一种金属材料真空热锻成型模具及加工方法
文献发布时间:2023-06-19 11:17:41
技术领域
本发明涉及金属材料热加工技术领域,特别是涉及一种金属材料真空热锻成型模具及加工方法。
背景技术
热加工能使金属材料在成形的同时改变它的组织或者使已成形的材料改变既定状态以改善零件的机械性能,是金属材料提高高温力学性能的有效方法。特别是高强高韧钒合金板材一般需要多次热加工。对于钒合金等金属材料的高温热处理,尤为重要的是减少材料加工过程中与空气的接触而发生的氧化行为。为此,常用的措施是对金属材料进行包套,然后进行热加工。
目前金属材料高温热加工包套易氧化,生产效率低,成本高,且无法检测封焊完成时包套管是否漏气等难题。公开号为CN101745591A的中国专利,公开了一种金属锻压成型装置及其加工方法,其公开了锻压装置,但是仍未提及如何进行材料的防氧化。
因此,如何解决现有技术中,金属材料高温热加工包套易氧化、生产效率较低的问题,成为了本领域技术人员亟待解决的。
发明内容
本发明的目的是提供一种金属材料真空热锻成型模具及加工方法,以解决上述现有技术存在的问题,防止金属材料高温加工过程中被氧化,提高生产效率。
为实现上述目的,本发明提供了如下方案:本发明提供一种金属材料真空热锻成型模具,包括上模板和下模板,所述上模板具有凸出的上模压芯,所述下模板具有与所述上模压芯相适配的锻压腔,所述下模板还设置真空管,所述真空管的一端与所述锻压腔相连通,所述真空管的另一端伸出所述下模板且能够与抽真空装置相连,所述上模板与所述下模板之间还设置密封元件,所述密封元件环绕所述上模压芯与所述锻压腔设置;所述下模板还设置包套管槽,所述包套管槽与所述锻压腔相连通,所述包套管槽内设置模具压条,所述模具压条与所述包套管槽插接相连,所述模具压条与所述下模板之间设置密封组件,所述模具压条与所述包套管槽之间具有允许包套真空管通过的定位通道。
优选地,所述上模板设置导柱,所述下模板上具有与所述导柱相适配的导柱槽,所述导柱可滑动地设置于所述导柱槽内。
优选地,所述导柱和所述导柱槽的数量均为四个,四个所述导柱设置于上模板的四角且两两对称。
优选地,所述上模板具有第一密封槽,所述下模板具有第二密封槽,所述模具压条上具有与所述第一密封槽相匹配的凹槽,所述第一密封槽与所述第二密封槽相对设置,所述第一密封槽与所述第二密封槽围成的空间能够容纳所述密封元件。
优选地,所述第一密封槽和所述第二密封槽均为环形。
优选地,所述包套管槽为U形槽,所述模具压条的底部具有截面为半圆的定位槽,所述定位槽朝向所述包套管槽的底部设置,所述定位槽与所述包套管槽围成所述定位通道,所述模具压条的顶部与所述下模板的顶部相平齐。
优选地,所述定位槽内设置能够容纳O型圈的O型槽。
优选地,所述包套管槽的轴线与所述真空管的轴线相平行。
本发明还提供一种金属材料真空热锻成型加工方法,包括如下步骤:
步骤一、将需要锻压的金属材料放入包套,在包套边角连接包套真空管,对包套作密封处理,通过包套真空管对包套内腔抽真空;
步骤二、对金属材料进行加热,在保持对包套内腔抽真空的状态下将金属材料加热至所需温度;
步骤三、将包套放入锻压腔中,包套真空管位于包套管槽中并伸出下模板,将模具压条置于包套管道中,即包套真空管位于定位通道中;
步骤四、上模板与下模板合模,上模压芯与包套抵接,通过真空管对锻压腔抽真空;
步骤五、通过液压机对上模板施力,上模板与下模板合模至二者抵接;
步骤六、开模,取出模具压条,取出样品。
优选地,步骤一中,包套由不锈钢材质制成,包套真空管与包套焊接相连,金属材料放入包套后,包套除包套真空管处之外其余边均作缝焊密封处理。
本发明相对于现有技术取得了以下技术效果:本发明的金属材料真空热锻成型模具,包括上模板和下模板,上模板具有凸出的上模压芯,下模板具有与上模压芯相适配的锻压腔,下模板还设置真空管,真空管的一端与锻压腔相连通,真空管的另一端伸出下模板且能够与抽真空装置相连,上模板与下模板之间还设置密封元件,密封元件环绕上模压芯与锻压腔设置;下模板还设置包套管槽,包套管槽与锻压腔相连通,包套管槽内设置模具压条,模具压条与包套管槽插接相连,模具压条与下模板之间设置密封组件,模具压条与包套管槽之间具有允许包套真空管通过的定位通道。本发明还提供一种金属材料真空热锻成型加工方法,在保持对包套内腔抽真空的状态下将金属材料加热至所需温度,同时,在保持对锻压腔抽真空的状态下完成锻压,使金属材料在热加工过程中处于双重真空保护状态,不易氧化,提高了生产效率和良品率,且使用本发明的金属材料真空热锻成型模具,解决了封焊完成时无法检测包套管是否漏气的难题。
附图说明
为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动性的前提下,还可以根据这些附图获得其他的附图。
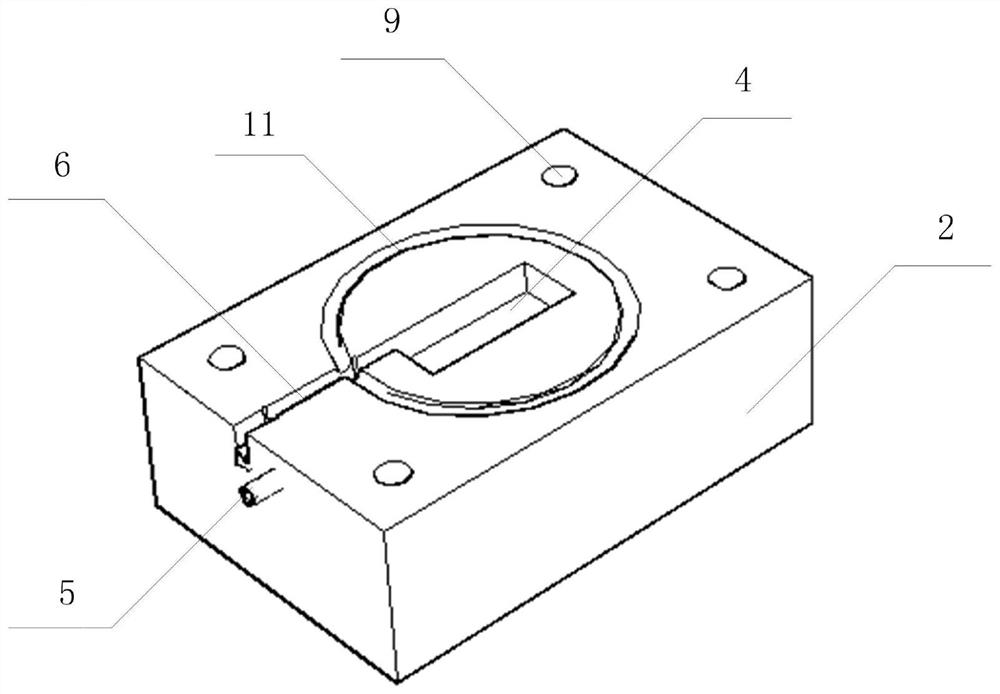
图1为本发明的金属材料真空热锻成型模具的下模板的结构示意图;
图2为本发明的金属材料真空热锻成型模具的上模板的结构示意图;
图3为本发明的金属材料真空热锻成型模具的模具压条的结构示意图;
其中,1为上模板,2为下模板,3为上模压芯,4为锻压腔,5为真空管,6为包套管槽,7为模具压条,8为导柱,9为导柱槽,10为第一密封槽,11为第二密封槽,12为定位槽。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
本发明的目的是提供一种金属材料真空热锻成型模具及加工方法,以解决上述现有技术存在的问题,防止金属材料高温加工过程中被氧化,提高生产效率。
为使本发明的上述目的、特征和优点能够更加明显易懂,下面结合附图和具体实施方式对本发明作进一步详细的说明。
请参考图1-3,其中,图1为本发明的金属材料真空热锻成型模具的下模板的结构示意图,图2为本发明的金属材料真空热锻成型模具的上模板的结构示意图,图3为本发明的金属材料真空热锻成型模具的模具压条的结构示意图。
本发明提供一种金属材料真空热锻成型模具,包括上模板1和下模板2,上模板1具有凸出的上模压芯3,下模板2具有与上模压芯3相适配的锻压腔4,下模板2还设置真空管5,真空管5的一端与锻压腔4相连通,真空管5的另一端伸出下模板2且能够与抽真空装置相连,上模板1与下模板2之间还设置密封元件,密封元件环绕上模压芯3与锻压腔4设置;下模板2还设置包套管槽6,包套管槽6与锻压腔4相连通,包套管槽6内设置模具压条7,模具压条7与包套管槽6插接相连,模具压条7与下模板2之间设置密封组件,模具压条7与包套管槽6之间具有允许包套真空管通过的定位通道。
使用本发明的金属材料真空热锻成型模具对金属材料热加工时,在保持对包套内腔抽真空的状态下将金属材料加热至所需温度,同时,在保持对锻压腔4抽真空的状态下完成锻压,使金属材料在热加工过程中处于双重真空保护状态,不易氧化,提高了生产效率和良品率,且使用本发明的金属材料真空热锻成型模具,解决了封焊完成时无法检测包套管是否漏气的难题。
其中,上模板1设置导柱8,下模板2上具有与导柱8相适配的导柱槽9,导柱8可滑动地设置于导柱槽9内,导柱8、导柱槽9为上模板1和下模板2合模提供了导向作用。
在本具体实施方式中,导柱8和导柱槽9的数量均为四个,四个导柱8设置于上模板1的四角且两两对称,四个导柱8围成矩形,为上模板1和下模板2合模提供稳定导向,提高合模精度。
具体地,上模板1具有第一密封槽10,下模板2具有第二密封槽11,模具压条7上具有与第一密封槽10相匹配的凹槽,第一密封槽10与第二密封槽11相对设置,第一密封槽10与第二密封槽11围成的空间能够容纳密封元件,密封元件保证了上模板1和下模板2合模时的气密性,第一密封槽10和第二密封槽11为密封元件提供了安装位置,同时便于定位密封元件。
为了保证上模板1和下模板2合模时,锻压腔4的密封性,第一密封槽10和第二密封槽11均为环形,锻压腔4位于第一密封槽10和第二密封槽11的内圈中。
更具体地,包套管槽6为U形槽,模具压条7的底部具有截面为半圆的定位槽12,定位槽12朝向包套管槽6的底部设置,定位槽12与包套管槽6围成定位通道,定位通道能够允许包套真空管通过,模具压条7的顶部与下模板2的顶部相平齐,避免模具压条7影响上模板1与下模板2的合模精度,同时避免模具压条7与上模板1之间具有缝隙导致锻压腔4的气密性下降。
进一步地,定位槽12内设置能够容纳O型圈的O型槽,为了不影响锻压腔4的气密性,包套真空管外套装有O型圈。
在本具体实施方式中,包套管槽6的轴线与真空管5的轴线相平行,便于包套真空管和真空管5与抽真空装置相连,降低操作人员劳动强度。
本发明还提供一种金属材料真空热锻成型加工方法,包括如下步骤:
步骤一、制备包套,将需要锻压的金属材料放入包套,在包套边角连接包套真空管,包套由不锈钢材质制成,包套真空管与包套焊接相连,金属材料放入包套后,包套除包套真空管处之外其余边均作缝焊密封处理,通过包套真空管对包套内腔抽真空。
步骤二、采用高频加热炉对金属材料进行加热,用红外测温器对金属材料进行测温,在保持对包套内腔抽真空的状态下将金属材料加热至所需温度。
步骤三、将包套放入锻压腔4中,包套真空管位于包套管槽6中并伸出下模板2,将模具压条7置于包套管道中,即包套真空管位于定位通道中。
步骤四、上模板1与下模板2合模,上模压芯3与包套抵接,通过真空管5对锻压腔4抽真空。
步骤五、通过液压机对上模板1施加向下的力,上模板1与下模板2合模至二者抵接完成合模。
步骤六、开模,取出模具压条7,取出样品,关闭抽真空装置。
本发明的金属材料真空热锻成型加工方法,在保持对包套内腔抽真空的状态下将金属材料加热至所需温度,同时,在保持对锻压腔4抽真空的状态下完成锻压,使金属材料在热加工过程中处于双重真空保护状态,不易氧化,提高了生产效率和良品率,降低了生产成本。
本发明中应用了具体个例对本发明的原理及实施方式进行了阐述,以上实施例的说明只是用于帮助理解本发明的方法及其核心思想;同时,对于本领域的一般技术人员,依据本发明的思想,在具体实施方式及应用范围上均会有改变之处。综上所述,本说明书内容不应理解为对本发明的限制。
- 一种金属材料真空热锻成型模具及加工方法
- 一种金属材料真空热锻成型模具