一种恒间隙轧制机构及其轧制方法
文献发布时间:2023-06-19 11:17:41
技术领域
本发明涉及新能源领域,尤指一种恒间隙轧制机构及其轧制方法。
背景技术
在现有技术上电池极片工艺中,极片压实是行业固定技术应用,在常规电池,小倍率充放电的情况下,单面区的负极料实际压实值只能达到设计值的85%;双面能达到设计值的100%;单面压实低的问题,体现的不明显,在快充体系中,单面压实低的缺陷就体现的比较明显,循环过程中,单面料区最先开始析锂,导致电池整体循环保持率差,电池厚度膨胀超厚,消耗游离电解液过快,最终电池循环跳水,电池失效。
传统的设备结构上辊轴和下辊轴结合的模式,在轧辊受力后形变上下压力+左右形变向内挤压被挤压变形,边缘厚度也变的更薄一些,弯曲的辊面呈现弧形,小间隙压制时辊轴两边弧形位接触进行碰撞,辊轴造成损伤;大间隙压制时被压极片在单双面交替时压不着,瞬间牵引而过,这样就造成了两种情况:
1.小间隙两段接触碰撞损伤主辊轴,被压极片两边缘挤压形变大,形成波浪边,厚度极差大;
2.大间隙在轧制时单双面交替压不着,厚度不可控,单双面压实比不一致循环后析锂电池失效。
发明内容
为解决上述问题,本发明提供一种恒间隙轧制机构及其轧制方法,实现辊面变形的矫正和压力释放。
为实现上述目的,本发明采用的技术方案是:一种恒间隙轧制机构,包括上辊轴、下辊轴和辅助机构,所述辅助机构分别设置在下辊轴的左右两侧,所述上辊轴与下辊轴相互挤压时,下辊轴两端的辅助机构接触到上辊轴时两侧受力增大,所述辅助机构会进行弧面回调,并保持上辊轴和下辊轴的辊面平行。
进一步地,所述下辊轴与辅助机构表面之间留有凹槽,所述凹槽位置套有圆形胶圈;所述辅助机构包括外圈、安装环和若干气缸,所述安装环套接在下辊轴两端,并且安装环与下辊轴之间留有容纳气缸的槽位,所述外圈设于槽位侧端,并且与安装环表面平齐,所述气缸固定于外圈与安装环之间,所述安装环靠近圆形胶圈的位置为倾斜面,所述下辊轴两端设有环形凸出部,所述环形凸出部与倾斜面之间形成凹槽。
具体地,所述环形凸出部横截面呈三角形,所述圆形胶圈设有环形凸出部上侧,所述环形凸出部下侧与下辊轴之间形成安装槽,所述安装环包括水平板和垂直板,所述水平板与垂直板连接处为倾斜面,所述水平板与下辊轴之间形成容纳气缸的槽位,所述垂直板设于安装槽上,所述气缸水平安装在安装环上,并且驱动端与垂直板固定。
具体地,所述下辊轴两端还留有固定外圈的圆台阶,所述外圈的内侧套接在圆台阶,并且通过螺丝与下辊轴固定。其中,所述圆形胶圈最高处高于下辊轴表面。
或者,所述辅助机构包括固定圈、限位圈、内环和液压环,所述固定圈套接在下辊轴两端,并且与下辊轴固定,所述限位圈套接在固定圈上,并且与固定圈固定,所述液压环卡接在限位圈与固定圈之间,并且凸出于限位圈和固定圈的表面,所述液压环常态下最高处高于下辊轴表面。
其中,所述内环卡接在限位圈和固定圈之间,并且位于液压环下端,所述限位圈和固定圈的端部平齐。
还提供一种恒间隙轧制机构的轧制方法,其方法步骤如下:
S1,设置好参数后,启动安装上述轧制机构的设备;
S2,将待压的极片穿过上辊轴和下辊轴之间,对极片进行辊轴挤压;
S3,加压后上辊轴与下辊轴对极片挤压形变,下辊轴两端的辅助机构接触到上辊轴两侧受力增大,辅助机构因受压力而回调,保证辊面平行。
进一步地,在S2中,上辊轴为平直辊并且固定不动,设备以下辊轴加压的方式进行工作。
进一步地,在S3中,加压后,套接在下辊轴两端的圆形胶圈受力挤压,所述辅助机构回调时对圆形胶圈产生向上的压力,从而保持两侧轴端面平行,使得极片两侧受力与中间保持一致。
其中,所述圆形胶圈在常态下,圆形胶圈最高处高于下辊轴表面,所述圆形胶圈为弹性胶圈。
本发明的有益效果在于:本发明恒间隙轧制机构及其轧制方法在下辊轴两侧增加辅助机构,加压后上下辊轴挤压形变时,下辊轴两侧的辅助机构接触到上辊轴时两侧受力增大,原本辊面弯曲发生形变的辊面,受到两侧限位压力后弧面被回调了,保证辊面平行,两侧因限位的边缘保护,使得极片受力与中间保持一致,这样挤压形变的波浪,厚度极差小,单双面交替都可以在恒间隙的控制下达到要求。
附图说明
图1 是本实施例一的立体图。
图2 是本实施例一的正视图。
图3 是本实施例一的剖视图。
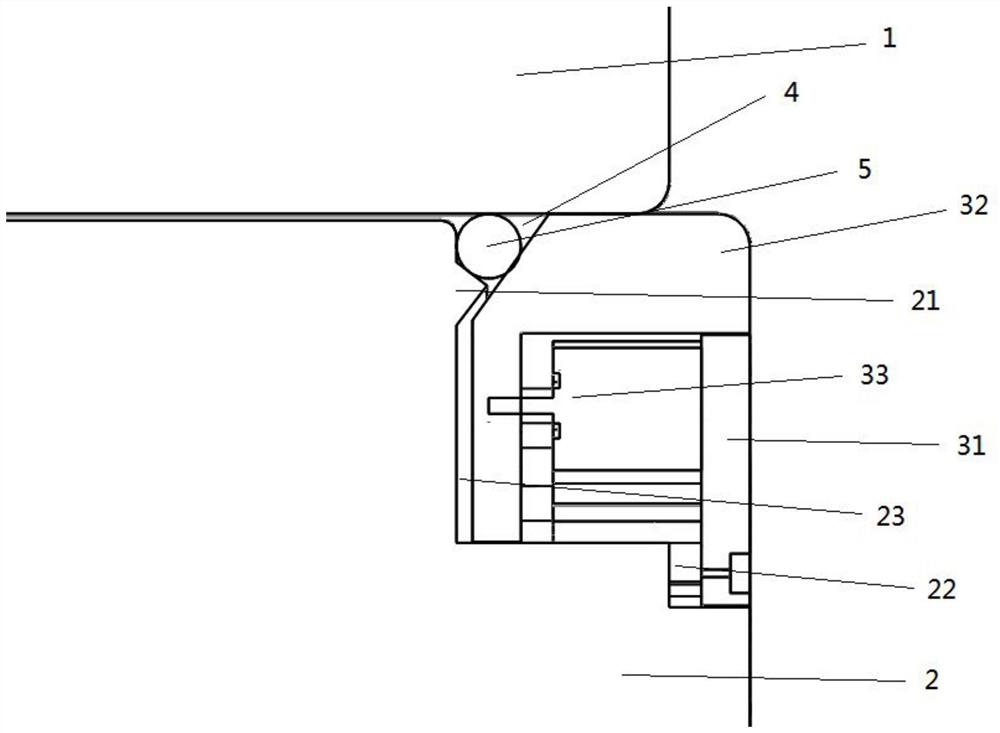
图4是本实施例一的局部剖视图。
图5是本实施例一的另一局部剖视图。
图6是本实施例二的立体图。
图7是本实施例二下辊轴的剖视图。
图8是本实施例二下辊轴的局部剖视图。
附图标号说明:1. 上辊轴;2. 下辊轴;21.环形凸出部;22.圆台阶;23.安装槽;3.辅助机构;31.外圈;32.安装环;321.水平板;322.垂直板;323.倾斜面;33.气缸;34.槽位;35.固定圈;36.限位圈;37.内环;38.液压环;4.凹槽;5.圆形胶圈。
具体实施方式
下面通过具体实施方式结合附图对本发明作进一步详细说明。本申请可以以多种不同的形式来实现,并不限于本实施例所描述的实施方式。提供以下具体实施方式的目的是便于对本申请公开内容更清楚透彻的理解,其中上、下、左、右等指示方位的字词仅是针对所示结构在对应附图中位置而言。
实施例一
请参阅图1-5所示,本发明关于一种恒间隙轧制机构,包括上辊轴1、下辊轴2和辅助机构3,所述辅助机构3分别设置在下辊轴2的左右两侧,所述下辊轴2与辅助机构3表面之间留有凹槽4,所述凹槽4位置套有圆形胶圈5。其中,所述圆形胶圈5为弹性胶圈,并且在常态下圆形胶圈5最高处高于下辊轴表面1-3mm。
与现有技术相比,本实施例恒间隙轧制机构在下辊轴两侧增加辅助机构3,加压后上下辊轴挤压形变时,下辊轴2两侧的辅助机构3接触到上辊轴1时两侧受力增大,原本辊面弯曲发生形变的辊面,受到两侧限位压力后弧面被挠度回调了,保证辊面平行,两侧因限位的边缘保护,使得极片受力与中间保持一致,这样挤压形变的波浪,厚度极差小,单双面交替都可以在恒间隙的控制下达到要求。
在本实施例中,请参阅图4-5图所示,所述辅助机构3包括外圈31、安装环32和若干气缸33,所述安装环32套接在下辊轴2两端,并且安装环32与下辊轴2之间留有容纳气缸33的槽位34,所述外圈31设于槽位34侧端,并且与安装环32表面平齐,所述气缸33固定于外圈31与安装环32之间,所述安装环32靠近圆形胶圈5的位置为倾斜面323,所述下辊轴2两端设有环形凸出部21,所述环形凸出部21与倾斜面323之间形成用于设置圆形胶圈的凹槽4。其中,所述下辊轴2两端还留有固定外圈31的圆台阶22,所述外圈31的内侧套接在圆台阶22,并且通过螺丝与下辊轴2固定。
此外,所述环形凸出部21横截面呈三角形,所述圆形胶圈5设有环形凸出部21上侧,所述环形凸出部21下侧与下辊轴2之间形成安装槽23,所述安装环32包括水平板321和垂直板322,所述水平板321与垂直板322连接处为倾斜面323,所述水平板321与下辊轴2之间形成容纳气缸33的槽位34,所述垂直板322设于安装槽23上,所述气缸33水平安装在安装环32上,并且驱动端与垂直板322固定。在本实施例中,所述上辊轴1与下辊轴2相互挤压时,会使得圆形胶圈5下压,从而使得下辊轴2两端的辅助机构3接触到上辊轴1时两侧受力增大,所述辅助机构3会进行弧面回调,并且通过倾斜面323推动圆形胶圈5产生向上的力,从而保持上辊轴1和下辊轴2的辊面平行。
需要进一步说明的是,本实施例中的上辊轴1的轴面长度大于下辊轴2轴面与圆形胶圈5表面的长度之和,但是小于下辊轴2轴面、圆形胶圈5与辅助机构3表面的长度之和。
本实施例还提供上述恒间隙轧制机构的轧制方法,其方法步骤如下:
S1,设置好参数后,启动安装上述轧制机构的设备;
S2,将待压的极片穿过上辊轴1和下辊轴2之间,上辊轴1为平直辊并且固定不动,设备以下辊轴2加压的方式进行工作,对极片进行辊轴挤压;
S3,加压后上辊轴1与下辊轴2对极片挤压形变,套接在下辊轴2两端的圆形胶圈5受力挤压辅助机构3,下辊轴2两端的辅助机构3接触到上辊轴1两侧受力增大,辅助机构3的气缸33因受压力而回调安装环32,通过倾斜面323推动圆形胶圈5,保证辊面平行,使得极片两侧受力与中间保持一致。
实施例二
请参阅图6-8所示,本发明关于一种恒间隙轧制机构,包括上辊轴1、下辊轴2和辅助机构3,所述辅助机构3分别设置在下辊轴2的左右两侧,所述上辊轴1与下辊轴2相互挤压时,下辊轴2两端的辅助机构3接触到上辊轴1时两侧受力增大,所述辅助机构3会进行弧面回调,并保持上辊轴1和下辊轴2的辊面平行。
在本实施例中,所述辅助机构3包括固定圈35、限位圈36、内环37和液压环38,所述固定圈35套接在下辊轴2两端,并且与下辊轴2固定,所述限位圈36套接在固定圈35上,并且与固定圈35固定,所述液压环38卡接在限位圈36与固定圈35之间,并且凸出于限位圈36和固定圈35的表面,所述液压环38常态下最高处高于下辊轴2表面。其中,所述内环37卡接在限位圈36和固定圈35之间,并且位于液压环38下端,所述限位圈36和固定圈35的端部平齐。
本实施例还提供上述恒间隙轧制机构的轧制方法,其方法步骤如下:
S1,设置好参数后,启动安装上述轧制机构的设备;
S2,将待压的极片穿过上辊轴1和下辊轴2之间,上辊轴1为平直辊并且固定不动,设备以下辊轴2加压的方式进行工作,对极片进行辊轴挤压;
S3,加压后上辊轴1与下辊轴2对极片挤压形变,下辊轴2两端的辅助机构3的液压环38接触到上辊轴1两侧受力增大,辅助机构3的液压环38因受压力而通过液压挠度回调,保证辊面平行,使得极片两侧受力与中间保持一致。
需要进一步说明的是,在下辊轴2两端增加辅助机构,如采用气压、液压活滑动油缸等,均在本发明设计的保护范围内,除非另有明确的规定和限定,术语“连接”“固定”“设置”等术语应做广义理解,对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本发明中的具体含义。
以上实施方式仅仅是对本发明的优选实施方式进行描述,并非对本发明的范围进行限定,在不脱离本发明设计精神的前提下,本领域普通工程技术人员对本发明的技术方案作出的各种变形和改进,均应落入本发明的权利要求书确定的保护范围内。
- 一种恒间隙轧制机构及其轧制方法
- 一种控制板形和板厚的轧制方法及适于该方法的无间隙轧机