一种具有螺纹堵头的新型加热板加工工艺
文献发布时间:2023-06-19 11:17:41
技术领域
本发明涉及加热板加工工艺技术领域,尤其涉及一种具有螺纹堵头的新型加热板加工工艺。
背景技术
现有的技术中有整板大面上加工出蛇形回路,再面上盖封板的结构,此结构焊接变形大,需要增加整形工艺和焊后热处理工艺,加工成本高,效率低下。另外还有只打贯穿的流道孔,不挖槽不打交叉孔,两孔直接用外接管焊接相连形成回路,虽然此结构节省了制作成本,但是适用性很差,只能用于低端的热压中,而且管路外接对设备设计者提出了很大的挑战,设备难以做出合理优化,且现有技术中铝焊接容易渗漏的风险,使用年限低,不方便后期拆卸清理流道内部分。
发明内容
本发明的目的是,提供一种具有螺纹堵头的新型加热板加工工艺,以克服目前现有技术存在的上述不足。
为了实现上述目的,本发明采用了如下技术方案:
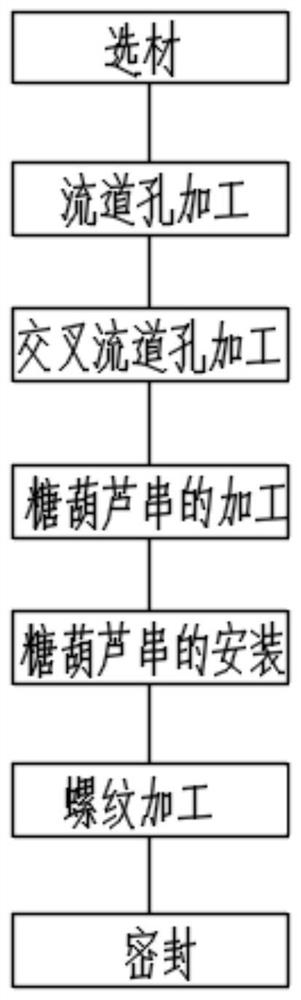
一种具有螺纹堵头的新型加热板加工工艺,该加工工艺包括以下步骤:
A、选材,根据需求选取适用的加工板件,选取的板件不能带有毛刺、毛边,板材不能有弯曲;
B、流道孔加工,利用专机深孔机在板的内部加工贯穿流道孔;
C、交叉流道孔加工,利用专机深孔机在板的内部相邻侧面加工贯穿的交叉流道孔;
D、糖葫芦串的加工,利用杆和堵头,将杆串入堵头中,再放入做好的工装上进行固定,调节尺寸,在通过氩弧焊满焊将杆和堵头固定在一起;
E、糖葫芦串的安装,制作好糖葫芦串放入交叉流道孔内,糖葫芦串直径滑入交叉流道孔中,杆尖顶到交叉孔底部即可,形成蛇形回路;
F、螺纹加工,将板四周孔制作成带沉头的圆柱管螺纹;
E、密封,将板四周的孔用螺塞堵头铜垫密封。
优选的,所述流道孔和交叉流道孔之间相互垂直设置,且之间相互接通。
优选的,所述流道孔和交叉孔孔直径要求按规定直径+0.02,孔间距+-0.2,壁粗糙度Ra0.2。
优选的,所述堵头中心加工直径为杆直径+0.2的孔。
优选的,所述堵头和杆均为不锈钢材质,所述堵头的直径为流道孔直径-0.1。
本发明的有益效果是:本发明的工艺解决了现存工艺的成本高、效率低以及设计不通用等缺点,本发明的工艺不仅成本低,效率高,精度保持性好,从外部看就是一块整板,无论从设备整体的设计上来讲还是加热板的外观来讲,都是更优的;本发明采用非标设计的螺塞堵头取代了以往的焊接工艺,即解决了铝焊接容易渗漏的风险,提高了产品的使用年限,又方便后期拆卸清理流道内部分。
附图说明
图1为本发明一种具有螺纹堵头的新型加热板加工工艺的工艺流程图;
图2为本发明一种具有螺纹堵头的新型加热板加工工艺的流道孔加工示意图;
图3为本发明一种具有螺纹堵头的新型加热板加工工艺的交叉流道孔加工示意图;
图4为本发明一种具有螺纹堵头的新型加热板加工工艺的糖葫芦串安装示意图;
图5为本发明一种具有螺纹堵头的新型加热板加工工艺的密封示意图;
图6为本发明一种具有螺纹堵头的新型加热板加工工艺的糖葫芦串示意图;
图7为本发明一种具有螺纹堵头的新型加热板加工工艺的密封的局部放大示意图;
图8为本发明一种具有螺纹堵头的新型加热板加工工艺的密封的螺纹堵头示意图;
图中:1、糖葫芦串;2、螺纹堵头。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
在本发明的描述中,需要理解的是,术语“上”、“下”、“前”、“后”、“左”、“右”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
参照图1,本实施案例是一种具有螺纹堵头的新型加热板加工工艺,该加工工艺包括以下步骤:
A、选材,根据需求选取适用的加工板件,选取的板件不能带有毛刺、毛边,板材不能有弯曲;
B、流道孔加工,利用专机深孔机在板的内部加工贯穿流道孔;
C、交叉流道孔加工,利用专机深孔机在板的内部相邻侧面加工贯穿的交叉流道孔;
D、糖葫芦串的加工,利用杆和堵头,将杆串入堵头中,再放入做好的工装上进行固定,调节尺寸,在通过氩弧焊满焊将杆和堵头固定在一起;
E、糖葫芦串的安装,制作好糖葫芦串放入交叉流道孔内,糖葫芦串直径滑入交叉流道孔中,杆尖顶到交叉孔底部即可,形成蛇形回路;
F、螺纹加工,将板四周孔制作成带沉头的圆柱管螺纹;
E、密封,将板四周的孔用螺塞堵头铜垫密封。
优选的,所述流道孔和交叉流道孔之间相互垂直设置,且之间相互接通。
优选的,所述流道孔和交叉孔孔直径要求按规定直径+0.02,孔间距+-0.2,壁粗糙度Ra0.2。
优选的,所述堵头中心加工直径为杆直径+0.2的孔。
优选的,所述堵头和杆均为不锈钢材质,所述堵头的直径为流道孔直径-0.1。
参考图2至图8,本实施案例在实施时,先选取板件,利用专机深孔机在板的内部加工贯穿流道孔,利用专机深孔机在板的内部相邻侧面加工贯穿的交叉流道孔,在制作糖葫芦串,糖葫芦串由不锈钢钢杆(直径4mm)和不锈钢堵头(直径为流道孔直径-0.1)组成,堵头中心加工直径为杆直径+0.2的孔,把杆串入堵头中,放入做好的工装上固定尺寸,把杆和堵头用氩弧焊满焊完成,制作好糖葫芦串放入交叉流道孔内,糖葫芦串直径滑入交叉流道孔中,杆尖顶到交叉孔底部即可,形成蛇形回路,将板四周孔制作成带沉头的圆柱管螺纹,在通过用螺塞堵头铜垫密封,完成加热板加工;在加工过程中需要注意内部的蛇形回路要求分布均匀,宽度均匀,内壁光滑,减少导热油或者蒸汽在蛇形回路中的压力损失,并且起到加热均匀的效果,热板的规格、流道孔、交叉孔直径以及分布情况是根据客户要求。
本发明的有益之处,本发明的工艺解决了现存工艺的成本高、效率低以及设计不通用等缺点,本发明的工艺不仅成本低,效率高,精度保持性好,从外部看就是一块整板,无论从设备整体的设计上来讲还是加热板的外观来讲,都是更优的;本发明采用非标设计的螺塞堵头取代了以往的焊接工艺,即解决了铝焊接容易渗漏的风险,提高了产品的使用年限,又方便后期拆卸清理流道内部分。
以上所述,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,根据本发明的技术方案及其发明构思加以等同替换或改变,都应涵盖在本发明的保护范围之内。
- 一种具有螺纹堵头的新型加热板加工工艺
- 一种具有紊态流道的降膜蒸发换热板片加工工艺