一种薄壁小口径铝管多级冷拉工艺
文献发布时间:2023-06-19 11:09:54
技术领域
本发明涉及铝管生产技术领域,具体涉及一种薄壁小口径铝管多级冷拉工艺。
背景技术
铝作为一种金属材料具有质量轻的优势,将铝制成各式各样的铝合金,可以保证铝合金在具备较强的轻度以及硬度的同时,还兼具交轻的质量,解决现有技术中的钢铁材质金属质量重,不方便操作的缺点。
利用铝合金制成的无缝钢管,具有较强的硬度,被广泛用于支架领域,其不仅具备较强的支撑作用,作为支撑骨架,其具有较强的硬度可以满足日常的需要,同时,其质量轻的优点可以方便进行搬运以及现场的搭建,但是明显有技术中的铝管成型工艺存在着效率低以及成型中出现铝管的次品率高的问题,常常生产出来的铝管,成批次的出现表面划痕的缺陷,严重影响了铝管的性能,不得不做报废处理,因此导致生产效率的低下,为此需要设计一种新的铝管生产工艺,解决成品率低的问题。
发明内容
为了克服现有技术的不足,本发明提供了一种新型薄壁小口径铝管多级冷拉工艺,能够解决背景技术中的技术问题。
本发明采用如下技术方案实现:一种薄壁小口径铝管多级冷拉工艺,包括如下步骤:
胚料铝管退火步骤:挤压后得到的胚料铝管进行检验,检验项主要包括铝管表是否存在裂纹缺陷,待检验合格后将胚料铝管拉至退火炉进行退火处理,退火处理前先行表面处理,铝管胚料的表面处理采用表面清洗剂进行清洗处理,此处的清洗剂采用丙醇或者异丙醇进行擦拭,采用无纺布进行擦拭,并自然吹干处理,取出铝管表面的油污与灰尘;
将铝管摆放平整,上下铝管进行堆叠时,堆叠不超过两层,摆放后的铝管放入热处理炉中进行热处理,退火炉的温度为405±10℃,保温9±0.5h,保温完成后,匀速降温,直至温度降至室温,降至室温后保持0.5h,再关闭电源,取出退火处理后的铝管;
冷拉处理步骤:
检查冷拉模具表面是否存在裂纹缺陷,在铝管表面进行打头处理,打头处理采用铝管打头机进行打头的处理,打头处理在铝管头形成一圈翻边,经过打头处理的铝管方便冷拔机的夹头进行夹持;
铝管内放置一根芯棒,芯棒采用硬质合金制成,冷拔前先将铝管浸泡润滑油,浸泡后取出铝管,将铝管的打头部位采用夹头夹持,将铝管穿过模具上的缩径孔进行冷拔处理,处理后变得到冷拔后的铝管;
铝管的冷拔按照均匀缩小铝管直径方式进行处理,铝管每次缩径的直径不超过2mm;
冷拔完成后检查铝管表面是否存在划痕的缺陷。
优选的,所述退火步骤中铝管降温控制在每15min降5℃。
优选的,所述退火步骤中,退火结束后进行拉伸试验、过烧和包铝层扩散试验,同时,检验热处理后的铝管表面是否存在腐蚀、裂纹以及烧伤缺陷。
相比现有技术,本发明通过对铝管的生产过程进行优化,通过多级多次的拉拔处理,使得生产出的铝管表面的缺陷产生降低,减少返工次数,增加了效率。
附图说明
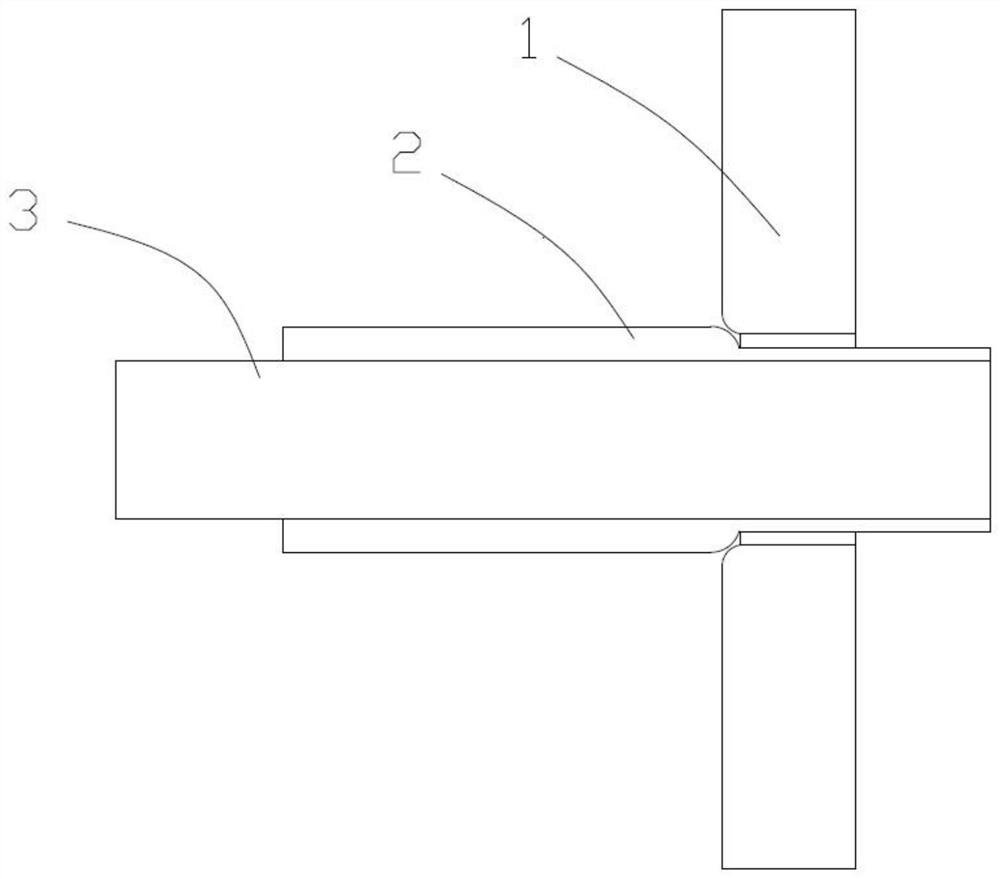
图1是本发明结构示意图。
图中:1、模具;2、铝管;3、芯棒。
具体实施方式
下面,结合附图以及具体实施方式,对本发明做进一步描述,需要说明的是,在不相冲突的前提下,以下描述的各实施例之间或各技术特征之间可以任意组合形成新的实施例。
如图1所示的一种薄壁小口径铝管2多级冷拉工艺,所谓的拉拔工艺其实是将铝管2中心位置放置芯棒3,铝管2套在芯棒3上,芯棒3与模具1上的缩径孔之间的间隙变是铝管2的壁厚,通过控制芯棒3的直径便可控制铝管2的壁厚,芯棒3采用硬质合金制成,具有较强的支撑作用,包括如下步骤:
胚料铝管2退火步骤:挤压后得到的胚料铝管2进行检验,检验项主要包括铝管2表是否存在裂纹缺陷,待检验合格后将胚料铝管2拉至退火炉进行退火处理,退火处理前先行表面处理,铝管2胚料的表面处理采用表面清洗剂进行清洗处理,此处的清洗剂采用丙醇或者异丙醇进行擦拭,采用无纺布进行擦拭,并自然吹干处理,取出铝管2表面的油污与灰尘;
将铝管2摆放平整,上下铝管2进行堆叠时,堆叠不超过两层,摆放后的铝管2放入热处理炉中进行热处理,退火炉的温度为405±10℃,保温9±0.5h,保温完成后,匀速降温,直至温度降至室温,降至室温后保持0.5h,再关闭电源,取出退火处理后的铝管2;
冷拉处理步骤:
检查冷拉模具1表面是否存在裂纹缺陷,在铝管2表面进行打头处理,打头处理采用铝管2打头机进行打头的处理,打头处理在铝管2头形成一圈翻边,经过打头处理的铝管2方便冷拔机的夹头进行夹持;
铝管2内放置一根芯棒3,芯棒3采用硬质合金制成,冷拔前先将铝管2浸泡润滑油,浸泡后取出铝管2,将铝管2的打头部位采用夹头夹持,将铝管2穿过模具1上的缩径孔进行冷拔处理,处理后变得到冷拔后的铝管2;
铝管2的冷拔按照均匀缩小铝管2直径方式进行处理,铝管2每次缩径的直径不超过2mm;通过对此均匀的缩径处理,减少较大直径的变化带来的材料内部的结构损伤,保证铝管2具有较强的硬度。
冷拔完成后检查铝管2表面是否存在划痕的缺陷。
进一步的,所述退火步骤中铝管2降温控制在每15min降5℃。
进一步的,所述退火步骤中,退火结束后进行拉伸试验、过烧和包铝层扩散试验,同时,检验热处理后的铝管2表面是否存在腐蚀、裂纹以及烧伤缺陷。其中,拉伸试验的步骤按照国标GB228进行,过烧以及包铝层扩散实现按照国标GB2346进行。
上述实施方式仅为本发明的优选实施方式,不能以此来限定本发明保护的范围,本领域的技术人员在本发明的基础上所做的任何非实质性的变化及替换均属于本发明所要求保护的范围。
- 一种薄壁小口径铝管多级冷拉工艺
- 一种薄壁、小口径铝管材外表面上加工翅片的设备及方法