一种简易式蒸发器的胀管焊接生产方法
文献发布时间:2023-06-19 11:09:54
技术领域
本发明涉及蒸发器生产加工领域,具体涉及一种简易式蒸发器的胀管焊接生产方法。
背景技术
翅片式蒸发器是一种重要的热交换器件,广泛的应用于各种热交换系统中。一个翅片式蒸发器主要由翅片和穿插在翅片之中的U型管组成,U型管由于在使用时会有高压的液体通过,为了避免液体泄漏影响热交换系统的其他器件,对于密封性的要求很高。现有的简易式蒸发器在胀管焊接中经常会出现料件的密封性达不到要求的情况,良品率偏低。
发明内容
针对上述提到的现有技术中简易式蒸发器的密封性不足的问题,提供一种简易式蒸发器的胀管焊接生产方,产品的密封性更好。
本发明解决其技术问题采用的技术方案是:一种简易式蒸发器的胀管焊接生产方法,包括以下步骤:
S10,将铜管材料摆放到全自动切管弯管机上,穿过过料通道,送入校直系统进行校直,将通过的校直的铜管安装到夹紧送料器中,进行弯折制成U型管;
S20,检查弯折的U型管,确认U型管表面无夹伤、撞伤、U型弯底部和管口无损伤;
S30,将铝箔安装到冲床上,使铝箔从冲床的集油槽和冲压模中间穿过,按照翅片预定参数对冲床进行调整;
S40,检查冲床冲翅状态、翅片表面及外形、两侧边料是否有异常,安装集料架,并使集料架上的芯杆平直;
S50,进行冲翅作业,检查充好的翅片冲剪面有无异常情况,是否符合的要求;
S60,按照产品工艺参数调整胀管机接座器、胀杆、胀头、扩口套筒、脱模板、胀高限位靠山的位置以及挡条、压板的高度,使得固定料件的压板、挡条之间相互平行;
S70,按照产品工艺参数将胀管边板和翅片安装到U型管上,将完成组装的料件安装到胀管机上,进行胀管作业;
S80,根据产品工艺参数检查胀管完成的料件是否符合加工要求;
S90,调整气源,连接气路和焊枪,准备好焊条和助焊剂,将蒸发器的管组、分液器按照工艺图纸安装到正确位置,进行焊接作业。
本发明解决其技术问题采用的技术方案进一步还包括:
如上所述的一种简易式蒸发器的胀管焊接生产方法,所述翅片预定参数包括冲翅频率、片型、片距、排数、孔数、孔径和片数中的至少三种。
如上所述的一种简易式蒸发器的胀管焊接生产方法,所述产品工艺参数包括扩口内径、扩口外径、扩口探度以及端部叠片宽度中的至少三种。
如上所述的一种简易式蒸发器的胀管焊接生产方法,所述气源包括氮气瓶、燃气瓶和氧气瓶。
如上所述的一种简易式蒸发器的胀管焊接生产方法,所述焊接作业还包括以下步骤:
S91,将氮气瓶的出气口与料件的U型管连接,开启氮气开关,通入氮气5-15s,排空U型管内的空气;
S92,确保焊枪的焊嘴无异物堵塞,打开燃气瓶和氧气瓶阀门,点火,按照气焊压力参数调整出气压力至火焰变成焰心呈浅蓝色、外焰浅蓝至橙黄色的中性焰;
S93,调整焊嘴与料件的距离和焊炬的倾斜角,将料件的焊接区域加热到710-890℃,沿着U型管的管口连续均匀的送入焊条;
S94,焊接结束后,关闭焊枪,关闭燃气瓶和氧气瓶阀门,继续通氮气至焊接区温度降低,关闭氮气瓶,清洁焊接件表面的焊渣。
如上所述的一种简易式蒸发器的胀管焊接生产方法,所述氧气瓶的出气压力为0.3-0.8MPa,所述燃气瓶的出气压力为0.03-0.10MPa。
如上所述的一种简易式蒸发器的胀管焊接生产方法,所述焊条为银焊条或磷铜焊条。
如上所述的一种简易式蒸发器的胀管焊接生产方法,焊接时U型管管口与管组或分液器连接处的焊接间隙在0.05-0.2mm之间。
本发明的有益效果是:本发明的简易式蒸发器的胀管焊接生产方法包括U型管的弯折、翅片的冲剪和安装、蒸发器各组件的安装、胀管和焊接等步骤,操作简单严谨,通过简单明确的自检程序,保证每一个步骤中料件的质量,提高良品率,降低生产成本;在焊接中通过对温度的控制和焊条的选择确保焊接质量,保证产品的密封性。
下面将结合附图和具体实施方式对本发明做进一步说明。
附图说明
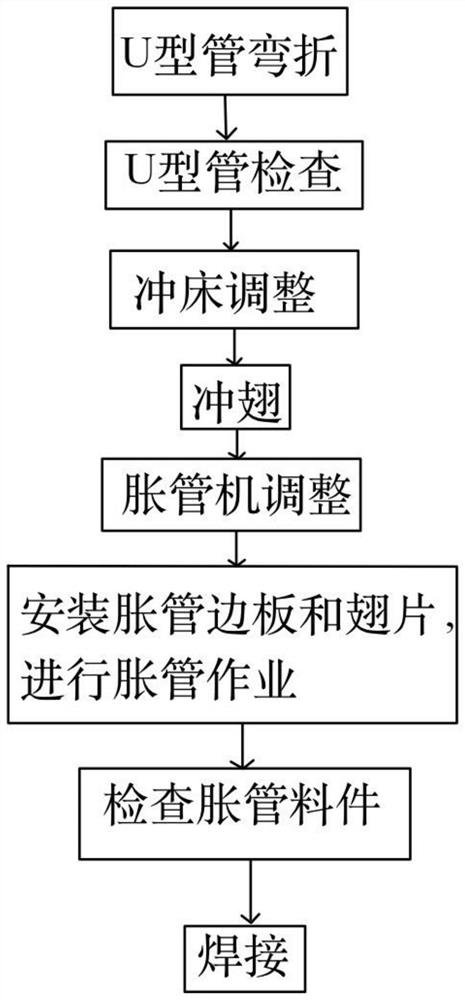
图1为本发明的简易式蒸发器的胀管焊接生产方法实施例的工艺流程图。
具体实施方式
本实施例为本发明优选实施方式,其他凡其原理和基本结构与本实施例相同或近似的,均在本发明保护范围之内。
本发明的简易式蒸发器的胀管焊接生产方法实施例的工艺流程参照图1所示,具体包括以下步骤:
S10,将铜管材料摆放到全自动切管弯管机上,穿过过料通道,送入校直系统进行校直,将通过的校直的铜管安装到夹紧送料器中,进行弯折制成U型管;
S20,检查弯折的U型管,确认U型管表面无夹伤、撞伤、U型弯底部和管口无损伤;
S30,将铝箔安装到冲床上,使铝箔从冲床的集油槽和冲压模中间穿过,按照翅片预定参数对冲床进行调整;
S40,检查冲床冲翅状态、翅片表面及外形、两侧边料是否有异常,安装集料架,并使集料架上的芯杆平直,使得翅片可以正常落到集料架上;
S50,进行冲翅作业,检查充好的翅片冲剪面有无异常情况,异常情况包括翅片冲剪面毛刺、裂纹、烂片、短片、氧化发黄、斑点发黑等;
S60,按照产品工艺参数调整胀管机接座器、胀杆、胀头、扩口套筒、脱模板、胀高限位靠山的位置以及挡条、压板的高度,使得固定料件的压板、挡条之间相互平行;
S70,按照产品工艺参数将胀管边板和翅片安装到U型管上,将完成组装的料件安装到胀管机上,进行胀管作业;
S80,根据产品工艺参数检查胀管完成的料件是否符合加工要求;
S90,调整气源,连接气路和焊枪,准备好焊条和助焊剂,将蒸发器的管组、分液器按照工艺图纸安装到正确位置,进行焊接作业。
其中步骤S90中的焊接作业还包括以下步骤:
S91,将氮气瓶的出气口与料件的U型管连接,开启氮气开关,通入氮气5-15s,排空U型管内的空气;
S92,确保焊枪的焊嘴无异物堵塞,打开燃气瓶和氧气瓶阀门,点火,按照气焊压力参数调整出气压力至火焰变成焰心呈浅蓝色、外焰浅蓝至橙黄色的中性焰;
S93,调整焊嘴与料件的距离和焊炬的倾斜角,将料件的焊接区域加热到710-890℃,沿着U型管的管口连续均匀的送入焊条;
S94,焊接结束后,关闭焊枪,关闭燃气瓶和氧气瓶阀门,继续通氮气至焊接区温度降低,关闭氮气瓶,清洁焊接件表面的焊渣。
本实施例中的翅片预定参数包括片型、排数、片距孔数和孔径;产品工艺参数包括扩口内径、扩口外径、扩口探度以及端部叠片宽度。本实施例中焊接时使用的气源包括氮气瓶、燃气瓶和氧气瓶,其中燃气采用乙炔,氧气瓶的出气压力为0.5MPa,燃气瓶的出气压力为0.25MPa。
本实施例子中,在进行步骤S93时首先应该将料件的焊接区域预热至550度,再根据焊料在710-890℃之间选择与焊料相配的温度区间,在本实施例中采用的是5B型号的银焊条,因此焊接温度应控制在770-820℃。当焊接区域达到焊接温度时将焊条送入焊接缝隙,焊接缝隙应控制在0.05-0.2mm之间,避免缝隙过大,焊条无法填满,影响成品的密封性。当焊条熔化进入结合处时,应保持对焊接处的加热,以利液态焊料与U型管的结合,而且填送焊料时要沿着焊接缝隙均匀送入,不可间断。要对蒸发器的各管口逐一焊接,对于管数较多的蒸发器,为了防止翅片、胀管边管等料件由于过度受热而翘曲变形,可以间隔跳跃焊接,并需要对焊接侧翅片上刷水,防止翅片变色。
本发明的简易式蒸发器的胀管焊接生产方法包括U型管的弯折、翅片的冲剪和安装、蒸发器各组件的安装、胀管和焊接等步骤,操作简单严谨,通过简单明确的自检程序,保证每一个步骤中料件的质量,提高良品率,降低生产成本;在焊接中通过对温度的控制和焊条的选择确保焊接质量,保证产品的密封性。
- 一种简易式蒸发器的胀管焊接生产方法
- 斜插式翅片蒸发器自动插片胀管机