金属成型系统
文献发布时间:2023-06-19 11:17:41
技术领域
本发明涉及金属加工领域,更具体地讲,涉及一种金属成型系统及其金属成型工艺。
背景技术
众所周知的,金属板料被广泛的应用于制造业的诸多领域,尤其在机械加工制造、电子装备、汽车覆盖件、航空航天及特种装备中作为设备结构件的主要组成部分,传统金属板料的成型以模具成型为主,通过设计与目标件匹配的模具可以实现特定板料制件的批量制造,凭借本身高效率与高精度的加工特点,在金属板料成型领域扮演着重要角色。然而,模具设计和制造的周期长、成本高,加工设备吨位大、能耗高,使其在快速响应特定化制件需求方面,已无法适应现代制造业个性化、高效化、节能化的需求。为能够快速响应市场的变化,满足需求,同时达到节约成本节省工时的目的,需要一种全新的板料加工技术来弥补传统冲压的局限性,如何高效率、高精度、低成本实现复杂板料零件的制造,成为金属板料成型领域亟待解决的问题实际上。
发明内容
因此,针对现有技术上存在的不足,提供本发明的示例以基本上解决由于相关领域的限制和缺点而导致的一个或更多个问题,安全性和可靠性大幅度提高,有效的起到保护设备的作用。
按照本发明提供的技术方案,本发明公开的金属成型系统包括动力设备、终端设备、成型设备、夹持设备和校准设备,夹持设备能够将金属料板装夹于其中,成型设备能够装配在动力设备上,终端设备中具有成型设备的路径控制程序,在路径控制程序的控制下,动力设备带动成型设备将装夹于夹持设备中的金属料板进行成型操作,校准设备能够用于辅助操作位置坐标的校准。
进一步的,动力设备为数控铣床,数控铣床上设有刀轴组件,刀轴组件能够与成型设备进行装配。
进一步的,夹持设备包括底座,底座固定于数控铣床的工作平台上,夹持设备还包括压块,压块与底座装配从而将金属料板装夹,底座的表面上设有指示刻度。
进一步的,成型设备包括主杆,主杆的一端与刀轴组件装配,主杆的另一端设有半球形成型头,半球形成型头直径为8.0mm。
进一步的,校准设备为偏心式寻边器。
进一步的,金属料板为汽车用铝板,汽车用铝板经过如下处理:以乙醇超声波震荡180秒后再以蒸馏水冲洗干净,接着浸泡在60°C浓度为1.5M的氢氧化钠中30秒,取出后直接浸泡在1.5M硝酸15秒,再以蒸馏水冲洗后风干;将清洗干净的铝板以20%的高氯酸和80%乙醇的混和溶液以计时电流法进行电抛光,除去表面的氧化物及杂质。
本发明提供了一种金属成型系统,包括动力设备、终端设备、成型设备、夹持设备和校准设备,夹持设备能够将金属料板装夹于其中,成型设备能够装配在动力设备上,终端设备中具有成型设备的路径控制程序,在路径控制程序的控制下,动力设备带动成型设备将装夹于夹持设备中的金属料板进行成型操作,校准设备能够用于辅助操作位置坐标的校准,利用计算机数值控制铣床来控制工具的成型路径,并导入快速原型制造技术中的分层制造概念,使料片分层渐进增量成型,将工件的复杂三维外形,分解成一系列二维层面的局部成型路径,对料片进行逐步增量成型,最终将料片成型为所需的工件,能够高效率、高精度、低成本实现复杂板料零件的制造。
附图说明
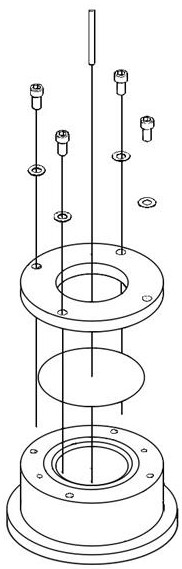
图1为本发明的夹持设备示意图。
图2为本发明的底座示意图。
图3为本发明的压块示意图。
具体实施方式
下面结合具体实施例对本发明作进一步说明。
附图仅用于示例性说明,不能理解为对本专利的限制;为了更好说明本实施例,附图某些部件会有省略、放大或缩小,并不代表实际产品的尺寸;对于本领域技术人员来说,附图中某些公知结构及其说明可能省略是可以理解的。附图中描述位置关系仅用于示例性说明,不能理解为对本专利的限制。
本发明实施例的附图中相同或相似的标号对应相同或相似的部件;在本发明的描述中,需要理解的是,若有术语“上”、“下”、“左”、“右”“长”“短”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此附图中描述位置关系的用语仅用于示例性说明,不能理解为对本专利的限制,对于本领域的普通技术人员而言,可以根据具体情况理解上述术语的具体含义。
金属钣金成型加工制造中,模具成型具有生产效率高、可塑性高、加工精度高,且适合大量生产等优点,多年来一直占有主导地位。但缺点是模具设计与制作时间较长,维护费用高,往往成型一个零件需要多组模具,而且缺乏弹性,产品稍作改变后模具就需要重新设计与制作。本发明所公开的金属成型系统所涉及的是金属钣金成型的一种加工技术,利用计算机数值控制铣床来控制工具的成型路径,并导入快速原型制造技术中的分层制造概念,使料片分层渐进增量成型,将工件的复杂三维外形,分解成一系列二维层面的局部成型路径,对料片进行逐步增量成型,最终将料片成型为所需的工件。
对于本发明的金属成型系统而言,其包括动力设备、终端设备、成型设备、夹持设备和校准设备,夹持设备能够将金属料板装夹于其中,成型设备能够装配在动力设备上,终端设备中具有成型设备的路径控制程序,在路径控制程序的控制下,动力设备带动成型设备将装夹于夹持设备中的金属料板进行成型操作,校准设备能够用于辅助操作位置坐标的校准。
需要说明的是,本发明的金属料板为汽车用铝板,汽车用铝板经过如下处理:以乙醇超声波震荡180秒后再以蒸馏水冲洗干净,接着浸泡在60°C浓度为1.5M的氢氧化钠中30秒,取出后直接浸泡在1.5M硝酸15秒,再以蒸馏水冲洗后风干;将清洗干净的铝板以20%的高氯酸和80%乙醇的混和溶液以计时电流法进行电抛光,除去表面的氧化物及杂质,经过上述处理后,保证了待成型的金属料板的强度和表面特性,便于后续的加工处理。
对于本发明而言,动力设备为数控铣床,数控铣床上设有刀轴组件,刀轴组件能够与成型设备进行装配。
对于本发明而言,进一步的,夹持设备包括底座,底座固定于数控铣床的工作平台上,夹持设备还包括压块,压块与底座装配从而将金属料板装夹,底座的表面上设有指示刻度。
对于本发明而言,进一步的,成型设备包括主杆,主杆的一端与刀轴组件装配,主杆的另一端设有半球形成型头,半球形成型头直径为8.0mm。
对于本发明而言,进一步的,校准设备为偏心式寻边器,以确保夹持设备参考坐标在同一中心。
需要特别说明的是,与其它金属钣金成型相较之下,传统的单点增量成型的刀具路径定义较为复杂,原因是单点增量成型的数值模拟除了定义工具本身旋转之外,还要定义工具在料片上X、Y及Z三轴方向刀具路径,对于计算机软件在仿真过程产生的NC数据文件,不能直接输入计算机辅助分析仿真软件当作刀具路径,必须根据每单节中点的位置与时间、速度与时间,及加速度与时间的关系来定义刀具路径。本发明能够将计算机制造软件仿真加工过程中的每一个单节中的坐标转换成时间与位置,作为金属成型数值仿真数据,使用控制程序软件来设计金属钣金成型几何形状尺寸变化,用最短的时间找出最佳的刀具路径,将刀具路径与加工参数转入数控铣床加工,使用半球头的成型设备,沿着指定的刀具路径对料片逐层挤压产生塑性变形得到零件形状。
加工条件中与板材最直接接触的为半球形成型头,板材瞬间受到工具拉伸,板材底部会慢慢形成工具末端半圆球形状,其工具接触成型面积与冲压、拉伸加工成型相比较是属于微小的塑性变形区域,板材在成型过程中受到工具拉伸、弯曲,及剪切相互作用,所以在工件几何轮廓产生的应力应变状态会有所不同,因此加工精度和效果更具保障。半球形成型头沿着螺旋线渐进式刀具路径慢慢地接触料片往下成型,当工具进行加工时,工具与拉伸扣缘之间的料片受到弯曲与剪切作用,半球形成型头对料片产生弯曲塑性变形,使料片整体慢慢的往下沉,沿着螺旋线刀具路径成型,半球形成型头作用在料片的负荷呈现规律的变化。
对于本发明而言,进一步的,夹持设备包括底座,底座固定于数控铣床的工作平台上,夹持设备还包括压块,压块与底座装配从而将金属料板装夹,底座的表面上设有指示刻度。压块于成型时,用来定位与固定金属料板;底座用来支撑板材,其开口直径大小即为加工成型范围,中空部位用途作为工件加工深度,半球形成型头沿着预先的控制路径由板材外缘往内移动,慢慢往下加深连续作局部塑性变形逐渐形成所需的形状。
本发明在操作过程中,使用冷却润滑液注入加工面,而冷却润滑液的目的是减少半球头磨损与降低成型温度以获得最佳光滑表面。
金属成型工艺包括如下步骤:
A).选择终端设备中指定的刀具路径NC程式,并将该刀具路径NC程式传输至数控铣床的控制器中;
B).将成型设备与数控铣床中的刀轴组件装配,将成型设备伸出刀轴组件外指定的长度,该长度优选的为75.0mm,并将刀轴组件与数控铣床的主轴组装;刀轴组件可容纳多个把刀具(成型设备),此成型设备在刀轴组件编号为01,方便程序执行按照刀号作成型加工;
C). 使用切割设备将金属原料裁切成直径为指定大小的圆形金属料板,优选的为150.0mm,并在该金属料板的指定位置处标记起始点记号;
D).X轴坐标设定:使用校准设备在夹持设备的底座的内径X轴方向的两端点对刀,将结果输入数控铣床X轴工作坐标系统;
E).Y轴坐标设定:使用校准设备在夹持设备的底座的内径Y轴方向的两端点对刀,将结果输入数控铣床Y轴工作坐标系统;
F).将金属料板置于夹持设备的底座上,使得金属料板的起始点记号与坐标上的指示刻度的“0”刻线对齐;将底座与金属料板的外径相减后差值的二分之一数值设定于游标卡尺上,然后再以游标卡尺测量定位,使金属料板的外径与底座等距,确保金属料板的放置位置与底座位于同一参考坐标轴上;
G).Z轴坐标设定:将校准设备的半球形成型头缓慢地移动至金属料板的上方,在金属料板表面横放一个直径10.0mm的圆柱销,当半球形成型头顶点碰到销的圆周表面时,坐标点再加上10.0mm为Z轴机械坐标值,完成长度补偿后即为Z轴的原点;
H).数控铣床操作前先作原点复位,选择执行单节执行,加工前再次使用游标卡尺测量下刀点位置正确性;
I).当半球形成型头与金属料板接触时,使用压力喷嘴向金属料板表面喷射润滑溶液,对金属料板进行冷却降温;
J).按下数控铣床开始键,成型设备依循螺旋线渐进式路径,按照顺时针方式对金属料板执行单点增量成型加工,直至程式结束为止。
此外,本说明书实施例内容仅仅是对发明构思的实现形式的列举,本发明的保护范围不应当被视为仅限于实施例所陈述的具体形式,本发明的保护范围也及于本领域技术人员根据本发明构思所能够想到的等同技术手段。
- 金属成型系统及其金属成型工艺
- 一种金属弯管坡口成型系统及金属弯管夹持装置