一种制备带直段弯头的组合模具
文献发布时间:2023-06-19 11:17:41
技术领域:
本发明属于工业制造技术领域,涉及一种管件的生产模具,具体涉及一种制备带直段弯头的组合模具。
背景技术:
弯头是管道系统的重要组成部分,主要是由直钢管或钢板加工而成,加工方法为模具成形。大部分弯头在成型之前需要进行加热处理,使其容易发生塑性变形。目前的弯头成型方法主要有钢管合模热压成形、钢板合模成形+焊接、芯棒推制成形、锻坯机加成形。以上方法的共同特点是由钢厂生产出钢锭后再加工成特定型材,管件厂对型材进行二次加工。从管件厂的角度来讲,限制了管件的生产方式,只能依靠钢厂的型材。从钢厂的角度讲,他们有可能利用自己的产品特点,直接进行管件研发生产。
电力系统采购的弯头执行标准为DL/T695等标准弯头时,要求弯头两端必须有直管段,且要求直管段长度较长,而以往常规模具结构及尺寸无法满足此要求,生产同一规格弯头有、无直段需要采用两种不同模具才能生产,如果原有的模具加工带直段的弯头则需要带直段的弯头模加工,增加了弯头加工的成本。
技术内容
本发明的目的是提供一种制备带直段弯头的组合模具,用一套模具可以生产有直段和无直段两种不同的弯头,提高弯头磨具的使用性能,降低设备和生产成本。
本发明的技术方案是:制备带直段弯头的组合模具,包括上压制模和下压制模。上压制模为凸形结构,下压制模为凹形结构,上压制模和下压制模相互配合设置。组合模具设有左直段附加模、右直段附加模和连接螺栓,下压制模、左直段附加模和右直段附加模的两侧焊有固定螺母。上压制模、下压制模、左直段附加模和右直段附加模设有被弯制管的凹槽。左直段附加模和下压制模通过两侧的固定螺母和连接螺栓连接,右直段附加模和下压制模通过两侧的固定螺母和连接螺栓模连接。制备弯头时根据工艺要求,转动连接螺栓调节左、右直段附加模和下压制模的角度。
上压制模、下压制模、左直段附加模和右直段附加模的材质为铸钢或碳钢。被弯制管的直径为DN200~DN1200。制备弯头的角度为有45°、60°、90°或120°。弯头的材质为铸铁、不锈钢、合金钢、可锻铸铁、碳钢、有色金属或塑料。
组合模具设有弯头压制器,弯头压制器与上压制模连接,弯头压制器为液压驱动或电力驱动设备。组合模具设有两台弯管器,分别位于组合模具的两端,弯管器液压驱动或电力驱动设备。组合模具设有控制器,控制器与弯头压制器和弯管器通信连接,自动化控制制备带直段弯头的制备过程。弯头压制器和弯管器是制备弯头时的动力设备,制备带直段弯头时,利用弯头压制器从上部下压制被弯制管,利用弯管器从两端,即左直段附加模端和右直段附加模端推动被弯制管,形成带直段弯头。
本发明制备带直段弯头的组合模具,用一套模具生产有直段和无直段两种不同的弯头,通过连接螺栓与固定螺母可以自由组装和拆卸附加模具,任意调整弯头两端直管,提高了弯头磨具的使用性能,有利于降低设备和生产成本。通过控制器、弯头压制器和弯管器能够实现带直段弯头自动化弯制,提高了生产效率,降低了劳动强度。与现有技术相比,本发明的优点是:①一模多用,提高了生产效率;②模具可拆卸,易于维护,操作灵活;③结构匀称,生产的带直段弯头外形美观;④便于自动操作,降低了工人的操作强度。
附图说明
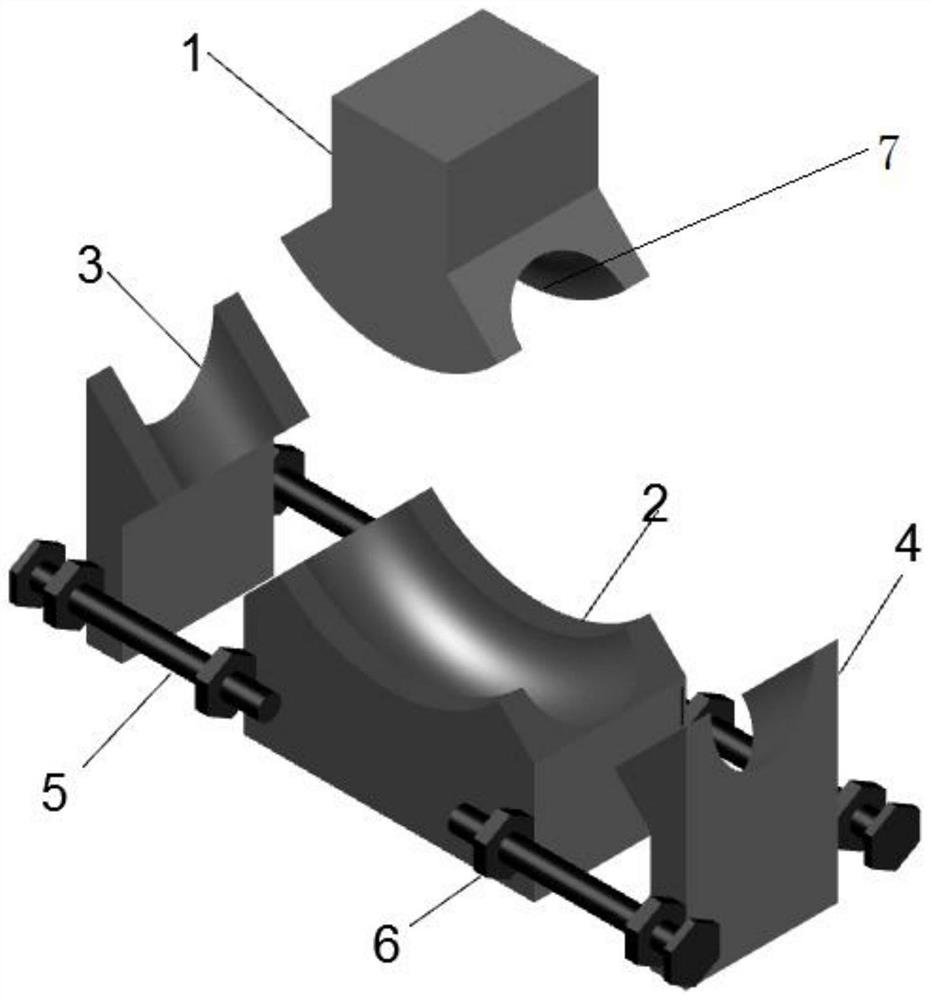
图1为本发明制备带直段弯头组合模具的结构示意图;
其中:1—上压制模、2—下压制模、3—左直段附加模、4—右直段附加模、5—连接螺栓、6—固定螺母。
具体实施方式
下面结合实施例和附图对本发明进行详细说明。本发明保护范围不限于实施例,本领域技术人员在权利要求限定的范围内做出任何改动也属于本发明保护的范围。
实施例1
本发明制备带直段弯头的组合模具如图1所示,包括上压制模1、下压制模2、左直段附加模3、右直段附加模4和连接螺栓5,下压制模、左直段附加模和右直段附加模的两侧焊有固定螺母6。连接螺栓穿过左直段附加模和下压制模两侧的固定螺母,将左直段附加模与下压制模连接。连接螺栓穿过右直段附加模和下压制模两侧的固定螺母,将右直段附加模与下压制模连接。上压制模为凸形结构,下压制模为凹形结构,上压制模和下压制模相互配合设置。上压制模、下压制模、左直段附加模、右直段附加模中间设有被弯制管的凹槽7。制备弯头时根据工艺要求,转动螺栓调节左、右直段附加模和下压制模的角度。通过螺栓与螺母的自由装卸,任意组装附加模具,自由调整弯头两端直管段长度,使弯头的压制可以有直管段也可以无直管段,成型的带直段弯头美观。
上压制模1、下压制模2、左直段附加模3和右直段附加模4的材质为碳钢。被弯制管的直径规格为DN200、DN300。制备弯头的角度为有90°或120°。被加工带直段弯头的材质不锈钢、合金钢和碳钢。
利用本发明弯制带直段弯头时,先通过固定螺栓和下压制模、左直段附加模和右直段附加模的螺母将组合模具组装起来,根据需要调整弯头两端直管段长度,将被弯制的钢管放入左直段附加模和右直段附加模的凹槽部位,然后手工操作或利用动力设备下压上压制模1,手工操作或利用动力设备弯制钢管,成型为带直段弯头。
实施例2
本发明的另一种实施方式为自动化动力弯制过程,组合模具设有控制器、弯头压制器和两台弯管器。弯头压制器为液压驱动设备,通过支架安装在上压制模1的上部,并与上压制模1连接。弯管器也为液压驱动设备,一台安装在左直段附加模3侧外侧,另一台安装在右直段附加模4的外侧。控制器与弯头压制器和弯管器通信连接。
上压制模1、下压制模2、左直段附加模3和右直段附加模4的材质为碳钢。被弯制管的直径为DN150、DN250两种规格。制备弯头的角度为有90°或120°。被加工带直段弯头的材质不锈钢、合金钢和碳钢
弯制带直段弯头时,先通过螺栓和下压制模、左直段附加模和右直段附加模的螺母将组合具组装起来,根据需要调整弯头两端直管段长度,将被弯制的钢管放入左直段附加模和右直段附加模的凹槽部位。然后通过控制器操作弯头压制器和弯管器,利用弯头压制器驱动下压上压制模1,利用两台弯管器作动力弯制钢管,自动化控制带直段弯头的制备过程。
- 一种制备带直段弯头的组合模具
- 一种新型用于加工带直段弯头的模具