一种造粒机转子的制作工艺
文献发布时间:2023-06-19 11:17:41
技术领域
本发明涉及造粒机技术领域,具体涉及一种造粒机转子的制作工艺。
背景技术
造粒机可广泛应用于化工、石化、制药、食品、建材、矿冶、环保、印染、陶瓷、橡胶、塑料等领域,是一种可将物料制造成特定形状的成型机械。据结构的工作原理又可将其分为不同的种类,造粒机在化工方面广泛适用于熔点(软化点)在300℃以内,需冷凝造粒的各类物料。
目前还没有出现造粒机转子的制造方法,因此,本申请人研发一种造粒机转子的制造工艺。
发明内容
本发明的目的在于针对现有技术的上述不足和缺陷,提供一种造粒机转子的制作工艺,以解决上述问题。
本发明所解决的技术问题可以采用以下技术方案来实现:
一种造粒机转子的制作工艺,其特征在于,包括以下步骤:
1)、首先将转子轮毂粗端通过加热炉进行热处理,保温时间为2h~3h,达到保温温度后,停止加热,打开加热炉,取出并迅速测量且记录转子轮毂粗端的内孔直径和温度;
2)、将转子轮毂粗端吊至在通轴上方,通过操作人员将转子轮毂粗端的内孔对准通轴,使得转子轮毂粗端的内孔与通轴粗端贴合并测温记录;
3)、当转子轮毂粗端冷却收缩后检查是否已与通轴锁紧;
4)、将转子轮毂粗端与中心管焊接;
5)、将转子轮毂细端通过加热炉进行热处理,保温时间为2h~3h,达到保温温度后,停止加热,打开加热炉,取出并迅速测量且记录转子轮毂细端的内孔直径和温度;
6)、将转子轮毂细端吊至在通轴上方,通过操作人员将转子轮毂细端的内孔对准通轴,使得转子轮毂细端的内孔与通轴细端贴合并测温记录;
7)、当转子轮毂细端冷却收缩后检查是否已与通轴锁紧;
8)、将转子轮毂细端与中心管焊接。
在本发明的一个优选实施例中,所述保温时间为2h。
由于采用了如上的技术方案,本发明的有益效果在于:通过加热转子轮毂到一定温度,使转子轮毂受热胀大,通轴保持常温状态,这样转子轮毂的内径大于通轴直径,可以做到轻松套合,转子轮毂冷却后,达到过盈配合的目的。
附图说明
为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
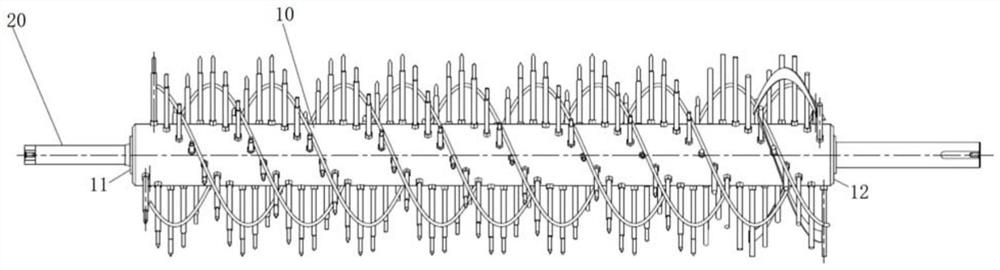
图1是本发明的整体结构示意图。
图2是本发明转子轮毂粗端的连接结构示意图。
图3是本发明转子轮毂粗端的连接结构示意图。
具体实施方式
为了使本发明实现的技术手段、创作特征、达成目的与功效易于明白了解,下面进一步阐述本发明。
参见图1至图3所示的一种造粒机转子的制作工艺,包括以下步骤:
1)、首先将转子轮毂粗端11通过加热炉进行热处理,保温时间为2h~3h,本实施例中的保温时间优选为2h或不低于2h。达到保温温度后,停止加热,打开加热炉,取出并迅速测量并记录转子轮毂粗端11的内孔直径和温度;
2)、将转子轮毂粗端11吊至在通轴20上方,通过操作人员将转子轮毂粗端11的内孔对准通轴20,使得转子轮毂粗端11的内孔与通轴20粗端贴合并测温记录;
3)、当转子轮毂粗端11冷却收缩后检查是否已与通轴20锁紧;
4)、将转子轮毂粗端11与中心管10焊接;
5)、将转子轮毂细端12通过加热炉进行热处理,保温时间为2h~3h,本实施例中的保温时间优选为2h或不低于2h,达到保温温度后,停止加热,打开加热炉,取出并迅速测量并记录转子轮毂细端12的内孔直径和温度;
6)、将转子轮毂细端12吊至在通轴20上方,通过操作人员将转子轮毂细端12的内孔对准通轴20,使得转子轮毂细端12的内孔与通轴20细端贴合并测温记录;
7)、当转子轮毂细端12冷却收缩后检查是否已与通轴20锁紧;
8)、将转子轮毂细端12与中心管10焊接。
以上显示和描述了本发明的基本原理、主要特征和本发明的优点。本行业的技术人员应该了解,本发明不受上述实施例的限制,上述实施例和说明书中描述的只是说明本发明的原理,在不脱离本发明精神和范围的前提下,本发明还会有各种变化和改进,这些变化和改进都落入要求保护的本发明范围内。本发明要求保护范围由所附的权利要求书及其等效物界定。
- 一种造粒机转子的制作工艺
- 一种新型湿法造粒机转子