一种制造单色三层共挤木塑材料的模具及其制品
文献发布时间:2023-06-19 11:17:41
技术领域
本发明涉及木塑模具及其制品领域,尤其涉及一种制造单色三层共挤木塑的模具,以及一种单色三层共挤木塑制品。
背景技术
常规的木塑共挤制品的结构分为两层:基材为木塑材料,分布在内层,外层为塑料共挤层。但木塑共挤制品由于基材的性能不高,且共挤层较薄,故整体制品的性能也不高,从而影响了其应用范围。超高分子量聚乙烯具有高强度高韧性,以及与聚乙烯基木塑有良好相容性,有望大幅增强木塑性能。但由于超高分子量聚乙烯流动性能差,较难和木塑共混挤出,为了解决此问题,如何开发出一种制造超高分子量聚乙烯增强的共挤木塑材料的模具就具有重要意义。
发明内容
本发明的目的在于克服现有技术之缺陷,提供一种制造单色三层共挤木塑的模具及其制品。
为实现上述目的,本发明提供如下技术方案:一种制造单色三层共挤木塑的模具,包括接口、模体、过渡板、支架板、汇流板、第一口模、第二口模、第三口模、第一共挤板、第二共挤板、第三共挤板。
优选的,所述汇流板包括增强层共挤流道面、增强层共挤流道、第一共挤机连接处、芯棒孔、主流道。
优选的,所述增强层共挤流道分为增强层上流道、增强层下流道、增强层上分支段、增强层下分支段。所述增强层上分支段、增强层下分支段分别有三个分支流道,通向芯棒孔和主流道。
优选的,所述第一共挤板包括包覆层流道、包覆层分支段、第二共挤机连接处、成型腔体。
优选的,所述第二共挤板包括包覆层板间流道、包覆层分支流道、成型腔体、包覆腔体。所述包覆层板间流道和包覆层分支流道相垂直。所述包覆层分支流道和包覆腔体相交。
优选的,所述第三共挤板包括包覆层分支流道、成型腔体、包覆腔体。所述包覆层分支流道和包覆腔体相交。
优选的,所述第二共挤机连接处位于第一共挤板和第二共挤板中间。
优选的,所述模具制备出的共挤木塑由包覆层、木塑层和超高分子量聚乙烯层组成,所述包覆层位于共挤木塑的上表面或下表面。
与现有技术相比,本发明的有益效果是:通过共挤流道的设计使得超高分子量聚乙烯均匀分布在木塑内层,形成连续片状材料,降低加工难度,增强木塑共挤产品。此外包覆层可选用耐老化性能优异的塑料层,从而形成耐老化、具有逼真木纹和高强度木塑产品。
附图说明
图1为本发明实施例1提供的一种制造单色三层共挤木塑的模具结构示意图;
图2为本发明实施例1提供的一种制造单色三层共挤木塑的模具汇流板共挤流道结构示意图;
图3为本发明实施例1提供的一种制造单色三层共挤木塑的模具第一共挤板出口正视图;
图4为本发明实施例1提供的一种制造单色三层共挤木塑的模具第二共挤板出口正视图;
图5为本发明实施例1提供的一种制造单色三层共挤木塑的模具第三共挤板出口正视图;
图6为本发明实施例1提供的一种制造单色三层共挤木塑的模具共挤板左视图;
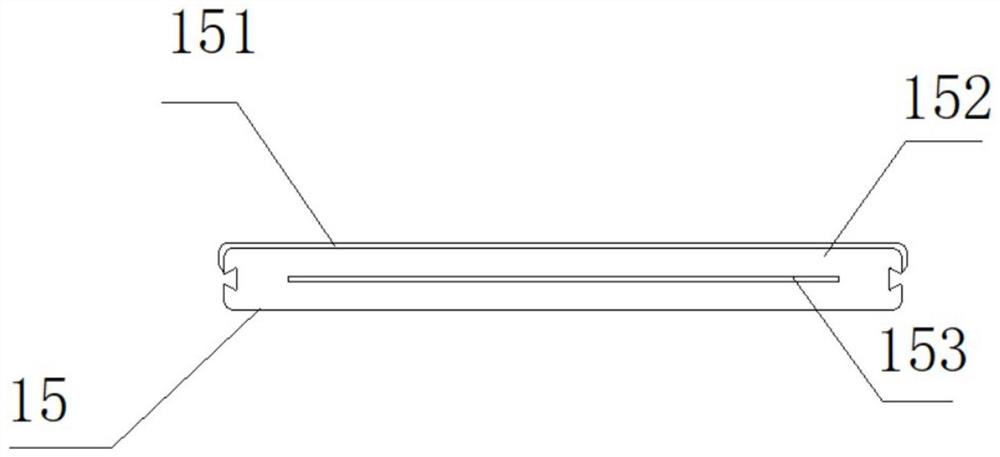
图7为本发明实施例1提供的一种单色三层共挤木塑的截面图。
图中:1接口、2模体、3过渡板、4支架板、5汇流板、6第一口模、7第二口模、8第三口模、9第一共挤板、10第二共挤板、11第三共挤板、12第二共挤机连接处、13成型腔体、14包覆腔体、15共挤木塑、51增强层共挤流道面、52增强层共挤流道、53第一共挤机连接处、54芯棒孔、55主流道、521增强层上流道、522增强层下流道、523增强层上分支段、524增强层下分支段、91包覆层流道、92包覆层分支段、101包覆层板间流道、102包覆层分支流道、151包覆层、152木塑层、153超高分子量聚乙烯层。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
实施例1
如图1-7所示,一种制造单色三层共挤木塑材料的模具,具有支架板4、汇流板5、口模、第一共挤板9、第二共挤板10和第三共挤板11,所述支架板4与所述汇流板5相连,所述汇流板5通过所述口模与所述第一共挤板9连接,所述第一共挤板9、第二共挤板10和第三共挤板11顺序连接;所述汇流板5上设有共挤机连接处53,所述共挤机连接处53与共挤流道52相连,所述共挤流道52指向芯棒孔54。
优选的,所述第一共挤板9与第二共挤板10中间具有第二共挤机连接处12,所述第二共挤机连接处12与包覆层流道91连接,所述包覆层流道91还具有若干个包覆层分支段92;所述第一共挤板9上还具有贯通的成型腔体13。
进一步优选的,所述第二共挤板10包括包覆层板间流道101,所述包覆层板间流道101一方面与所述包覆层分支段92相连,一方面与均匀分布的包覆层分支流道102相连,所述包覆层分支流道102与所述成型腔体13周围的包覆腔体14连接。
进一步优选的,所述包覆层板间流道101和包覆层分支流道102相垂直;所述包覆层分支流道102和包覆腔体14相交。
进一步优选的,所述第三共挤板11包括包覆层分支流道102、成型腔体13及包覆腔体14。
该实施方式的有益效果在于:共挤物料在各个包覆层分支流道中的熔体压力、挤出速度一致,从而使得共挤物料能均匀分布于木塑表层。
实施例2
如图1-7所示,一种制造单色三层共挤木塑材料的模具,具有支架板4、汇流板5、口模、第一共挤板9、第二共挤板10和第三共挤板11,所述支架板4与所述汇流板5相连,所述汇流板5通过所述口模与所述第一共挤板9连接,所述第一共挤板9、第二共挤板10和第三共挤板11顺序连接;所述汇流板5上设有共挤机连接处53,所述共挤机连接处53与共挤流道52相连,所述共挤流道52指向芯棒孔54,所述芯棒孔54为多根,且所述芯棒孔54呈列状排列,所述芯棒孔54位于所述共挤流道52的中部;所述汇流板5中具有主流道55,所述主流道55围绕并包含所述芯棒孔54;所述主流道55在靠近支架板4的一侧较宽,在靠近口模的一侧变窄,所述主流道55与所述共挤流道52的挤出产物在经过所述汇流板5后发生汇合并向口模方向继续挤出。
进一步优选的,所述汇流板5包括共挤流道面51和共挤机连接处53,所述共挤流道面51上具有共挤流道52,所述共挤机连接处53与所述共挤流道52相连,所述共挤流道52对称设置有上流道521和下流道522,所述上流道521与上分支段523相连,所述下流道522与下分支段524相连。
进一步优选的,上分支段523与所述下分支段524为对称设置,且所述上分支段523与所述下分支段524均分别具有三个分支流道,所述分支流道通向芯棒孔54和主流道55。
进一步优选的,所述口模包括与所述汇流板5相连的第一口模6和与所述第一共挤板9相连的第三口模8,以及介于所述第一口模6和所述第三口模8之间的第二口模7。
该实施方式的有益效果在于:芯棒孔具有加强筋,从而避免了芯棒孔的变形。芯层物料能更均匀分布在芯棒孔中,熔体压力、挤出速度基本一致,保证了最终共挤产品的芯层厚度均匀。
实施例3
如图7所示,一种单色三层共挤木塑材料,由位于最外层的包覆层151、木塑层152和位于中心的超高分子量聚乙烯层组成153,所述包覆层151位于上表面或下表面。
至此尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
- 一种制造单色三层共挤木塑材料的模具及其制品
- 一种制造共挤木塑材料的模具及其制品