一种用于金属板材冲压成型装置及其使用方法
文献发布时间:2023-06-19 11:17:41
技术领域
本发明涉及冲压成型领域,尤其涉及一种用于金属板材冲压成型装置及其使用方法。
背景技术
板材多指锻造、轧制或铸造而成的金属板,在需要对边进行弯曲处理时,采取冲压装置进行冲压成型,以满足人们使用的需求。
为此提出一种用于金属板材冲压成型装置。
发明内容
(一)发明目的
为解决背景技术中存在的技术问题,本发明提出一种用于金属板材冲压成型装置及其使用方法,本发明具有防止卡料,利于顶出,同时上料和下料,以提高冲压效率。
(二)技术方案
为解决上述问题,本发明提供了一种用于金属板材冲压成型装置,包括支撑板,所述支撑板的顶部固定安装有底模,所述支撑板的顶部固定安装有安装架,所述安装架上固定套装有液压缸,所述液压缸驱动杆的端部固定安装有顶模,所述顶模与底模适配;
所述顶模上设有联动顶出组件,所述底模的内部开设有通口,且通口的内部设有顶出机构;
所述支撑板顶部的一侧设有滚动支撑件;
所述支撑板的顶部固定安装有位移调节机构,所述位移调节机构上设有吸取组件;
所述支撑板的一侧开设有开口,所述开口处固定安装有导流板。
优选的,所述联动顶出组件由顶板、顶杆、限位环和缓冲弹簧组成,所述顶板固定安装在液压缸上,所述顶杆的一端伸入顶模的内部,并与顶模滑动连接,所述顶杆的顶端穿过安装架,并与安装架滑动连接,所述顶杆位于顶板的下方,所述限位环固定套装在顶杆的外周上,所述缓冲弹簧活动套接在顶杆的外周,所述缓冲弹簧的一端与限位环的底部固定连接,所述缓冲弹簧的另一端与顶模固定连接。
优选的,所述顶出机构由限位块、顶出杆、顶块和回复弹簧组成,所述限位块固定安装在底模通口的内部,所述顶出杆的顶端与顶块的底部固定连接,所述顶出杆的底端穿过限位块,并与限位块滑动连接,所述回复弹簧活动套接在顶出杆的外周,所述回复弹簧的一端与顶块的底部固定连接,所述回复弹簧的另一端与限位块的顶部固定连接。
优选的,所述滚动支撑件由U形框和滚柱组成,所述U形框固定安装在支撑板顶部的一侧,所述滚柱通过转轴与U形框转动连接。
优选的,所述位移调节机构由无杆气缸和电动推杆组成,所述无杆气缸固定安装在支撑板的顶部,所述电动推杆固定安装在无杆气缸的滑台上。
优选的,所述吸取组件由长条板、横板和真空吸盘组成,所述长条板固定安装在电动推杆驱动杆的端部,所述横板固定安装在长条板的底部,所述真空吸盘的数量为两个,且两个真空吸盘分别固定安装在横板底部的两端。
优选的,所述支撑板底部的四角均固定安装有多级液压缸,所述多级液压缸的底端固定安装有刹车滚轮。
优选的,所述导流板为倾斜设置。
一种用于金属板材冲压成型装置,使用方法如下:
将金属板材放在滚柱的顶部,电动推杆带动长条板在竖直方向移动,真空吸盘对金属板材进行吸取,无杆气缸带动金属板材移至顶块的顶部,启动液压缸,液压缸带动顶模朝向底模移动,以对金属板材进行冲压,金属板材受到顶模的冲压,对顶块进行压缩,顶块对回复弹簧进行压缩,启动液压缸带动顶模与底模分离,回复弹簧带动顶块回复,带动金属板材与底模分离,启动一个吸盘对冲压完成的金属板材进行吸附,另一个吸盘对未冲压的金属板材进行吸取,启动无杆气缸带动成型的金属板材和未成型的金属板材进行水平方向的移动,以将金属板材移出,同时未成型的金属板材放置在顶块的顶部。
本发明的上述技术方案具有如下有益的技术效果:
利于上料的同时进行下料,提高冲压效率;顶出金属板材,减少卡料的现象,同时利于拿取。
附图说明
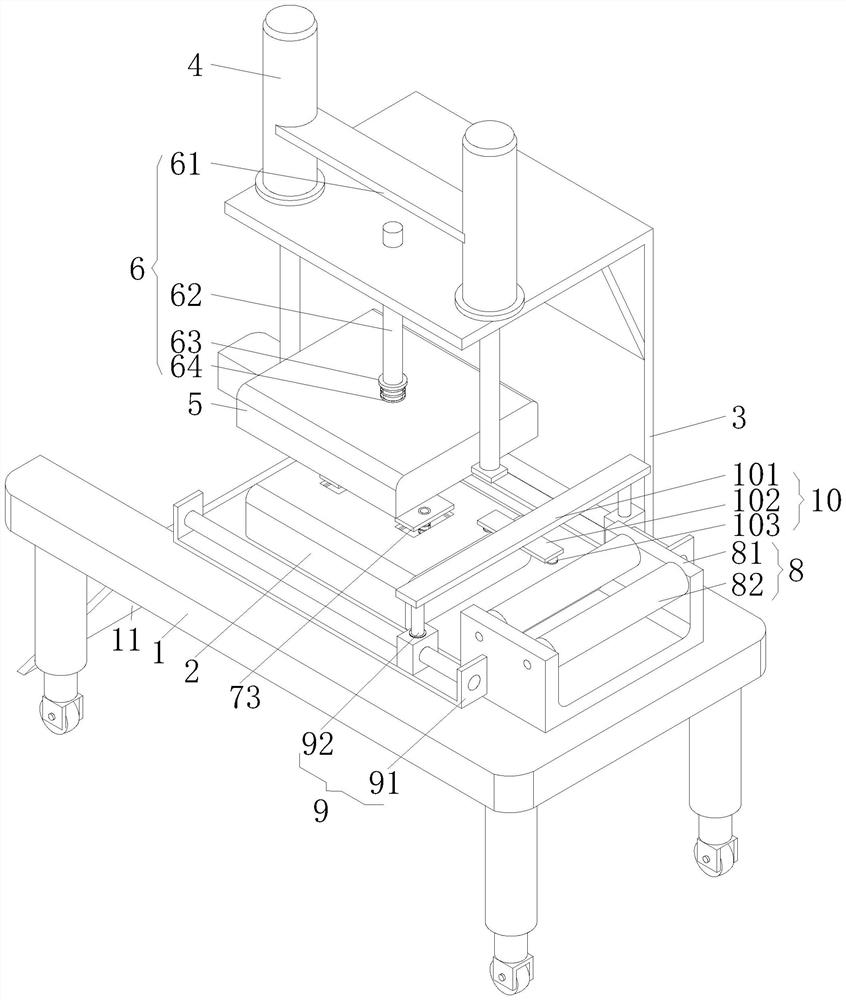
图1为本发明提出的一种用于金属板材冲压成型装置的结构示意图。
图2为本发明提出的一种用于金属板材冲压成型装置中底模的内部图。
附图标记:1、支撑板;2、底模;3、安装架;4、液压缸;5、顶模;6、联动顶出组件;61、顶板;62、顶杆;63、限位环;64、缓冲弹簧;7、顶出机构;71、限位块;72、顶出杆;73、顶块;74、回复弹簧;8、滚动支撑件;81、U形框;82、滚柱;9、位移调节机构;91、无杆气缸;92、电动推杆;10、吸取组件;101、长条板;102、横板;103、真空吸盘;11、导流板。
具体实施方式
为使本发明的目的、技术方案和优点更加清楚明了,下面结合具体实施方式并参照附图,对本发明进一步详细说明。应该理解,这些描述只是示例性的,而并非要限制本发明的范围。此外,在以下说明中,省略了对公知结构和技术的描述,以避免不必要地混淆本发明的概念。
如图1-2所示,本发明提出的一种用于金属板材冲压成型装置,包括支撑板1,支撑板1的顶部固定安装有底模2,支撑板1的顶部固定安装有安装架3,安装架3上固定套装有液压缸4,液压缸4驱动杆的端部固定安装有顶模5,顶模5与底模2适配;
顶模5上设有联动顶出组件6,底模2的内部开设有通口,且通口的内部设有顶出机构7;
支撑板1顶部的一侧设有滚动支撑件8;
支撑板1的顶部固定安装有位移调节机构9,位移调节机构9上设有吸取组件10;
支撑板1的一侧开设有开口,开口处固定安装有导流板11。
在一个可选的实施例中,联动顶出组件6由顶板61、顶杆62、限位环63和缓冲弹簧64组成,顶板61固定安装在液压缸4上,顶杆62的一端伸入顶模5的内部,并与顶模5滑动连接,顶杆62的顶端穿过安装架3,并与安装架3滑动连接,顶杆62位于顶板61的下方,限位环63固定套装在顶杆62的外周上,缓冲弹簧64活动套接在顶杆62的外周,缓冲弹簧64的一端与限位环63的底部固定连接,缓冲弹簧64的另一端与顶模5固定连接,在冲压成型金属板卡在顶模5内,液压缸4带动顶模5与底模2分离时,带动顶模5在竖直方向远离底模2移动,直至顶杆62的顶端与顶板61接触,顶杆62受到顶板61的抵压,随着顶模5的不断上升,对顶模5内部金属板材成型件进行顶出处理,以去除卡料的现象。
在一个可选的实施例中,顶出机构7由限位块71、顶出杆72、顶块73和回复弹簧74组成,限位块71固定安装在底模2通口的内部,顶出杆72的顶端与顶块73的底部固定连接,顶出杆72的底端穿过限位块71,并与限位块71滑动连接,回复弹簧74活动套接在顶出杆72的外周,回复弹簧74的一端与顶块73的底部固定连接,回复弹簧74的另一端与限位块71的顶部固定连接。
在一个可选的实施例中,滚动支撑件8由U形框81和滚柱82组成,U形框81固定安装在支撑板1顶部的一侧,滚柱82通过转轴与U形框81转动连接,金属板材放置在滚柱82的顶部,利于对金属板材进行移动。
在一个可选的实施例中,位移调节机构9由无杆气缸91和电动推杆92组成,无杆气缸91固定安装在支撑板1的顶部,电动推杆92固定安装在无杆气缸91的滑台上。
在一个可选的实施例中,吸取组件10由长条板101、横板102和真空吸盘103组成,长条板101固定安装在电动推杆92驱动杆的端部,横板102固定安装在长条板101的底部,真空吸盘103的数量为两个,且两个真空吸盘103分别固定安装在横板102底部的两端。
需要说明的是,电动推杆92用于对吸盘103在竖直方向的位置进行调节,以进行吸取物件。
在一个可选的实施例中,支撑板1底部的四角均固定安装有多级液压缸,多级液压缸的底端固定安装有刹车滚轮,通过设有多级液压缸,启动多级液压缸对支撑板1在竖直方向的位置进行灵活调节,以根据需要进行调节。
在一个可选的实施例中,导流板11为倾斜设置,使得冲压成型的金属板材能够由导流板11划出,将导流板11出料端处设有接料盒,用于对冲压成型的金属板材进行集中收集。
一种用于金属板材冲压成型装置,使用方法如下:
将金属板材放在滚柱82的顶部,电动推杆92带动长条板101在竖直方向移动,真空吸盘103对金属板材进行吸取,无杆气缸91带动金属板材移至顶块73的顶部,启动液压缸4,液压缸4带动顶模5朝向底模2移动,以对金属板材进行冲压,金属板材受到顶模5的冲压,对顶块73进行压缩,顶块73对回复弹簧74进行压缩,启动液压缸4带动顶模5与底模2分离,回复弹簧74带动顶块73回复,带动金属板材与底模2分离,启动一个吸盘103对冲压完成的金属板材进行吸附,另一个吸盘对未冲压的金属板材进行吸取,启动无杆气缸91带动成型的金属板材和未成型的金属板材进行水平方向的移动,以将金属板材移出,同时未成型的金属板材放置在顶块73的顶部。
应当理解的是,本发明的上述具体实施方式仅仅用于示例性说明或解释本发明的原理,而不构成对本发明的限制。因此,在不偏离本发明的精神和范围的情况下所做的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。此外,本发明所附权利要求旨在涵盖落入所附权利要求范围和边界、或者这种范围和边界的等同形式内的全部变化和修改例。
- 一种用于金属板材冲压成型装置及其使用方法
- 一种金属板材冲压剪切自动化设备的模具库装置的使用方法