一种自动接绳机
文献发布时间:2023-06-19 11:19:16
技术领域
本发明涉及百叶帘加工领域,具体涉及一种用于加工百叶帘拉绳的自动接绳机。
背景技术
现在的百叶窗帘多数都是铝百叶片,铝百叶片由机器加工生产,铝百叶片一片一片加工完成后叠放在一起,拉绳用于铝百叶帘的打开和收拢,目前生产铝百叶帘的企业根据不同的窗帘尺寸,采购相应长度尺寸的拉绳,这样不仅采购价格高,同时又要库存各种不同尺寸的拉绳,提高企业的采购成本,不利于企业发展。
发明内容
本发明要解决的技术问题是:针对现有技术各种缺陷和不足,提供一种自动接绳机。
本发明的具体技术方案是:一种自动接绳机,包括底座、控制台和工作台,底座上分别装有控制台和工作台,工作台设有底板与底座顶部固定连接,底板上装有两个带有丝杆的丝杆座,丝杆一端装在丝杆座的侧板,另一端通过传动带连接丝杆电机,丝杆上装有丝杆传动块,丝杆传动块顶部装有与丝杆垂直装有定位滑轨,定位滑轨上装有定位机构,定位机构顶部内侧装有压绳装置,两丝杆座之间在底板上固定装有切绳装置,切绳装置正后方在底板上固定装有电热装置,电热装置正后方在底板上固定装有压紧机构。
更进一步,定位机构设有横向活动块安装在定位滑轨上,横向活动块上固定装有定位架,定位架底部装有平放的定位轮,定位轮底部与丝杆座顶部间隙配合且定位轮局部位于丝杆座外,横向活动块外侧在定位滑轨上还固定装有定位气缸,定位气缸的气缸杆连接定位架,丝杆座外侧在底板上还装有向压紧机构倾斜的定位挡板,定位挡板高度与定位轮一致。
更进一步,压绳装置设有上压绳块和下压绳块通过压绳销连接,上压绳块和下压绳块贴合处开有压绳孔,压绳孔的孔径小于或等于所需加工绳的直径。
更进一步,切绳装置设有切绳座固定安装在底板上,切绳座内侧通过滑轨配合装有切绳架,切绳架底部穿过底板并连接固定安装在底板底部的切绳气缸,切绳架头部一侧或两侧装有切绳刀,切绳刀设有切绳刀口,切绳刀下方在切绳座上开有切绳落料口,切绳落料口底部设有带斜坡的切绳出料口,切绳落料口两内侧装有切绳架板,切绳架板顶部开有圆弧形的切绳架槽。
压绳孔和切绳架槽的底部为同一高度且位于同一直线上。
更进一步,压紧机构设有压紧座和压紧支架固定安装在底板上,压紧座上固定装有压紧板和与压紧板匹配的压紧活动杆,压紧活动杆贯穿压紧座且贯穿部的压紧活动杆宽度小于贯穿孔的宽度,压紧板外侧设有压紧圆弧口,压紧圆弧口的口径大于所需加工绳的直径,压紧活动杆前端底部设有凸部,前端上部设有可插入压紧圆弧口的圆弧凹口压紧头,圆弧凹口压紧头的圆弧部直径小于等于所需加工绳的直径,压紧活动杆后端连接安装在压紧支架背面的压紧气缸的气缸杆。
更进一步,切绳刀口为V字型或圆弧型,刀口宽度大于大于所需加工绳的直径。
工作原理:将整捆买来的拉绳根据所需长度放到两个切绳架板的切绳架槽上,并打开上压绳块将拉绳放到压绳孔内,拉绳另一端放入另一个压绳装置的压绳孔内,拉绳端头贴紧相邻的切绳架板,然后启动切绳气缸,从而使切绳架带动切绳刀向下,通过切绳刀口将拉绳切断,切断的拉绳从切绳落料口掉落再从切绳出料口出料方便收集,切割完成后切绳气缸控制切绳刀复位。
然后丝杆电机启动,通过传动带带动丝杆转动,从而使丝杆传动块沿丝杆向后移动,当定位轮碰到定位挡板后,定位轮沿着定位挡板内侧移动,从而使两个压绳装置里的拉绳相互靠拢,当拉绳位于电热装置上部的电热丝位置时,丝杆电机暂停若干秒,使拉绳在电热丝旁加热,使得产生粘性,待加热完成后,丝杆电机快速转动,定位轮沿着定位挡板移动,将压绳装置里的拉绳立刻到压紧圆弧口内,并且两拉绳进一步靠拢至两拉绳端头相互触碰,压紧气缸立即工作,通过气缸杆拉动压紧活动杆,凸部通过斜边向上置于贯穿孔,从而使圆弧凹口压紧头位于压紧圆弧口内压实加热过的两拉绳端头,使其相互粘连。完成后所有工位复位,继续下一个,如此重复。
上述工作流程均由控制台数控编程控制。
本发明由于采用了以上的技术方案,具有下列优点:1.企业可根据实际需要及时加工拉绳长度,提高企业生产效率。2.无需库存各类尺寸拉绳,节约采购成本,从而节省企业生产成本。
附图说明
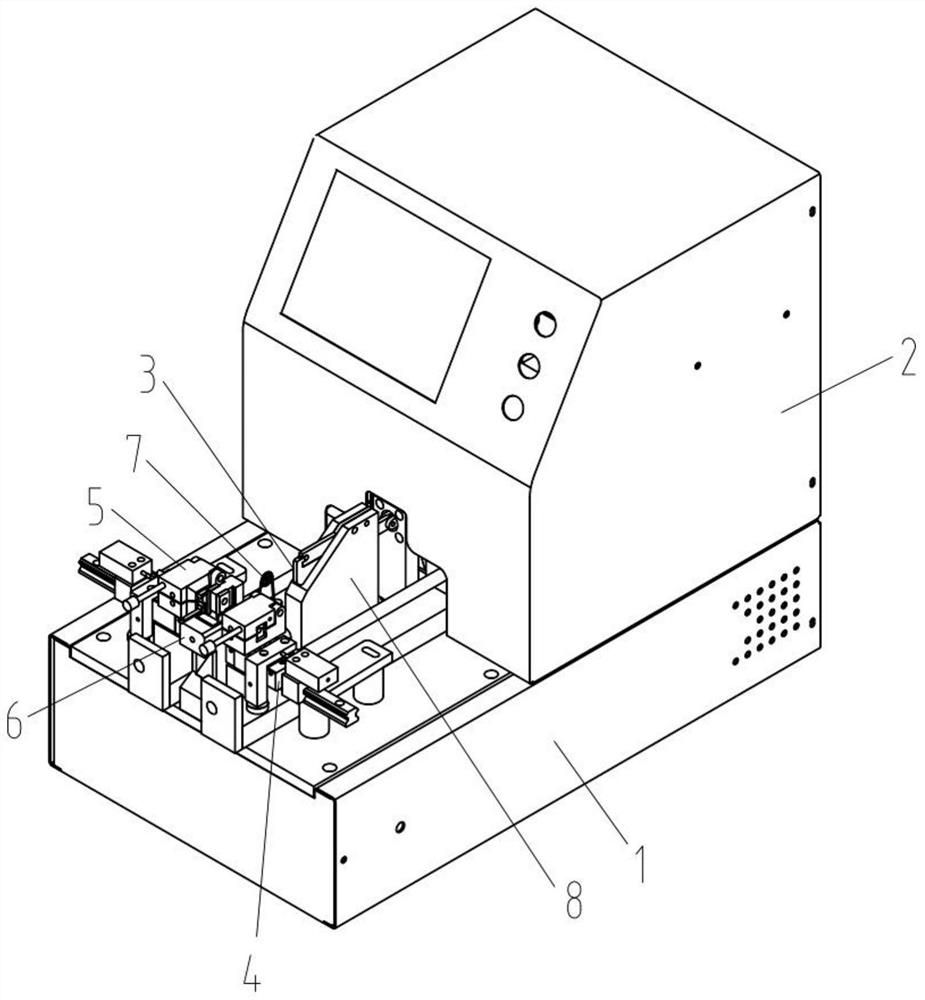
图1:为本发明的立体结构示意图。
图2:为本发明的工作台左视结构示意图。
图3:为本发明的工作台立体结构示意图。
图4:为本发明的定位机构和压绳装置立体结构示意图。
图5:为本发明的切绳装置立体结构示意图。
图6:为本发明的压紧机构左视结构示意图。
图7:为本发明的压紧活动杆左视结构示意图。
具体实施方式
结合附图描述本发明的实施例。
一种自动接绳机,包括底座1、控制台2和工作台3,底座1上分别装有控制台2和工作台3,工作台3设有底板31与底座1顶部固定连接,底板31上装有两个带有丝杆33的丝杆座32,丝杆33一端装在丝杆座32的侧板34,另一端通过传动带36连接丝杆电机35,丝杆33上装有丝杆传动块37,丝杆传动块37顶部装有与丝杆33垂直装有定位滑轨38,定位滑轨38上装有定位机构4,定位机构4顶部内侧装有压绳装置5,两丝杆座32之间在底板31上固定装有切绳装置6,切绳装置6正后方在底板31上固定装有电热装置7,电热装置7正后方在底板31上固定装有压紧机构8。
定位机构4设有横向活动块41安装在定位滑轨38上,横向活动块41上固定装有定位架42,定位架42底部装有平放的定位轮43,定位轮43底部与丝杆座32顶部间隙配合且定位轮43局部位于丝杆座32外,横向活动块40外侧在定位滑轨38上还固定装有定位气缸44,定位气缸44的气缸杆连接定位架42,丝杆座32外侧在底板31上还装有向压紧机构8倾斜的定位挡板45,定位挡板45高度与定位轮43一致。
压绳装置5设有上压绳块51和下压绳块52通过压绳销53连接,上压绳块51和下压绳块52贴合处开有压绳孔54,压绳孔54的孔径小于或等于所需加工绳的直径。
切绳装置6设有切绳座61固定安装在底板31上,切绳座61内侧通过滑轨配合装有切绳架62,切绳架62底部穿过底板31并连接固定安装在底板31底部的切绳气缸63,切绳架62头部一侧或两侧装有切绳刀64,切绳刀64设有切绳刀口65,切绳刀64下方在切绳座61上开有切绳落料口66,切绳落料口66底部设有带斜坡的切绳出料口69,切绳落料口66两内侧装有切绳架板67,切绳架板67顶部开有圆弧形的切绳架槽68。
压绳孔54和切绳架槽68的底部为同一高度且位于同一直线上。
压紧机构8设有压紧座81和压紧支架82固定安装在底板31上,压紧座81上固定装有压紧板83和与压紧板83匹配的压紧活动杆84,压紧活动杆84贯穿压紧座81且贯穿部的压紧活动杆84宽度小于贯穿孔89的宽度,压紧板83外侧设有压紧圆弧口85,压紧圆弧口85的口径大于所需加工绳的直径,压紧活动杆84前端底部设有凸部88,前端上部设有可插入压紧圆弧口85的圆弧凹口压紧头86,圆弧凹口压紧头86的圆弧部直径小于等于所需加工绳的直径,压紧活动杆84后端连接安装在压紧支架82背面的压紧气缸87的气缸杆。
切绳刀口65为V字型或圆弧型,刀口宽度大于大于所需加工绳的直径。
工作原理:将整捆买来的拉绳根据所需长度放到两个切绳架板67的切绳架槽68上,并打开上压绳块51将拉绳放到压绳孔54内,拉绳另一端放入另一个压绳装置5的压绳孔54内,拉绳端头贴紧相邻的切绳架板67,然后启动切绳气缸63,从而使切绳架62带动切绳刀64向下,通过切绳刀口65将拉绳切断,切断的拉绳从切绳落料口66掉落再从切绳出料口69出料方便收集,切割完成后切绳气缸63控制切绳刀64复位。
然后丝杆电机35启动,通过传动带36带动丝杆33转动,从而使丝杆传动块37沿丝杆33向后移动,当定位轮43碰到定位挡板45后,定位轮43沿着定位挡板45内侧移动,从而使两个压绳装置5里的拉绳相互靠拢,当拉绳位于电热装置7上部的电热丝位置时,丝杆电机35暂停若干秒,使拉绳在电热丝旁加热,使得产生粘性,待加热完成后,丝杆电机35快速转动,定位轮43沿着定位挡板45移动,将压绳装置5里的拉绳立刻到压紧圆弧口85内,并且两拉绳进一步靠拢至两拉绳端头相互触碰,压紧气缸87立即工作,通过气缸杆拉动压紧活动杆84,凸部88通过斜边向上置于贯穿孔89,从而使圆弧凹口压紧头86位于压紧圆弧口85内压实加热过的两拉绳端头,使其相互粘连。完成后所有工位复位,继续下一个,如此重复。
上述工作流程均由控制台2数控编程控制。
以上所述仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本发明的保护范围之内。
- 一种自动接绳机
- 一种集铺绳、收绳于一体的自动铺绳机