一种超声波焊接装置
文献发布时间:2023-06-19 11:17:41
技术领域
本发明涉及晶体管加工制作技术领域,尤其涉及一种超声波焊接装置。
背景技术
绝缘栅双极型晶体管(Insulated Gate Bipolar Transistor,IGBT),是由双极型三极管(Bipolar Junction Transistor,BJT)和绝缘栅型场效应管(Metal OxideSemiconductor Field Effect Transistor,MOS)组成的复合全控型电压驱动式功率半导体器件,其输入极为MOSFET,输出极为PNP晶体管,因此,可以把其看作是MOS输入的达林顿管。它融合了MOSFET的高输入阻抗和电力晶体管(Giant Transistor,GTR)的低导通压降两方面的优点,具备易于驱动、峰值电流容量大、自关断、开关频率高(10-40kHz)等特点,已逐步取代晶闸管和门极可关断晶闸管,是目前发展最为迅速的新一代电力电子器件,广泛应用于小体积、高效率的变频电源、电机调速及逆变焊机当中。
在IGBT生产过程中,多采用超声波焊接装置来焊接IGBT中的铜端子与铜基板,超声波焊接之后的铜端子和铜基板之间是铜分子的相互融合,没有发生化学变化,在导电过程中没有产生额外的阻值,提高了IGBT的导电性能。另外,超声波焊接还增加了铜端子与铜基板之间的拉力,提高了IGBT的机械稳定性。但是由于IGBT的铜端子数量多,外形复杂,现有技术中的超声波焊接机无法实现一次性稳定焊接,导致焊接性能不稳定,焊接效率低。
发明内容
本发明的目的在于提供一种超声波焊接装置,在焊接IGBT生产过程中能够同时焊接多个不同的铜端子,提高了焊接的稳定性,且提高了焊接效率。
为达此目的,本发明采用以下技术方案:
一种超声波焊接装置,其中包括:
支撑组件,包括支撑架以及与固定于所述支撑架上方的支撑板;
控制箱,与所述支撑架固接且沿竖直方向设置于所述支撑板下方;
焊接组件,包括支座、与所述支座沿Z轴方向滑动连接的焊头以及与所述焊头连接的超声波发生器,所述支座固定于所述支撑板,所述超声波发生器(43)固定于所述控制箱内;所述焊接组件还包括第一驱动件,所述第一驱动件与所述焊头连接,所述第一驱动件能够驱动所述焊头转动;
夹持件,所述夹持件设置于所述焊头的下方且用于夹持待焊接件;
第一移动组件,与所述夹持件连接且能够带动所述夹持件沿X轴方向运动;
第二移动组件,固定于所述支撑板上方且与所述第一移动组件固接,所述第二移动组件能够带动所述第一移动组件沿Y轴方向运动;
滚轮,固定于所述支撑架底部且用于移动所述超声波焊接装置。
可选地,所述支撑组件还包括固定架和亚克力板,所述固定架与所述支撑板固接且与所述支撑架分别位于所述支撑板沿竖直方向的两侧,所述亚克力板与所述固定架固接以形成封闭的容纳腔,所述焊接组件、所述夹持件、所述第一移动组件和所述第二移动组件均位于所述容纳腔内。
可选地,所述控制箱内设置有电源以及与所述电源电连接的主机模块,所述第一驱动件、所述超声波发生器、所述第一移动组件和所述第二移动组件均与所述主机模块电连接。
可选地,所述超声波焊接装置还包括报警灯,所述报警灯固定于所述固定架且与所述主机模块电连接,所述报警灯能够指示所述超声波焊接装置的工作状态。
可选地,所述超声波焊接装置还包括安全光栅,所述安全光栅固定于所述固定架且与所述主机模块电连接。
可选地,所述焊接组件还包括沿Z轴方向延伸的第一导轨、与所述第一导轨滑动连接的第一滑块、安装于所述第一滑块的夹具以及与所述第一滑块连接的第二驱动件,所述第一导轨与所述支座固接,所述夹具用于夹持所述焊头,所述第二驱动件能够驱动所述第一滑块沿所述第一导轨滑动。
可选地,所述焊接组件还包括固定座、套筒、连接轴和轴承,所述固定座与所述第一滑块固接,所述轴承的外圈与所述固定座固接且内圈与所述套筒固接,所述套筒的一端通过所述连接轴与所述第一驱动件连接,所述夹具固定于所述套筒的另一端。
可选地,所述第一移动组件包括固定于所述第二移动组件上方的支撑平台、固定于所述支撑平台且沿X轴方向延伸的第二导轨、与所述第二导轨滑动配合的第二滑块以及与所述第二滑块连接的第三驱动件,所述夹持件与所述第二滑块固接,所述第三驱动件固定于所述支撑平台且能够驱动所述第二滑块沿所述第二导轨滑动。
可选地,所述第一移动组件还包括防尘罩,所述第二导轨的两端均设置有所述防尘罩,两个所述防尘罩均与所述支撑平台固接。
可选地,所述第二移动组件包括固定于所述支撑板且沿Y轴方向延伸的第三导轨、与所述第三导轨滑动配合的第三滑块以及与所述第三滑块连接的第四驱动件,所述支撑平台与所述第三滑块固接,所述第四驱动件能够驱动所述第三滑块沿所述第三导轨滑动。
本发明的有益效果:本发明提供的超声波焊接装置,通过支撑架支撑固定控制箱,并在支撑架上方设置支撑板以支撑焊接组件、夹持件、第一移动组件和第二移动组件,通过夹持件夹持待焊接件,并通过第一移动组件能够带动夹持件沿X轴运动,通过第二移动组件能够带动第一移动组件沿Y轴运动,进而能够实现待焊接件在X轴方向和Y轴方向的移动,并将待焊接件放置于焊头的下方,便于使用焊头进行焊接,同时通过待焊接件的移动,能够保证夹持件能够夹持多个待焊接件进行同时焊接,提高了焊接效率;同时,焊头能够沿Z轴方向运动,以保证能够调整焊头的高度,且通过第一驱动件能够驱动焊头沿自身轴线转动,从而能够保证焊头的灵活性;通过夹持件夹持待焊接件提高了焊接的稳定性;此外,在支撑架底部设置有滚轮,通过滚轮能够移动该超声波焊接装置,从而能够保证该装置的移动效果更好,进一步扩大了该超声波焊接装置的使用范围。
附图说明
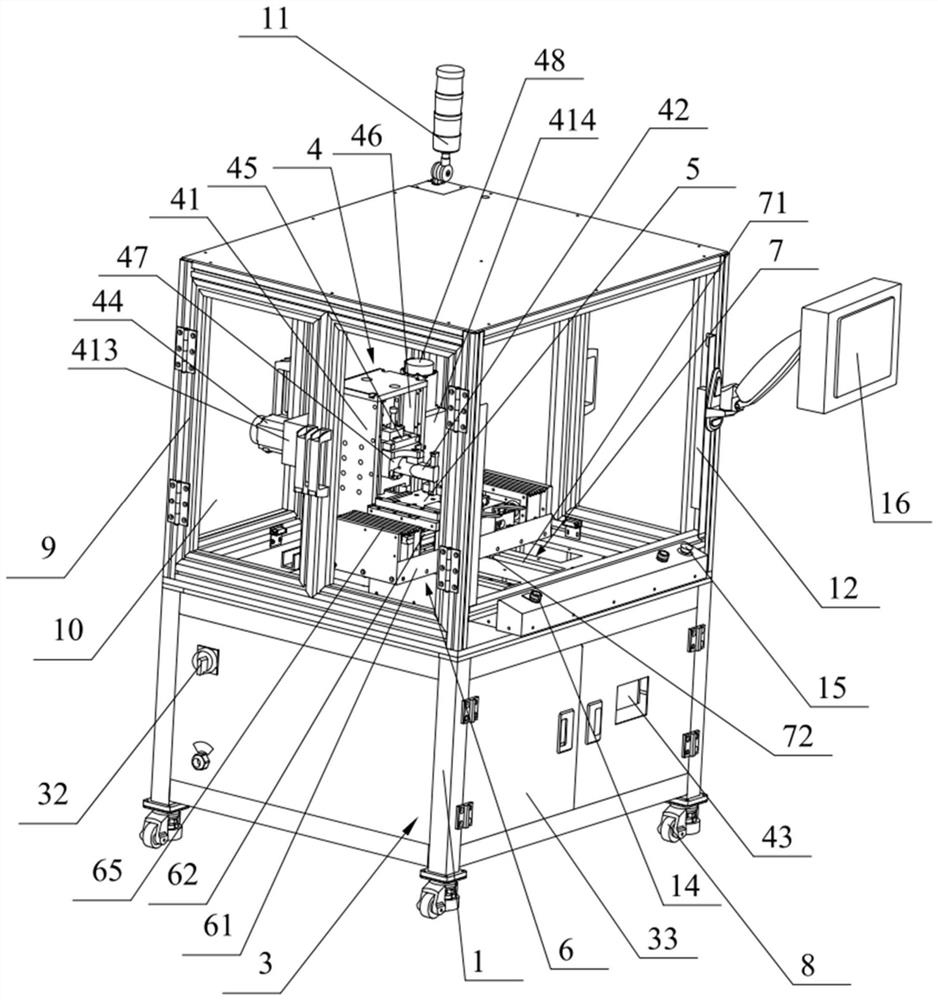
图1是本发明实施例提供的超声波焊接装置的第一视角的结构示意图;
图2是本发明实施例提供的超声波焊接装置的第二视角的结构示意图;
图3是本发明实施例提供的超声波焊接装置的焊接组件的部分结构示意图;
图4是本发明实施例提供的超声波焊接装置的夹持件的结构示意图;
图5是本发明实施例提供的超声波焊接装置的控制箱内部的结构示意图。
图中:
100-待焊接件;101-铜基板;102-铜端子;
1-支撑架;2-支撑板;
3-控制箱;31-电源;32-凸轮开关;33-箱门;34-PLC;35-工控机;36-低压元器件;
4-焊接组件;41-支座;42-焊头;43-超声波发生器;44-第一驱动件;45-第一导轨;46-第一滑块;47-夹具;48-第二驱动件;49-固定座;410-套筒;411-连接轴;412-轴承;413-第一支撑架;414-第二支撑架;415-联轴器;
5-夹持件;
6-第一移动组件;61-支撑平台;62-第二导轨;63-第二滑块;64-第三驱动件;65-防尘罩;
7-第二移动组件;71-第三导轨;72-第三滑块;73-第四驱动件;
8-滚轮;9-固定架;10-亚克力板;11-报警灯;12-安全光栅;13-坦克链;14-启动按钮;15-急停按钮;16-触摸屏。
具体实施方式
为使本发明解决的技术问题、采用的技术方案和达到的技术效果更加清楚,下面将结合附图对本发明实施例的技术方案做进一步的详细描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
在本发明的描述中,除非另有明确的规定和限定,术语“相连”、“连接”、“固定”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或成一体;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通或两个元件的相互作用关系。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本发明中的具体含义。
在本发明中,除非另有明确的规定和限定,第一特征在第二特征之“上”或之“下”可以包括第一和第二特征直接接触,也可以包括第一和第二特征不是直接接触而是通过它们之间的另外的特征接触。而且,第一特征在第二特征“之上”、“上方”和“上面”包括第一特征在第二特征正上方和斜上方,或仅仅表示第一特征水平高度高于第二特征。第一特征在第二特征“之下”、“下方”和“下面”包括第一特征在第二特征正下方和斜下方,或仅仅表示第一特征水平高度小于第二特征。
下面结合附图并通过具体实施方式进一步说明本发明的技术方案。
如图1-5所示,该超声波焊接装置包括支撑组件、控制箱3、焊接组件4、夹持件5、第一移动组件6、第二移动组件7和滚轮8,其中支撑组件包括支撑架1以及与固定于支撑架1上方的支撑板2;控制箱3与支撑架1固接且沿竖直方向设置于支撑板2下方;焊接组件4包括支座41、与支座41沿Z轴方向滑动连接的焊头42以及与焊头42连接的超声波发生器43,支座41固定于支撑板2,超声波发生器43固定于控制箱3内;焊接组件4还包括第一驱动件44,第一驱动件44与焊头42连接,第一驱动件44能够驱动焊头42转动;夹持件5设置于焊头42的下方且用于夹持待焊接件100;第一移动组件6与夹持件5连接且能够带动夹持件5沿X轴方向运动;第二移动组件7固定于支撑板2上方且与第一移动组件6固接,第二移动组件7能够带动第一移动组件6沿Y轴方向运动;滚轮8固定于支撑架1底部且用于移动该超声波焊接装置。可以理解的是,该超声波焊接装置通过支撑架1支撑固定控制箱3,并在支撑架1上方设置支撑板2以支撑焊接组件4、夹持件5、第一移动组件6和第二移动组件7,通过夹持件5夹持待焊接件100,并通过第一移动组件6能够带动夹持件5沿X轴方向运动,通过第二移动组件7能够带动第一移动组件6沿Y轴方向运动,进而能够实现待焊接件100在X轴方向和Y轴方向的移动,并将待焊接件100放置于焊头42的下方,便于使用焊头42进行焊接,同时通过待焊接件100的移动,能够保证夹持件5能够夹持多个待焊接件100进行同时焊接,提高了焊接效率;同时,焊头42能够沿Z轴方向运动,以保证能够调整焊头42的高度,且通过第一驱动件44能够驱动焊头42沿自身轴线转动,从而能够保证焊头42的灵活性;通过夹持件5夹持待焊接件100提高了焊接的稳定性;此外,在支撑架1底部设置有滚轮8,通过滚轮8能够移动该超声波焊接装置,从而能够保证该装置的移动效果更好,进一步扩大了该超声波焊接装置的使用范围。
如图4所示,本实施例中,待焊接件100为IGBT,包括铜基板101和多个铜端子102,均固定在夹持件5上,通过第一移动组件6和第二移动组件7带动夹持件5沿X轴方向和Y轴方向移动,同时通过焊头42沿Z轴方向移动并可沿自身轴线转动,能够保证该超声波焊接装置能够实现四轴移动,从而保证通过焊头42能够同时将铜基板101和多个铜端子102进行焊接,提高了焊接效率。在其他实施例中,待焊接件100也可以为其他结构,也可以将待焊接件100设置为多个。
如图1和图2所示,本实施例中,支撑架1的截面为矩形,滚轮8为四个,分别设置于支撑架1底面的四个角处,且滚轮8为万向轮,通过螺栓固定在支撑架1上。可以理解的是,设置万向轮能够保证该超声波焊接装置的移动性更好。在其他实施例中,滚轮8也可以不为万向轮,且数量也可以根据实际使用需求适应性调整。
可选地,支撑组件还包括固定架9和亚克力板10,固定架9与支撑板2固接且与支撑架1分别位于支撑板2沿竖直方向的两侧,亚克力板10与固定架9固接以形成封闭的容纳腔,焊接组件4、夹持件5、第一移动组件6和第二移动组件7均位于容纳腔内。可以理解的是,通过固定架9和亚克力板10组成箱体式结构,能够对焊接组件4、夹持件5、第一移动组件6和第二移动组件7进行保护,同时能够保护外部操作人员;同时亚克力板10为透明材质,不会遮挡操作人员的视线,便于观察焊接情况和进度。本实施例中,固定架9为铝型材,铝型材的重量轻,能够减小该超声波焊接装置的重量,同时为便于放置待焊接件100,在固定架9上设置有能够开合的门,门的框架也采用铝型材且也通过亚克力板10进行封闭。在其他实施例中,固定架9也可以为其他材质,也可以使用其他透明材质代替亚克力板10。
可选地,如图1-图3所示,焊接组件4还包括沿Z轴方向延伸的第一导轨45、与第一导轨45滑动连接的第一滑块46、安装于第一滑块46的夹具47以及与第一滑块46连接的第二驱动件48,第一导轨45与支座41固接,夹具47用于夹持焊头42,第二驱动件48能够驱动第一滑块46沿第一导轨45滑动。具体地,第一导轨45为两条,沿支座41的宽度方向间隔设置,第一滑块46为四个,其中两两为一组,一组中的两个第一滑块46沿Z轴方向间隔设置,且两组第一滑块46分别与两条第一导轨45滑动连接,夹具47设置于两条第一导轨45之间,同时与两组第一滑块46连接。焊接组件4还包括第一支撑架413,第一驱动件44固定于第一支撑架413上,第一支撑架413与第一滑块46连接。本实施例中,第一驱动件44为电机,通过电机旋转带动焊头42绕自身轴线转动。在其他实施例中,第一驱动件44也可以为其他结构;也可以仅设置一条第一导轨45和一个第一滑块46,或者也可以使用导杆和导套等其他结构代替第一导轨45和第一滑块46。
可选地,焊接组件4还包括固定座49、套筒410、连接轴411和轴承412,固定座49与第一滑块46固接,轴承412的外圈与固定座49固接且内圈与套筒410固接,套筒410的一端通过连接轴411与第一驱动件44连接,夹具47固定于套筒410的另一端。具体地,焊接组件4还包括联轴器415,连接轴411通过联轴器415与第一驱动件44的输出端连接。固定座49的两侧分别与两组第一滑块46固接,轴承412设置于固定座49的内部,套筒410穿设于轴承412的内圈,通过轴承412实现与固定座49的转动连接,第一支撑架413与固定座49固接。可以理解的是,通过第一驱动件44的转动能够带动连轴器415转动,然后带动连接轴411进行旋转运动,进而带动套筒410和轴承412进行转动,而焊头42通过夹具47固定在套筒410上,这样就能够带动焊头42进行旋转运动。同时通过轴承412和固定座49的支撑,能够保证焊头42在转动过程中的稳定性。本实施例中,轴承412为角接触球轴承,在其他实施例中,轴承412也可以为其他类型,也可以仅设置套筒410和连接轴411中的一个。
本实施例中,焊接组件4还包括第二支撑架414,第二支撑架414固定于支座41上且用于支撑固定第二驱动件48,第二驱动件48与其中一个第一滑块46连接,通过第二驱动件48能够带动第一滑块46沿第一导轨45滑动,从而实现焊头42在Z轴方向上高度的调整。第二驱动件48可以为液压缸、电推杆或直线电机等结构,在此不做限定。
可选地,如图1和图2所示,第一移动组件6包括固定于第二移动组件7上方的支撑平台61、固定于支撑平台61且沿X轴方向延伸的第二导轨62、与第二导轨62滑动配合的第二滑块63以及与第二滑块63连接的第三驱动件64,夹持件5与第二滑块63固接,第三驱动件64固定于支撑平台61且能够驱动第二滑块63沿第二导轨62滑动。具体地,为保证滑动效果和支撑的稳定性,第二导轨62为两条,沿Y轴方向间隔设置,第二滑块63至少为两个,分别与两条第二导轨62对应滑动连接,且第二滑块63均与夹持件5连接,能够保证夹持件5的稳定性。至于第三驱动件64可以为液压缸、电推杆或直线电机等结构,在此不做限定。在其他实施例中,也可仅设置一条第二导轨62和一个第二滑块63,也可使用导杆和导套等其他结构代替第二导轨62和第二滑块63。
可选地,第一移动组件6还包括防尘罩65,第二导轨62的两端均设置有防尘罩65,防尘罩65与支撑平台61固接。具体地,两条第二导轨62的端部能够同时位于防尘罩65内。可以理解的是,防尘罩65能够对第二导轨62和第二滑块63进行保护,防止第二导轨62和第二滑块63受到外界粉尘的污染,同时还能够避免外界操作人员无意间的碰触到第二导轨62和第二滑块63,提供了安全保护。至于防尘罩65的尺寸,应保证能够遮挡第二导轨62的同时不影响第二滑块63在第二导轨62上的移动,同时不影响夹持件5对待焊接件100的夹持以及焊头42对待焊接件100的焊接。
可选地,第二移动组件7包括固定于支撑板2且沿Y轴方向延伸的第三导轨71、与第三导轨71滑动配合的第三滑块72以及与第三滑块72连接的第四驱动件73,支撑平台61与第三滑块72固接,第四驱动件73能够驱动第三滑块72沿第三导轨71滑动。具体地,第四驱动件73固定于支撑板2上。可以理解的是,通过第四驱动件73能够带动第三滑块72沿第三导轨71滑动,从能够实现夹持件5夹持待焊接件100在Y轴方向上的运动。至于第四驱动件73可以为液压缸、电推杆或直线电机等结构,在此不做限定。
本实施例中,如图2所示,该超声波焊接装置还包括坦克链13,坦克链13一端固定于支撑平台61上,且另一端固定于支撑板2上,坦克链13内部设置有第三驱动件64和第四驱动件73的电源线和信号线,能够对电源线和信号线进行支撑保护,从而能够防止电源线和信号线损坏。在其他实施例中,可使用其他支撑结构代替坦克链13,也可以不设置坦克链13。
可选地,如图1、图2和图5所示,控制箱3内设置有电源31以及与电源31电连接的主机模块,第一驱动件44、超声波发生器43、第一移动组件6和第二移动组件7均与主机模块电连接。具体地,主机模块包括电连接的PLC34、工控机35和低压元器件36,第一驱动件44、第二驱动件48、第三驱动件64、第四驱动件73和超声波发生器43均通过电源线与电源31电连接,通过信号线与PLC34电连接。可以理解的是,通过电源31能够为主机模块供电,通过PLC34、工控机35以及低压元器件36的相互配合能够控制第一驱动件44、第二驱动件48、第三驱动件64、第四驱动件73以及超声波发生器43的开关,从而能够实现自动控制焊头42在Z轴方向的运动以及自身的转动,待焊接件100在X轴方向和Y轴方向的运动,能够提高控制精度。至于PLC34、工控机35以及低压元器件36的具体结构及工作原理均已为现有技术,在此不再进行赘述。在其他实施例中,主机模块也可以为其他结构。
本实施例中,控制箱3还包括箱门33,通过箱门33能够打开或关闭控制箱3,从而能够便于控制箱3内部结构的拆装和更换。控制箱3的侧壁上还设置有凸轮开关32,凸轮开关32和电源31电连接,通过旋拧凸轮开关32能够控制电源31的通断,从而在不使用该超声波焊接装置时,将电源31切断,在保护安全的同时达到节省电能的目的。在其他实施例中,也可以使用普通的开关代替凸轮开关32。
本实施例中,该超声波焊接装置还包括启动按钮14和急停按钮15,启动按钮14和急停按钮15均固定安装在支撑板2上,且均与主机模块电连接,通过启动按钮14能够控制该超声波焊接装置的启动,通过急停按钮15能够控制该超声波焊接装置的紧急停止,从而能够避免危险的发生。该超声波焊接装置还包括触摸屏16,触摸屏16固定安装在固定架9上,在焊接过程中的所有参数都可以通过触摸屏16进行输入设定,通过触摸屏16能够保证该超声波焊接装置操作的便利性。至于启动按钮14、急停按钮15以及触摸屏16的具体结构及控制原理,均已为现有技术,在此不再进行赘述。在其他实施例中,启动按钮14、急停按钮15以及触摸屏16的具体安装位置也可以根据实际使用需求适应性调整。
为了避免在焊接过程中出现安全隐患,可选地,如图1所示,该超声波焊接装置还包括安全光栅12,安全光栅12固定于固定架9且与主机模块电连接。本实施例中,只有安全光栅12没有被阻挡的情况下,才能使用启动按钮14操控设备。可以理解的是,当安全光栅12没有被阻挡时,能够确保此时无人靠近固定架9,此时才能够按动启动按钮14才能够启动该超声波焊接装置,能够进一步保证操作人员的安全。
可选地,如图1和图2所示,该超声波焊接装置还包括报警灯11,报警灯11固定于固定架9且与主机模块电连接,报警灯11能够指示该超声波焊接装置的工作状态。具体地,报警灯11固定安装在固定架9上且位于顶部位置,从而能够保证指示灯11的位置明显,能够起到更好的指示作用。报警灯11分为三层,每一层能够显示不同的颜色,分别用于定义该超声波焊接装置的不同运行状态。本实施例中,报警灯11能够显示绿色,黄色和红色,其中绿色代表该超声波焊接装置处于焊接工作的状态,黄色代表该超声波焊接装置处于待工作状态,红色代表该超声波焊接装置处于故障和安全警示的状态,三种颜色的显示均受PLC34的控制。至于PLC34控制报警灯11的颜色变化的控制原理已为现有技术,在此不再进行赘述。在其他实施例中,可适应性调整报警灯11的颜色显示,也可适应性增减该超声波焊接装置的不同工作状态在报警灯11上的显示。
本实施例中的超声波焊接装置属于一种半自动的焊接装置。在焊接的过程中,需要操作人员把IGBT的铜端子102和铜基板101固定在夹持件5上,并手动把夹持件5上放置在支撑平台61上;然后需要操作触摸屏16来找出夹持件5的原点位置,操作的过程中要分别对X轴,Y轴,Z轴和焊头42绕自身转动的R轴的原点进行定位,并设置到触摸屏16上进行保存;还需要对不同的IGBT提前进行焊接步骤的坐标编程,编程的过程就是对不同的铜端子102和铜基板101的坐标进行定位,并进行分步有序的焊接。把编写好的程序输入到触摸屏16之后,操作人员需要旋转凸轮开关32,接通电源31,然后按下启动按钮14,该超声波焊接装置就会对IGBT进行自动定位,以定位到铜端子102的位置,然后超声波发生器43发出超声波,并把超声波传到焊头42上,实现铜端子102与铜基板101的焊接。当焊接完成之后,该超声波焊接装置会自动回到原点位置,然后需要操作人员进行手动更换新的IGBT再次按下启动按钮14,进行再次的焊接过程。在其他实施例中,当待焊接件100为其他结构时,也重复上述的焊接过程,在此不再进行赘述。
显然,本发明的上述实施例仅仅是为了清楚说明本发明所作的举例,而并非是对本发明的实施方式的限定。对于所属领域的普通技术人员来说,在上述说明的基础上还可以做出其它不同形式的变化或变动。这里无需也无法对所有的实施方式予以穷举。凡在本发明的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本发明权利要求的保护范围之内。
- 超声波焊接方法、利用超声波焊接方法焊接而成的结构体、超声波焊接装置
- 用于在超声波焊接装置中定位焊接金属的方法和超声波焊接装置