一种用于变速箱连接壳加工的夹具
文献发布时间:2023-06-19 11:17:41
技术领域
本发明涉及夹具技术领域,具体是一种用于变速箱连接壳加工的夹具。
背景技术
变速箱连接壳是叉车驱动系统变速箱总成中重要的工件。该工件外形呈异形喇叭口状,其内部具有空腔,壳壁厚度最薄仅为11mm,是一种典型的薄壁型、不规则异形铸件。生产要求变速箱连接壳的形位公差不大于0.05mm,才能满足精度要求。
现有的变速箱连接壳加工技术是在立式加工中心上自制简易工装,先加工一端,再二次装夹,加工另一端。这种方法缺点是:1、二次装夹,精度难以保证;2、工件需要翻身调头,操作困难,耗时耗力;3、工件长度超过500mm,立式装夹不可靠,加工过程中易产生振动。
发明内容
本发明的目的在于提供一种用于变速箱连接壳加工的夹具,以解决上述背景技术中提出的问题,既可以满足一次性快速加工成形,又能保证工件的精度满足生产需要。
为实现上述目的,本发明提供如下技术方案:
一种用于变速箱连接壳加工的夹具,包括底座,所述底座上端面一侧设有定位板、另一侧设有门架结构,所述定位板和门架结构之间形成用于放置工件的容置空间;其中:
所述定位板开设有用于容纳工件第一端的定位孔,位于定位孔外周的定位板上设有用于固定工件第一端的压紧件;
所述门架结构包括横梁、第一立柱、第二立柱,所述横梁一端与第一立柱转动连接、另一端与第二立柱拆卸式连接;所述门架结构上设有用于固定工件第二端的锁紧件。
作为本发明进一步的方案:位于所述容置空间下方的底座上还固设有用于支撑工件底部的支撑件。
作为本发明进一步的方案:所述支撑件包括预定位杆和弹性伸缩杆。
作为本发明进一步的方案:所述定位孔上固定连接有空心的定位盘,所述定位盘内圈具有用于容纳工件第一端的阶梯结构。
作为本发明进一步的方案:所述横梁绕所述第一立柱旋转运动,其运动轨迹所在平面与底座相平行设置,且旋转角度不小于90°。
作为本发明进一步的方案:所述压紧件的一端与定位板旋转连接、另一端抵靠在工件上。
作为本发明进一步的方案:所述横梁、第一立柱、第二立柱上开设有多个安装孔,所述锁紧件穿过所述安装孔并与工件抵接。
作为本发明进一步的方案:所述锁紧件为锁紧螺栓,所述锁紧螺栓与安装孔螺纹连接。
与现有技术相比,本发明的有益效果是:
通过定位板上的定位盘对工件的第一端进行固定,同时通过门架结构对工件的第二端进行固定,从两边夹紧工件,可一次性有效固定工件的位置,方便加工操作。通过预定位杆进行预定位,再调整弹性伸缩杆的高度,为工件的底部也提供足够的支撑和固定,操作方便快捷。门架结构上设有的多个锁紧螺栓独立调整各自的轴向位移,匹配工件的异形结构,使固定更可靠。门架结构的横梁可旋转设计为工件的吊装足够的避让空间,使装配更灵活,门架结构闭合可减少工件加工过程中的震动。压紧件上设有操作杆,方便拖拽和旋转的操作。底座两侧的起吊螺钉避免起吊时吊索与夹具发生干涉。
附图说明
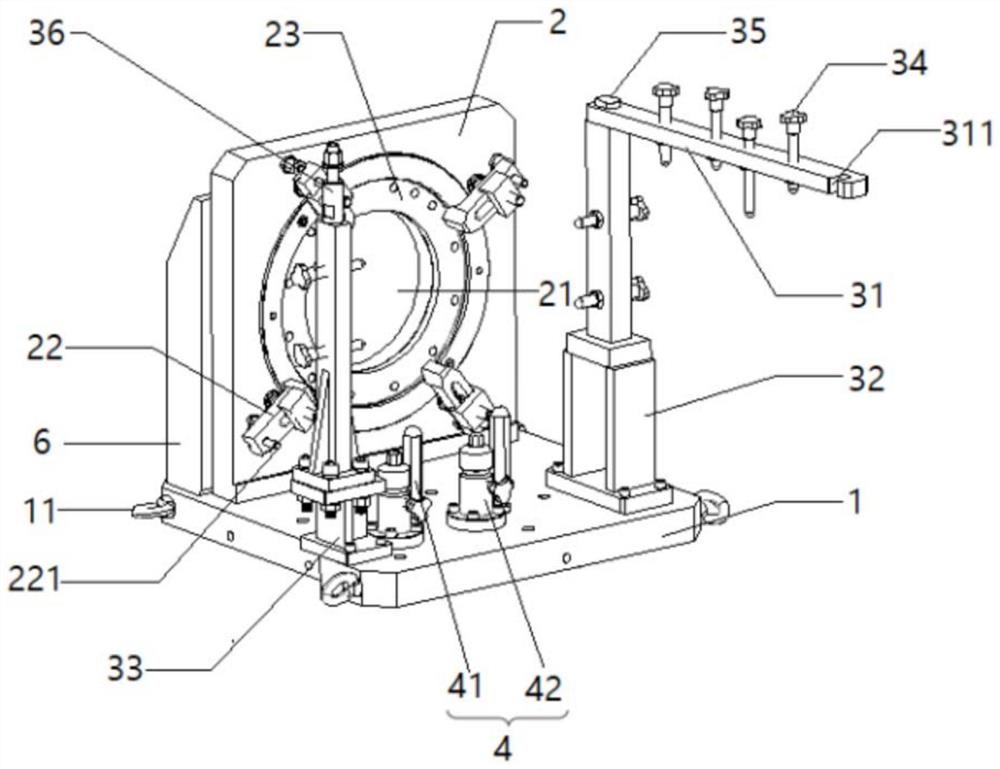
图1为本发明的结构示意图;
图2为本发明的工作状态示意图;
图3为图2另一角度下的示意图;
图4为本发明中弹性伸缩杆的剖面图;
图中:1-底座、11-起吊螺钉、2-定位板、21-定位孔、22-压紧件、221-操作杆、23-定位盘、3-门架结构、31-横梁、311-缺口、32-第一立柱、33-第二立柱、34-锁紧件、35-销轴、36-定位螺栓、4-支撑件、41-预定位杆、42-弹性伸缩杆、421-轴套、422-弹簧、423-顶头、424-固定销、5-工件、6-加强筋。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
请参阅图1-4,本发明实施例中,一种用于变速箱连接壳加工的夹具,包括底座1,所述底座1上端面一侧设有定位板2、另一侧设有门架结构3,所述定位板2、门架结构3均与底座1的上端面相垂直设置;所述定位板2和门架结构3之间形成用于放置工件5的容置空间;所述工件5具有贯通的喇叭形结构,其相对的两个开口分别为第一端和第二端。
所述定位板2开设有用于容纳工件5第一端的定位孔21,所述定位孔21外周的定位板2上设有用于固定工件5第一端的压紧件22;所述定位孔2上固定连接有空心的定位盘23,所述定位盘23具有用于容纳工件5第一端的阶梯结构,所述定位盘23与工件5的第一端相匹配连接;在定位盘23的阶梯结构处预设倒角,方便工件5的投放。
进一步的,所述压紧件22的一端与定位板2旋转连接、另一端抵靠在工件5上。本实施例中压紧件22的数量为4个,其周向布置于定位孔21的四周,在加工工件5之前,可将压紧件22向外侧旋转,防止在与工件5装配时发生干涉,当工件5的第一端放入定位盘23内时,将压紧件22向内侧旋转,使其端部压在工件5的第一端上。此外,压紧件22表面设有操作杆221,所述操作杆221可方便压紧件22的旋转、拖拽,所述操作杆221与定位板2相垂直设置。
进一步的,所述门架结构3包括横梁31、第一立柱32、第二立柱33,所述横梁31一端与第一立柱32转动连接、另一端与第二立柱33拆卸式连接;所述门架结构3上设有用于固定工件5第二端的锁紧件34,该锁紧件34为锁紧螺栓,所述横梁31、第一立柱32、第二立柱33上均开设有多个安装孔,所述锁紧螺栓穿过所述安装孔与工件5抵接,所述锁紧螺栓与安装孔是螺纹连接。所述横梁31、第一立柱32、第二立柱33分别从工件5的上方、左方、右方三个方位抵紧工件5的第二端,并通过锁紧螺栓固定工件5的第二端。所述横梁31可绕所述第一立柱32旋转运动,其运动轨迹所在平面与底座1相平行设置,且旋转角度不小于90°。所述横梁31一端与第一立柱32通过销轴35连接,所述横梁31另一端开设有缺口311,第二立柱33顶部设有定位螺栓36,所述定位螺栓36可容纳于所述缺口311之中。
进一步的,所述容置空间下方的底座1上端面还设有支撑件4,所述支撑件4从工件5的下方抵紧其第二端的底部,所述横梁31、第一立柱32、第二立柱33与支撑件4相配合,从四个方位固定工件5的第二端,使工件5固定更加牢固。所述支撑件4包括两个预定位杆41和两个弹性伸缩杆42;其中,所述预定位杆41的高度是固定的,高度设置满足:当工件5被固定后,工件5与预定位杆41顶端具有5-10mm的间隙。如图4所示,弹性伸缩杆42包括轴套421,所述轴套421具有轴向的容纳腔,所述容纳腔底部设有弹簧422,所述弹簧422上方设有顶头423,所述顶头423的顶部位于轴套421外部设置;所述轴套421侧壁径向穿过有固定销424,所述固定销424的端部与顶头423的侧壁相抵接。进一步的,所述顶头423为轴状,其与固定销424抵接处设有平滑的凹部,所述凹部具有倾斜的线性过渡,其有利于通过固定销424插入的深浅来调节顶头423的轴向限位。当工件5被固定后,顶头423与工件5的底部相抵接,所述弹簧422处于被压缩状态,通过推进固定销424可限定弹性伸缩杆42的高度,并且保证了顶头423与工件5底部处于抵紧状态。需要特别说明的是,所述弹性伸缩杆42的最大高度小于预定位杆41的高度、最小高度大于预定位杆41的高度。
进一步的,为了使竖立的定位板2在装配时不发生横向晃动,位于所述容置空间另一侧的定位板2和底座1连接处设有加强筋6,所述加强筋6相邻的两条边分别与定位板2、底座1固定连接。进一步的,底座1两侧设有起吊螺钉11,避免起吊夹具时吊索与夹具发生干涉。
本发明的工作原理如下:
工件5装夹前,先将本发明放置到平台上,将四个夹紧件22向外拉开,腾出位置,防止工件5在装夹时发生干涉。门架结构3的横梁31为打开状态,即经销轴35向外旋转打开超过90°,方便工件5吊装操作。预定位杆41的高度设定为170mm,离工件5被夹紧后的距离为5mm。弹性伸缩杆42的固定销424为与顶头423侧壁为抵紧状态,弹簧422被压缩至最短,防止工件5放入夹具时和弹性伸缩杆42发生干涉。
从上到下起吊工件5,使其置于第一立柱32和第二立柱33之间,目视工件5高度大致与定位盘23高度一致时,驱动工件5向定位盘23平行运动,直到将工件5的第一端放进定位盘23中间,使定位盘23工件5的第一端匹配地抵接在一起;此时工件5还可以做轴向旋转运动,轻微旋转工件5直到其底部稳固落在顶头423上方时完成定位。接着,将四个压紧件22向内旋转,使其均匀压在工件5的第一端,向外旋拧固定销424,顶头32由于弹簧力的作用顶在工件5的底部,再向内旋拧固定销424,使固定销424与顶头423抵紧,完成支撑。此时,将横梁31旋转回来,使缺口311与定位螺栓36相卡紧,从工件5第二端的上方固定住工件5,作用是防止工件5在加工过程中刚性不足,产生振动。最后将锁紧螺栓旋拧紧,直到锁紧螺栓的端部与工件5的外壁抵紧即可。
虽然本说明书按照实施方式加以描述,但并非每个实施方式仅包含一个独立的技术方案,说明书的这种叙述方式仅仅是为清楚起见,本领域技术人员应当将说明书作为一个整体,各实施例中的技术方案也可以经适当组合,形成本领域技术人员可以理解的其他实施方式。
故以上所述仅为本申请的较佳实施例,并非用来限定本申请的实施范围;即凡依本申请的权利要求范围所做的各种等同变换,均为本申请权利要求的保护范围。
- 一种用于变速箱连接壳加工的夹具
- 一种用于精加工变速箱中壳前、后端面和顶盖面的夹具