪切断型钢。但是该方案的不足之处在于:该方案适用于普通的H型钢,无法满足重型H型钢的精整,需要另外再建一条离线重型H型钢精整线,需要将热轧H型钢生产线上的重型H型钢用行车单根吊运到离线的重型H型钢精整线上进行精整,导致生产效率较低,生产成本较高。
发明内容
1.发明要解决的技术问题
针对现有技术中重型H型钢生产的效率低、成本高的问题,本发明设计了一种H型钢精整系统及其精整方法,它通过将热轧H型钢生产线和重型H型钢离线精整线结合起来,实现普通H型钢和重型H型钢全自动化在线精整,减轻了人工劳动强度。
2.技术方案
为达到上述目的,本发明提供的技术方案为:
一种H型钢精整系统,包括普通H型钢的精整装置和重型H型钢的精整装置,包括通过辊道依次排列连接的辊式矫直机、成排台架、定尺锯机、成品检查台架、压力矫直机、过渡台架和成品收集台架;在成排台架的后方通过辊道依次排列连接有非定尺锯机、非定尺检查台架和非定尺收集台架;所述压力矫直机与所述非定尺收集台架通过辊道连接。
其中,普通H型钢的精整装置包括通过辊道依次排列连接的辊式矫直机、成排台架、定尺锯机、成品检查台架和成品收集台架;重型H型钢的精整装置包括通过辊道依次排列连接的成排台架、成品检查台架、压力矫直机、过渡台架和成品收集台架;从而将普通H型钢生产线和重型H型钢离线精整线结合起来,可以实现普通H型钢和重型H型钢的在线矫直,减轻了人工劳动强度,节约了生产成本。
进一步的技术方案,所述非定尺锯机为冷锯机Ⅲ,用于处理非定尺H型钢。
进一步的技术方案,所述定尺锯机设有两个,包括冷锯机Ⅰ和冷锯机Ⅱ,提高生产效率。
进一步的技术方案,所述成品检查台架和成品收集台架均设有两个,所述成品检查台架包括成品检查台架Ⅰ和成品检查台架Ⅱ;所述成品收集台架包括成品收集台架Ⅰ和成品收集台架Ⅱ;所述成品检查台架Ⅰ和所述成品收集台架Ⅰ对应设置,所述成品检查台架Ⅱ和所述成品收集台架Ⅱ对应设置。
进一步的技术方案,所述成品检查台架和成品收集台架之间还设有码垛台架;所述码垛台架设有两个,包括码垛台架Ⅰ和码垛台架Ⅱ,进一步提高生产效率。
一种H型钢的精整方法,采用上述的H型钢精整系统,H型钢精整系统能够对普通H型钢和重型H型钢分别进行在线精整。
进一步的技术方案,普通H型钢的精整步骤如下:
步骤一、矫直:从冷床下来的冷却到80℃以下的单根普通H型钢由辊道输送到辊式矫直机内进行矫直;
步骤二、成排:矫直后的单根普通H型钢由辊道输送到成排台架进行分组和定位;
步骤三、定尺锯切:成组的普通H型钢由辊道送入冷锯机Ⅰ和冷锯机Ⅱ进行切头尾和定尺锯切;
步骤四、成品检查:定尺锯切后的普通H型钢由辊道送入成品检查台架Ⅰ或成品检查台架Ⅱ进行翼缘和腹板的检查;
步骤五、成品码垛:经过检查合格的定尺普通H型钢在码垛台架Ⅰ或码垛台架Ⅰ上由码垛机按包装要求进行码垛;
步骤六、成品收集:码好垛的普通H型钢,由辊道输送到收集台架Ⅰ或收集台架Ⅰ上进行打捆,等待行车吊运。
进一步的技术方案,还包括如下步骤:
步骤七、非定尺锯切:经过成品检查台架Ⅰ或成品检查台架Ⅱ检查不合格的非定尺普通H型钢由辊道输送到冷锯机Ⅲ进行非定尺锯切;
步骤八、非定尺检查:由冷锯机Ⅲ进行非定尺锯切后的普通H型钢由辊道送入非定尺检查台架进行翼缘和腹板的检查后,送入非定尺收集台架收集处理。
进一步的技术方案,重型H型钢的精整步骤如下:
步骤一、检查:从冷床下来的冷却到80℃以下的单根定尺重型H型钢经过成排台架进行分组后,由辊道输送到成品检查台架Ⅰ或成品检查台架Ⅱ进行翼缘和腹板的检查;
步骤二、矫直:检查后由辊道单根送入压力矫直机内,压力矫直机对单根重型H型钢进行往复矫直,直到成品平直度满足标准要求;
步骤三、收集成品:矫直完成的重型H型钢经过过渡台架后送入成品收集台架Ⅰ或成品收集台架Ⅱ收集;
进一步的技术方案,还包括步骤四、收集不合格品:压力矫直机矫直后的不合格品送入非定尺收集台架,等待行车吊运。
3.有益效果
采用本发明提供的技术方案,与现有技术相比,具有如下有益效果:
本发明的一种H型钢精整系统及其精整方法,通过将普通H型钢生产线和重型H型钢离线精整线结合起来,实现普通H型钢和重型H型钢全自动化在线精整,可以实现普通H型钢和重型H型钢的在线矫直,减轻了人工劳动强度,节约了建设重型H型钢离线精整生产线的成本约30万元,并且不需要将普通H型钢生产线上的重型H型钢用行车单根吊运到离线的重型H型钢精整线上进行精整,可以节约每根重型H型钢吊运生产时间5分钟,节约行车吨钢吊运成本约0.5元,按年产20万吨重型H型钢计算,年可节约成本10万元。
附图说明
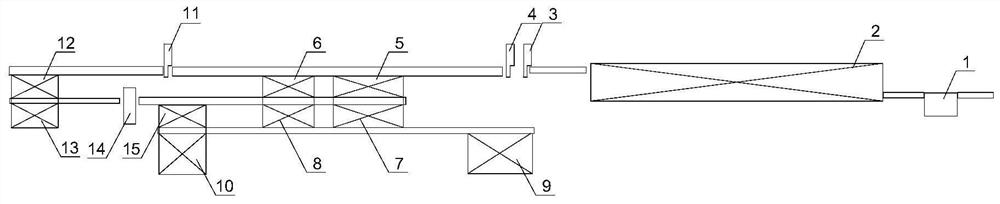
图1为本发明的精整系统的结构示意图。
图中:1、辊式矫直机;2、成排台架;3、冷锯机Ⅰ;4、冷锯机Ⅱ;5、成品检查台架Ⅰ;6、成品检查台架Ⅱ;7、码垛台架Ⅰ;8、码垛台架Ⅱ;9、成品收集台架Ⅰ;10、成品收集台架Ⅱ;11、冷锯机Ⅲ;12、非定尺检查台架;13、非定尺收集台架;14、压力矫直机;15、过渡台架。
具体实施方式
为进一步了解本发明的内容,结合附图对本发明作详细描述。
实施例1
本实施例的一种H型钢精整系统及其精整方法,如图1所示,包括普通H型钢的精整装置和重型H型钢的精整装置,包括通过辊道依次排列连接的辊式矫直机1、成排台架2、定尺锯机、成品检查台架、压力矫直机14、过渡台架15和成品收集台架。其中,在成排台架2的后方通过辊道依次排列连接有非定尺锯机、非定尺检查台架12和非定尺收集台架13,所述非定尺锯机为冷锯机Ⅲ11。所述压力矫直机14与所述非定尺收集台架13通过辊道直接连接。
其中,普通H型钢的精整装置包括通过辊道依次排列连接的辊式矫直机1、成排台架2、定尺锯机、成品检查台架和成品收集台架,成品检查台架和成品收集台架之间还设有码垛台架,成排台架2的后方还通过辊道依次连接有非定尺锯机、非定尺检查台架12和非定尺收集台架13。重型H型钢的精整装置包括通过辊道依次排列连接的成排台架2、成品检查台架、压力矫直机14、过渡台架15和成品收集台架,压力矫直机14通过辊道与非定尺收集台架13直接连接;采用本实施例的H型钢精整系统将普通H型钢生产线和重型H型钢离线精整线结合起来,采用本实施例的H型钢精整系统可以对普通H型钢和重型H型钢分别进行在线矫直,减轻了人工劳动强度,节约了生产成本。
进一步的所述定尺锯机设有两个,包括冷锯机Ⅰ3和冷锯机Ⅱ4,用于对普通H型钢进行切头尾和定尺锯切,提高生产效率。所述成品检查台架和成品收集台架均设有两个,所述成品检查台架包括成品检查台架Ⅰ5和成品检查台架Ⅱ6;所述成品收集台架包括成品收集台架Ⅰ9和成品收集台架Ⅱ10,在具体的生产过程中,成品检查台架Ⅰ5与成品收集台架Ⅰ9配套使用,用于检查和收集普通的H型钢的合格产品;成品检查台架Ⅱ6和成品收集台架Ⅱ10配套使用,用于检查和收集重型的H型钢的合格产品。在所述成品检查台架和成品收集台架之间设置有码垛台架,所述码垛台架设有两个,包括码垛台架Ⅰ7和码垛台架Ⅱ8,设有两组码垛台架,进一步提高了生产效率。
本实施例中的H型钢精整系统能够对普通H型钢和重型H型钢分别进行精整。
普通H型钢的精整步骤如下:
步骤一、矫直:从冷床下来的冷却到80℃以下的单根普通H型钢由辊道输送到辊式矫直机1内进行矫直;
步骤二、成排:矫直后的单根普通H型钢由辊道输送到成排台架2进行分组和定位;
步骤三、定尺锯切:成组的普通H型钢由辊道送入冷锯机Ⅰ3和冷锯机Ⅱ4进行切头尾和定尺锯切;
步骤四、成品检查:定尺锯切后的普通H型钢由辊道送入成品检查台架Ⅰ5或成品检查台架Ⅱ6进行翼缘和腹板的检查;
步骤五、成品码垛:经过检查合格的定尺普通H型钢在码垛台架Ⅰ7或码垛台架Ⅰ7上由码垛机按包装要求进行码垛;
步骤六、成品收集:码好垛的普通H型钢经过打捆后由辊道输送到收集台架Ⅰ或收集台架Ⅰ上进行打捆,等待行车吊运;
步骤七、非定尺锯切:经过成品检查台架Ⅰ5和成品检查台架Ⅱ6检查不合格的非定尺普通H型钢由辊道输送到冷锯机Ⅲ11进行非定尺锯切;
步骤八、非定尺检查:由冷锯机Ⅲ11进行非定尺锯切后的普通H型钢由辊道送入非定尺检查台架12分别进行翼缘和腹板的检查后,送入非定尺收集台架13收集处理。
重型H型钢的精整步骤如下:
步骤一、检查:从冷床下来的冷却到80℃以下的单根定尺重型H型钢经过成排台架2进行分组后,由辊道输送到成品检查台架Ⅰ5或成品检查台架Ⅱ6进行翼缘和腹板的检查;
步骤二、矫直:检查后由辊道单根送入压力矫直机14内,压力矫直机14对单根重型H型钢进行往复矫直,直到成品平直度满足标准要求;
步骤三、收集成品:矫直完成的重型H型钢经过过渡台架15后送入成品收集台架Ⅰ9或成品收集台架Ⅱ10收集;
步骤四、收集不合格品:压力矫直机14矫直后的不合格品送入非定尺收集台架13,等待行车吊运。
综上所述,本实施例能够将普通H型钢生产线和重型H型钢离线精整线结合起来,实现普通H型钢和重型H型钢全自动化在线精整,可以实现普通H型钢和重型H型钢的在线矫直,减轻了人工劳动强度,节约了建设重型H型钢离线精整生产线的成本约30万元,并且不需要将普通H型钢生产线上的重型H型钢用行车单根吊运到离线的重型H型钢精整线上进行精整,可以节约每根重型H型钢吊运生产时间5分钟,节约行车吨钢吊运成本约0.5元,按年产20万吨重型H型钢计算,年可节约成本10万元,因此,极大的节省了生产成本。
实施例2
本实施例的一种H型钢精整系统及其精整方法,基本结构同实施例1,不同和改进之处在于:本实施例以600×300mmH型钢为例,具体的普通H型钢生产步骤包括:
步骤一、矫直:从冷床输出辊道送来的长度约96m的规格为600×300mm的温度为80℃以下的单根H型钢以辊道线速度1.5m/s送入辊式矫直机1内进行矫直;
步骤二、成排:矫直后的单根普通600×300mm H型钢由辊道输送到成排台架2前,成排台架2将H型钢托起并输送到成排台架2第二段链上,第二根同样的H型钢也同样被送到第二段链上并列在一起,随后第二段链将两根并列在一起的H型钢输送到成排输出辊道上;
步骤三、定尺锯切:两根并列的600×300mm H型钢由辊道以1.5m/s的速度送入冷锯机Ⅰ3和冷锯机Ⅱ4中;当H型钢头部到达锯切位置时,辊道停止转动,冷锯机Ⅱ4移动到设定位置,锯机夹紧H型钢,开始以0.15m/min的速度进行切头尾和定尺锯切;第一次锯切完成后,冷锯机Ⅰ3和冷锯机Ⅱ4退回到原始位置,H型钢向前输送一个定尺长度,再停下来;重复之前的动作,冷锯机Ⅰ3和冷锯机Ⅱ4进行锯切;如此循环,直到H型钢全部锯切完成;
步骤四、成品检查:定尺锯切后的H型钢由辊道以1.5m/s的速度送入成品检查台架Ⅰ5上分别进行翼缘和腹板的检查;合格品进入码垛台架Ⅰ7或码垛台架Ⅱ8;不合格品由辊道以1.5m/s的速度输送至非定尺台架收集处理;
步骤五、成品码垛:经过成品检查台架Ⅰ5检查合格的定尺H型钢在码垛台架Ⅰ7或码垛台架Ⅱ8上由码垛机按包装要求进行码垛;
步骤六、成品收集:码好垛的H型钢经过打捆后,由辊道输送到成品收集台架Ⅰ9,成品收集台架Ⅰ9将打好捆的成品H型钢成捆排列好,等待行车吊运;
步骤七、非定尺锯切:经过成品检查台架Ⅰ5检查不合格的非定尺普通H型钢由辊道输送到冷锯机Ⅲ11进行非定尺锯切;
步骤八、非定尺检查:由冷锯机Ⅲ11进行非定尺锯切后的普通H型钢由辊道送入非定尺检查台架12分别进行翼缘和腹板的检查后,送入非定尺收集台架13收集处理。
实施例3
本实施例的一种H型钢精整系统及其精整方法,基本结构同实施例2,不同和改进之处在于:本实施例以1000×400mmH型钢为例,其具体生产步骤包括:
步骤一、检查:从冷床下来的冷却到80℃以下的单根定尺1000×400mm重型H型钢由辊道以1.5m/s的速度输送到成排台架2,再经过成排台架2后由辊道以1.5m/s的速度输送到成品检查台架Ⅱ6分别进行翼缘和腹板的检查;检查后由辊道以1.5m/s的速度单根送入压力矫直机14进行矫直;
步骤二、矫直:压力矫直机14对单根1000×400mm重型H型钢进行往复矫直,直到成品平直度满足标准要求;
步骤三、收集成品:矫直完成的重型H型钢经过过渡台架15后送入成品收集台架Ⅱ10上,等待行车吊运;
步骤四、收集不合格品:压力矫直机14矫直后的不合格品送入非定尺收集台架13,等待行车吊运。
以上示意性的对本发明及其实施方式进行了描述,该描述没有限制性,附图中所示的也只是本发明的实施方式之一,实际的结构并不局限于此。所以,如果本领域的普通技术人员受其启示,在不脱离本发明创造宗旨的情况下,不经创造性的设计出与该技术方案相似的结构方式及实施例,均应属于本发明的保护范围。
- 一种H型钢精整系统及其精整方法
- 一种车轮轮辋精整装置及轮辋精整方法